


1. ņä£ ļĪĀ
ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØĆ ņä▒ĒśĢņä▒, ņÜ®ņĀæņä▒, ļé┤ņŗØņä▒ ļō▒ņØ┤ ņÜ░ņłśĒĢ£ ļīĆĒæ£ņĀüņØĖ Ļ▓Įļ¤ēņåīņ×¼ņØ┤ļ®░, ņ┤Ø ļ╣äņÜ® ņĖĪļ®┤ņŚÉņä£ļÅä ņāüļīĆņĀüņ£╝ļĪ£ ĒÜ©ņ£©ņĀüņØ┤ļŗż. ĒÖśĻ▓ĮņśżņŚ╝ņØś ņŻ╝ņÜö ņøÉņØĖņ£╝ļĪ£ ņ¦Ćļ¬®ļÉśļŖö ņ×ÉļÅÖņ░© ļ░░ņČ£Ļ░ĆņŖż ļ░Å ņŚ░ļ╣äĻĘ£ņĀ£Ļ░Ć Ļ░ĢĒÖöļÉ©ņŚÉ ļö░ļØ╝ ņ×ÉļÅÖņ░©, ĒĢŁĻ│Ą, ņĪ░ņäĀ ļō▒ ņłśņåĪĻĖ░ĻĖ░ ņé░ņŚģņŚÉņä£ ĻĘĖ ņĀüņÜ®ņØ┤ ĒÖ£ļ░£Ē׳ ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż1). ļ░░ņČ£Ļ░ĆņŖżņĀĆĻ░É ļ░Å ņŚ░ļ╣äĒ¢źņāüņØä ļÅÖņŗ£ņŚÉ ļŗ¼ņä▒ĒĢśļŖö ĒÜ©ņ£©ņĀüņØĖ ņłśļŗ©ņØĆ ņ░©ņ▓┤ Ļ▓Įļ¤ēĒÖöņØĖļŹ░, ĻĘĖ ļīĆĒæ£ņĀüņØĖ ļ░®ļ▓ĢņØĆ ņĄ£ņĀüĻĄ¼ņĪ░ņäżĻ│ä, Ļ▓Įļ¤ēņåīņ×¼ ņé¼ņÜ®, ņāłļĪ£ņÜ┤ ņä▒ĒśĢĻ│Ąļ▓Ģ ļō▒ņØ┤ļŗż. ļ│Ė ņŚ░ĻĄ¼ļŖö ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖł ņ×ÉļÅÖņ░© ļČĆĒÆłņĀ£ņĪ░ņŚÉņä£ ņżæņÜöĒĢ£ Ļ│ĄņĀĢņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖł ĒīÉņ×¼ņØś ņÜ®ņĀæĒŖ╣ņä▒ņŚÉ Ļ┤ĆĒĢ£ Ļ▓āņØ┤ļŗż.
ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖł ļČĆĒÆłņØä ņĀ£ņ×æĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö 3ņ░©ņøÉ ĒśĢņāüņØś ņĪ░ļ”ĮņÜ®ņĀæņØ┤ ņÜöĻĄ¼ļÉśļŖöļŹ░, ņåīļ¤ē ņāØņé░ņØś Ļ▓ĮņÜ░ ņŻ╝ļĪ£ TIG (Tungsten Inert Gas) ņÜ®ņĀæņØ┤ ņĀüņÜ®ļÉ£ļŗż. TIG ņÜ®ņĀæņØĆ ļ╣äņåīļ¬©ņä▒ ĒģģņŖżĒģÉ ņĀäĻĘ╣ņØä ņé¼ņÜ®ĒĢśļ»ĆļĪ£ ņĢäĒü¼Ļ░Ć ņĢłņĀĢļÉśĻ│Ā ņÜ®ņĀæļ╣äļō£Ļ░Ć ĻĘĀņØ╝ĒĢśĻ│Ā ņÜ®ņĀæļČĆĻ░Ć ņ▓ŁņĀĢĒĢ£ ņןņĀÉņØ┤ ņ׳ļŗż. ĻĘĖļ¤¼ļéś MIG(Metal Inert Gas) ņÜ®ņĀæ ļīĆļ╣ä ņÜ®ņĀæņåŹļÅäĻ░Ć ļŖ”Ļ│Ā ņØ┤ņØīļČĆ Ļ┤Ćļ”¼Ļ░Ć Ļ╣īļŗżļĪ£ņøī ņ×ÉļÅÖĒÖöĻ░Ć ņ¢┤ļĀżņÜ┤ ļ¼ĖņĀ£ņĀÉņØ┤ ņ׳ļŗż. ļśÉĒĢ£, ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś Ēæ£ļ®┤ņØĆ ņ╣śļ░ĆĒĢ£ ņĀłņŚ░ņä▒ ņé░ĒÖöĒö╝ļ¦ēņ£╝ļĪ£ ļŹ«ņŚ¼ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ AC ņĀäņøÉņØś ņÜ®ņĀæĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż2). ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś TIG ņÜ®ņĀæņØĆ ļäÉļ”¼ ņĢīļĀżņĀĖ ņ׳ļŖö ĒÄĖņØ┤ņ¦Ćļ¦ī, ļŗżņ¢æĒĢ£ ņé░ņŚģņĀüņÜ®ņØä ņ£äĒĢ£ ĒÖ£ļ░£ĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņÜöĻĄ¼ļÉ£ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ×ÉļÅÖņ░© ņ░©ņ▓┤ ļō▒ ļ╣äĻĄÉņĀü Ļ░ĢļÅäĻ░Ć ņÜöĻĄ¼ļÉśļŖö ļČĆĒÆłņŚÉ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśļŖö A6061 ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś ļ¦×ļīĆĻĖ░ TIG ņÜ®ņĀæņŚÉņä£ ļ╣äļō£ĒśĢņāüņŚÉ ļ»Ėņ╣śļŖö ņŻ╝ņÜö Ļ│ĄņĀĢļ│ĆņłśņØś ņśüĒ¢źņØä ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņ▓┤Ļ│äņĀüņ£╝ļĪ£ ņĢīņĢäļ│┤ņĢśļŗż.
2. ņØ┤ļĪĀņĀü ļ░░Ļ▓Į
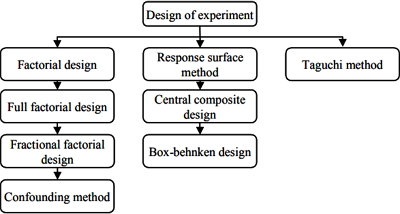
TIG ņÜ®ņĀæņŚÉņä£ ļ╣äļō£ĒśĢĒā£, Ļ░ĢļÅä ļō▒ņØś ļ░śņØæņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö Ļ│ĄņĀĢļ│ĆņłśĻ░Ć ļŗżņ¢æĒĢśĻ│Ā ļ│Ąņ×ĪĒĢ£ ĻĄÉĒśĖņ×æņÜ®ņØä ĒżĒĢ©ĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö, ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØä ņØ┤ņÜ®ĒĢśļ®┤ ņĀüņØĆ ņŗżĒŚś ĒܤņłśļĪ£ Ļ░ØĻ┤ĆņĀüņØĖ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ļŗż. Fig. 1ņŚÉ ņŗżĒŚśĻ│äĒÜŹļ▓Ģ(DOE, Design of Experiment)ņØś ņóģļźśņŚÉ ļīĆĒĢ┤ ļéśĒāĆļé┤ņŚłļŗż.
2.1 ņŗżĒŚśĻ│äĒÜŹļ▓Ģ
ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØ┤ļ×Ć ļ░śņØæņ╣ś(ĒŖ╣ņä▒ņ╣ś)ņŚÉ ņśüĒ¢źņØä ņŻ╝ļŖö ļ│ĆņłśņØś ņłśņżĆ ļ░Å ņŗżĒŚśņł£ņä£ļź╝ Ļ▓░ņĀĢĒĢśļŖö Ļ▓āņ£╝ļĪ£, ņŗżĒŚśņ×ÉņØś ņŗ¼ļ”¼ņĀü Ļ┤Ćņä▒ņØä ļ░░ņĀ£ĒĢśĻ│Ā Ļ░ØĻ┤ĆņĀüņØĖ ņØĖĻ│╝Ļ┤ĆĻ│äļź╝ ĒīīņĢģĒĢśļŖöļŹ░ ņ£ĀņØĄĒĢ£ ļ░®ļ▓ĢņØ┤ļŗż. ņĀüņĀĢĒĢśĻ▓ī ņäżņĀĢļÉ£ Ļ│äĒÜŹņŚÉ ļö░ļØ╝ ņŗżĒŚśņØä ĒĢśļ®┤, ņĀüņØĆ ņŗżĒŚśĒܤņłśļĪ£ Ļ░ØĻ┤ĆņĀüņØ┤Ļ│Ā ņĀĢĒÖĢĒĢ£ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ļŗż.
TIG ņÜ®ņĀæņŚÉņä£ļŖö Ļ░ü ņØĖņ×ÉĻ░äņØś ĻĄÉĒśĖņ×æņÜ®ņØ┤ ņ׳ņ£╝ļ»ĆļĪ£ ļ╣äņäĀĒśĢļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ļö░ļØ╝ņä£ ņŗØ(1)ņŚÉ ļéśĒāĆļéĖ Ļ▓āĻ│╝ Ļ░ÖņØĆ 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖņØä Ļ░Ćņ¦ĆļŖö ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØ┤ ĒĢäņÜöĒĢśļŗż3).
2.2 ļ░śņØæĒæ£ļ®┤ļ▓Ģ
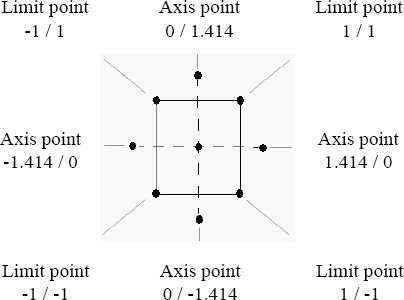
ļ░śņØæĒæ£ļ®┤ļ▓Ģ(RSM; Response Surface Method)ņØĆ Fig. 2ņŚÉ ļéśĒāĆļéĖ Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņŚ¼ļ¤¼ Ļ░£ņØś ņ×ģļĀźļ│Ćņłś Ļ░Ć ļ│ĄĒĢ®ņĀüņØĖ ņ×æņÜ®ņØä ĒĢ©ņ£╝ļĪ£ņŹ© ņ¢┤ļ¢ż ņČ£ļĀźļ│Ćņłś┼ČņŚÉ ņśüĒ¢źņØä ņŻ╝Ļ│Ā ņ׳ņØä ļĢī, ņØ┤ļ¤¼ĒĢ£ ļ░śņØæņØś ļ│ĆĒÖöĻ░Ć ļ░śņØæĒæ£ļ®┤ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ£ ĒåĄĻ│äņĀüņØĖ ļČäņäØļ░®ļ▓ĢņØ┤ļŗż4). ļ░śņØæĒæ£ļ®┤ļ▓ĢņØĆ ļ│ĆņłśĻ░Ć ņĖĪļ¤ēņØ┤ Ļ░ĆļŖźĒĢśļ®░, ņŗżĒŚśņ×ÉĻ░Ć ĻĘĖ ņłśņżĆņØä ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ņ¢┤ņĢ╝ ĒĢ£ļŗż.

ļ░śņØæĒæ£ļ®┤ļ▓ĢņØĆ ņ×ģļĀźļ│ĆņłśņØś ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņČ£ļĀźļ│Ćņłś Ļ░ÆņØś ļ│ĆĒÖöļź╝ ņĢī ņłś ņ׳Ļ│Ā, ņĀüņØĆ ņłśņØś ņŗżĒŚśņ£╝ļĪ£ ņśłņāü ĒÜīĻĘĆļ¬©ĒśĢņØś ņČöņČ£ņØ┤ Ļ░ĆļŖźĒĢśļ®░, ņ×ģļĀźļ│ĆņłśņŚÉ ļīĆĒĢ£ ņČ£ļĀźļ│ĆņłśņØś ņĄ£ņĀüĒÖö Ļ│╝ņĀĢņØä ĒåĄĒĢ┤ ņØ┤ļŻ©ņ¢┤ņ¦äļŗż. ļö░ļØ╝ņä£ ņ×ģļĀźļ│ĆņłśļōżņØś ļ│ĄĒĢ®ņĀüņØĖ ļ░śņØæņØä ļČäņäØĒĢĀ ņłś ņ׳ļŖö ĒÜīĻĘĆļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņŚ¼, ņĄ£ņĀüņØś Ļ░ÆņØä ņ░ŠņĢäļé┤ļŖö ĻĖ░ļ▓Ģņ£╝ļĪ£ ĒÜīĻĘĆļ¬©ļŹĖņØä ņל ņČöņČ£ĒĢĀ ņłś ņ׳ļŖö ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØ┤ ņÜöĻĄ¼ļÉ£ļŗż.
2.3 ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓Ģ
ņČ£ļĀźļ│Ćņłśļź╝ ņĄ£ņĀüĒÖöĒĢśĻĖ░ ņ£äĒĢ£ ļ░śņØæĒæ£ļ®┤ņØĆ ĒÜīĻĘĆļČäņäØ(Regression analysis) ļ░®ļ▓ĢņŚÉ ņØśĒĢ┤ ņČöņĀĢļÉśļ»ĆļĪ£, ņŗżĒŚśĻ│äĒÜŹņŚÉ ļö░ļźĖ ņŗżĒŚśņØś Ļ▓░Ļ│╝ Ļ░ÆņØä ĒåĄĒĢ┤ 2ņ░© ĒÜīĻĘĆļ¬©ļŹĖņØä ĻĄ¼ĒĢśļ®░, ņŗØ(1)Ļ│╝ Ļ░ÖņØ┤ ļéśĒāĆļé£ļŗż3). ņŚ¼ĻĖ░ņä£, ┼ĘļŖö ņśłņĖĪļÉ£ ļ░śņØæļ¤ē ņČöņĀĢ Ļ░ÆņØ┤Ļ│Ā, x1,x2 ļŖö ņ×ģļĀźļ│ĆņłśļōżņØś ņĮöļō£ļ│Ćņłś Ļ░Æ(Coded unit)ņØ┤ļ®░ B0,B1,B2,B11,B22,B12 ļŖö ņĄ£ņåīņ×ÉņŖ╣ļ▓ĢņØä ņĀüņÜ®ĒĢśņŚ¼ ĻĄ¼ĒĢ£ Ļ│äņłśņØ┤ļŗż. ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓Ģ(CCD; Central Composite Design)ņØĆ ņĄ£ņĀüņĪ░Ļ▒┤ņØä ņäĀņĀĢĒĢśĻĖ░ ņ£äĒĢ£ ļ░śņØæĒæ£ļ®┤ļ▓ĢņØś ņØ╝ņóģņ£╝ļĪ£, ņØ┤ ļČäņäØņŚÉ ĒĢäņÜöĒĢ£ ņŗżĒŚśņĀü ĒÜīĻĘĆļ¬©ļŹĖņØä ĻĄ¼ĒĢśĻĖ░ ņ£äĒĢ┤ ņé¼ņÜ®ļÉ£ļŗż(Fig. 3). ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓ĢņØĆ ņŗ¼ĒöīļĀēņŖżĻ│äĒÜŹļ▓ĢņØ┤ļéś 2kņÜöņØĖļ░░ņ╣śļ▓ĢņØś ļŗ©ņĀÉņØä ļ│┤ņÖäĒĢśĻ│Ā ņĀüņØĆ ĒܤņłśņØś ņŗżĒŚśņ£╝ļĪ£ Ļ│Īļ®┤ņØä ņČöņĀĢĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņżæņŗ¼ņĀÉĻ│╝ ņČĢ ņĀÉņØä 2kņÜöņØĖņŗżĒŚśņŚÉ ņČöĻ░Ćņŗ£Ēé© ņŗżĒŚśĻ│äĒÜŹļ▓ĢņØ┤ļŗż5).
2.4 F-testņÖĆ P-valueļź╝ ĒåĄĒĢ£ Ļ▓ĆņĀĢ
ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓ĢņŚÉ ņØśĒĢ┤ ĻĄ¼ĒĢ┤ņ¦ä ĒÜīĻĘĆņŗØņØś ņ£ĀņØśņä▒ņŚÉ ļīĆĒĢ£ ĒīÉļŗ©ņØĆ F-test ļ░Å P-valueņŚÉ ņØśĒĢ┤ Ļ▓░ņĀĢļÉ£ļŗż. F- testņŚÉņä£ļŖö, ĒÜīĻĘĆ ĒÅēĻĘĀņĀ£Ļ│▒(MSR: Regression mean squares)Ļ│╝ ņ×öņ░© ĒÅēĻĘĀņĀ£Ļ│▒(MSE: Error mean square)ņØś ļ╣äņ£©M S R M S E
2.5 ĒśĖĻ░ÉļÅä ĒĢ©ņłś
ņŗżĒŚśĻ│äĒÜŹļ▓ĢņŚÉņä£ ņČ£ļĀźļ│ĆņłśņØś ņĄ£ņĀüĒÖö ĻĖ░ļ▓ĢņØĖ ĒśĖĻ░ÉļÅä ĒĢ©ņłśļź╝ ņé¼ņÜ®ĒĢśņŚ¼, Ļ░ü ĒÜīĻĘĆļ¬©ļŹĖņØś ņČ£ļĀźĻ░ÆņØä ĒśĖĻ░ÉļÅä ĒĢ©ņłśļĪ£ ĒÅēĻ░ĆĒĢ£ļŗż. ĒśĖĻ░ÉļÅä ĒĢ©ņłśņØś ļ▓öņ£äļź╝ 0~1ļĪ£ ņĀĢņØśĒĢśļ®┤, Ļ░ü ņØæļŗĄņŚÉ ļīĆĒĢ£ ļ¦īņĪ▒ļÅäĻ░Ć Ēü┤ņłśļĪØ 1ņŚÉ ņĀæĻĘ╝ĒĢśĻ│Ā, ļ¦īņĪ▒ļÅäĻ░Ć ņ×æņØäņłśļĪØ 0ņŚÉ ņĀæĻĘ╝ĒĢ£ļŗż8). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ĒśĖĻ░ÉļÅä ĒĢ©ņłśļŖö ļ¦Øļ¬®ņĀü ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ļ®░, ņłśņŗØņ£╝ļĪ£ Ēæ£ĒśäĒĢśļ®┤ ņŗØ(2)ņÖĆ Ļ░Öļŗż. TļŖö ļ¬®Ēæ£ Ļ░ÆņØ┤ļ®░, dļŖö ņĖĪņĀĢ Ļ░ÆņØ┤Ļ│Ā, LņØĆ ĒĢśĒĢ£ Ļ░Æ, UļŖö ņāüĒĢ£ Ļ░ÆņØ┤ļŗż. ļ╣äļō£ ĒśĢņāüņŚÉ ņ׳ņ¢┤ņä£ ņóģĒĢ®ņĀüņØĖ ņÜ®ņĀæĒÆłņ¦łņØä ĒÅēĻ░ĆĒĢĀ Ļ░ü ĒśĖĻ░ÉļÅä ĒĢ©ņłśļź╝ ņŗØ (3)Ļ│╝ Ļ░ÖņØ┤ ļ│ĄĒĢ® ĒśĖĻ░ÉļÅä ĒĢ©ņłśļĪ£ ļ░öĻŠĖņ¢┤ ņŻ╝ņŚłļŗż. ņŚ¼ĻĖ░ņä£ DļŖö Ļ░ü ņČ£ļĀźļ│ĆņłśņØś ĒśĖĻ░ÉļÅä ĒĢ©ņłśĻ░ÆņØ┤ļ®░, wa,wbļŖö ņżæņÜöļÅäņØĖļŹ░ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö Ļ░ü ņČ£ļĀźļ│ĆņłśņØś ņżæņÜöļÅäļŖö ļÅÖņØ╝ĒĢ£ ļ╣äņ£©ļĪ£ ņäĀņĀĢĒĢśņśĆļŗż. Ļ▓Ćņ”ØļÉ£ ĒÜīĻĘĆļ¬©ļŹĖĻ│╝ ĒśĖĻ░ÉļÅä ĒĢ©ņłśņŗØņØä ņé¼ņÜ®ĒĢśņŚ¼, ļ¦īņĪ▒ļÅä(D)Ļ░Ć Ļ░Ćņן ļåÆņØĆ ļ╣äļō£ĒśĢņāüņØä ĻĄ¼ĒĢśņŚ¼ ņĄ£ņĀüĒÖöĒĢśņśĆļŗż9).
3. ņŗżĒŚśļ░®ļ▓Ģ ļ░Å ņł£ņä£
ļ│Ė ņŗżĒŚśĻ│äĒÜŹļ▓ĢņŚÉ ļö░ļźĖ ņĄ£ņĀüĒÖöļź╝ ņ£äĒĢśņŚ¼ Fig. 4ņÖĆ Ļ░ÖņØ┤ ņŗżĒŚś, ļČäņäØ ļ░Å ņĄ£ņĀüĒÖö ļō▒ņØś ņł£ņä£ļĪ£ ņŗżņŗ£ĒĢśņśĆļŗż. ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓Ģņ£╝ļĪ£ ņäżĻ│äļÉ£ ņŗżĒŚśĻ│äĒÜŹņ£╝ļĪ£ ņÜ®ņĀæņØä ņŗżņŗ£ĒĢ£ Ēøä, ņ¢╗ņ¢┤ņ¦ä ņŗżĒŚś Ļ▓░Ļ│╝ Ļ░ÆņØä ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖļĪ£ ĻĄ¼ĒĢ£ ļÆż, ņØ┤ļź╝ ANOVA, F-test, P-value ļ░Å Ļ▓░ņĀĢĻ│äņłś(R2)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ▓ĆņĀĢĒĢśņśĆļŗż. Ļ▓ĆņĀĢ ņÖäļŻī Ēøä, ņłśĒĢÖņĀü ĒÜīĻĘĆ ļ¬©ļŹĖĻ│╝ ļ│ĄĒĢ® ĒśĖĻ░ÉļÅä ĒĢ©ņłśļź╝ ņé¼ņÜ®ĒĢ£ ņĄ£ņĀüĒÖö ļ░Å ĒÜīĻĘĆļ¬©ļŹĖņØś ņĀĢĒÖĢļÅä Ļ▓Ćņé¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż.

3.1 ņÜ®ņĀæ ņĪ░Ļ▒┤
ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ļæÉĻ╗ś 2mmņØś A6061 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ņĢĢņŚ░ĒīÉņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆļŖöļŹ░, Table 1ņŚÉ A6061 ĒĢ®ĻĖłņØś ĒÖöĒĢÖņĀü ņä▒ļČäņØä Ēæ£ĻĖ░ĒĢśņśĆļŗż. A6061 ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖł ĒīÉņ×¼ļŖö 200mm x 100 mm Ēü¼ĻĖ░ļĪ£ Ļ░ĆĻ│ĄĒĢśņŚ¼ ņÜ®ņĀæņØä ĒĢśņśĆļŗż.
Table┬Ā1
Chemical composition of A6061 aluminum alloy (wt.%)
| Si | Fe | Cu | Mg | Cr | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|
| 0.669 | 0.429 | 0.210 | 0.809 | 0.152 | 0.120 | 0.0406 | bal. |
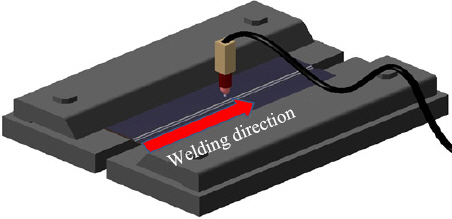
ņÜ®ņĀæĻĖ░ļŖö Froniusņé¼ņØś Magic Wave 3000 TIG ņØ┤ņŚłņ£╝ļ®░, Ēæ£ļ®┤ ņé░ĒÖöņĖĄņØś ņ▓ŁņĀĢ ĻĖ░ļŖźņØ┤ ņ׳ļŖö AC ņĀäļźśļĪ£ ņÜ®ņĀæņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņØ┤ļ®┤ļ╣äļō£ ņāØņä▒ ļČĆĻĘ╝ņØä ņĢīņĮöņś¼ņØä ņØ┤ņÜ®ĒĢ┤ ļČłņł£ļ¼╝ņØä ņĀ£Ļ▒░ĒĢ£ Ēøä ļ¦×ļīĆĻĖ░ ņÜ®ņĀæĒĢśņśĆņ£╝ļ®░, Fig. 5ņÖĆ Ļ░ÖņØ┤ ņŗ£ĒŚśĒÄĖņØä ņ¦ĆĻĘĖņŚÉ ņןņ░®ĒĢ£ Ēøä, ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖ(1G)ļĪ£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļ╣äļō£ņØś ĒśĢņāüņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉļĪ£ņä£ļŖö ņÜ®ņĀæņĀäļźś, ņØ┤ņåĪņåŹļÅä, ņĢäĒü¼ ĻĖĖņØ┤, ĒåĀņ╣ś Ļ░üļÅä, ļ│┤ĒśĖĻ░ĆņŖż ņóģļźśņÖĆ ņ£Āļ¤ē ļō▒ ļ¦ÄņØĆ ņØĖņ×ÉļōżņØ┤ ņ׳ņ¦Ćļ¦ī, ņśłļ╣äņŗżĒŚśņØä ĒåĄĒĢ┤ ļ╣äļō£ ĒśĢņāüņŚÉ Ļ░Ćņן Ēü¼Ļ▓ī ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņØĖņ×ÉļĪ£ ņÜ®ņĀæņĀäļźś ļ░Å ņØ┤ņåĪņåŹļÅäļź╝ ņ░ŠņĢäļé┤ņŚłĻ│Ā, ņØ┤ ņØĖņ×ÉļōżņØ┤ ņÜ®ņ×ģ Ļ╣ŖņØ┤ņÖĆ ņØ┤ļ®┤ļ╣äļō£ņØś ĒÅŁņŚÉ ļ»Ėņ╣śļŖö ĒÜ©Ļ│╝ļź╝ ļČäņäØĒĢśņśĆļŗż.
Ļ│ĀņĀĢļ│ĆņłśļŖö Table 2ņŚÉ ļéśĒāĆļéĖ Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņĢäĒü¼ ĻĖĖņØ┤(ĒģģņŖżĒģÉ ņĀäĻĘ╣ ņäĀļŗ©ņŚÉņä£ Ēö╝ņÜ®ņĀæņ×¼ Ēæ£ļ®┤Ļ╣īņ¦ĆņØś Ļ▒░ļ”¼) 1mm, ĒåĀņ╣ś Ļ░üļÅä 90┬░, ņĀäĻĘ╣ ņ¦üĻ▓Į 3mm, ļ│┤ĒśĖ Ļ░ĆņŖż Ar 15L/minļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņ×ģļĀźļ│ĆņłśļŖö ņÜ®ņĀæņĀäļźś ļ░Å ņØ┤ņåĪņåŹļÅäņśĆĻ│Ā, ņČ£ļĀźļ│ĆņłśļŖö ņÜ®ņ×ģ Ļ╣ŖņØ┤ņÖĆ ļ╣äļō£ ĒÅŁņØ┤ņŚłļŗż.
Table┬Ā2
Welding conditions for TIG welding test
| Torch angle, ┬░ | 90 |
| Shielding gas | Ar |
| Gas flow, L/min | 15 |
| Electrode dia., mm | 3 |
| Arc length, mm | 1 |
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ×ģļĀźļ│ĆņłśņÖĆ ņÜ®ņĀæļ╣äļō£ ĒŖ╣ņä▒ņ╣śņØś ņāüĻ┤Ćņä▒ ļ░Å ĒÜīĻĘĆņŗØņØä ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢśņŚ¼ ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓ĢņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā, ņ×ģļĀźļ│ĆņłśņØĖ ņÜ®ņĀæņĀäļźśņÖĆ ņØ┤ņåĪņåŹļÅä ļ▓öņ£äļź╝ Table 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
3.2 ņÜ®ņĀæļ╣äļō£ ĒśĢņāü ņĖĪņĀĢ
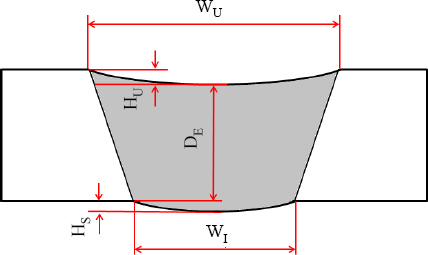
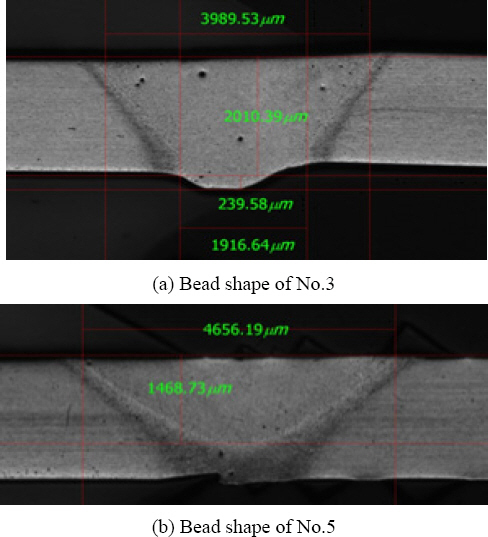
TIG ņÜ®ņĀæņŗżĒŚśņØĆ ņĀłļŗ©Ļ░ĆĻ│Ą ļÉ£ ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖł ļ¬©ņä£ļ”¼ļź╝ ļ¦×ļīĆĻĖ░ļĪ£ ņĀĢļĀ¼ĒĢ£ ņāüĒā£ņŚÉņä£ Ļ░ü ņĪ░Ļ▒┤ ļŗ╣ 3ĒÜīļź╝ ņŗżņŗ£ĒĢśņśĆļŗż. ņÜ®ņĀæļ╣äļō£ ĒśĢņāüņØä ņĖĪņĀĢĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņĀĢļ░ĆņĀłļŗ©ĻĖ░ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ TIG ņÜ®ņĀæņŗ£ĒÄĖņØś ņżæņĢÖņØĖ ņĢĮ 100mm ņ¦ĆņĀÉņŚÉņä£ ļŗ©ļ®┤ņĪ░ņ¦üĻ▓Ćņé¼ņÜ® ņāśĒöīņØä ņ▒äņĘ©ĒĢśņśĆļŗż. ņāüĻĖ░ņØś ņāśĒöīņØä ņØ╝ļ░śņĀüņØĖ ņĪ░ņ¦üĻ▓Ćņé¼ ņĀłņ░©ņŚÉ ļö░ļØ╝ ļ¬░ļö®, ņŚ░ļ¦ł ļ░Å ļČĆņŗØ(ļéśņØ┤ĒāłņĢĪ)ņØä ņŗ£Ēé© Ēøä, Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į Ļ┤Ćņ░░ņØä ĒĢśņśĆļŗż. ņÜ®ņĀæļČĆ ĒśĢņāüņØĆ ņāüļČĆ ļ╣äļō£ ĒÅŁ(WU), ĒĢśļČĆ ļ╣äļō£ ĒÅŁ(WL), ņ£ĀĒÜ© ņÜ®ņ×ģ Ļ╣ŖņØ┤(DE), ņ¢ĖļŹö ĒĢä(HU) ļ░Å ļ╣äļō£ ņ│Éņ¦É(HS)ņØä ņĖĪņĀĢĒĢśņśĆļŗż. ņÖäņĀäņÜ®ņ×ģ ņÜ®ņĀæļČĆņŚÉņä£ ņÜ®ņ×ģĻ╣ŖņØ┤ļŖö ļ¬©ņ×¼ ļæÉĻ╗śņÖĆ ļÅÖņØ╝ĒĢ┤ņĢ╝ ĒĢśņ¦Ćļ¦ī ņŗżņĀ£ļĪ£ļŖö ņ¢ĖļŹöĒĢä ļ░Å ļ╣äļō£ņ│Éņ¦ÉņØ┤ ļ░£ņāØĒĢśņŚ¼ ļ¬©ņ×¼ ļæÉĻ╗ś ļ│┤ļŗż ņ×æņĢäņ¦äļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ¢ĖļŹö ĒĢäĻ│╝ ļ╣äļō£ ņ│Éņ¦ÉņØä ņĀ£ņÖĖĒĢ£ Ļ╣ŖņØ┤ļź╝ ņ£ĀĒÜ© ņÜ®ņ×ģ Ļ╣ŖņØ┤ļĪ£ ņĀĢņØśĒĢśņśĆļŗż.
3.3 Ļ▓ĆņĀĢ ļ░Å ņÜ®ņĀæ ĒÆłņ¦ł ĒÅēĻ░Ć
ņĢīļŻ©ļ»ĖļŖä TIG ņÜ®ņĀæļČĆņŚÉņä£ ļ╣äļō£ĒÅŁ, ņÜ®ņ×ģĻ╣ŖņØ┤, ļ╣äļō£ņ│Éņ¦É ļō▒ ļ╣äļō£ ĒŖ╣ņä▒ņ╣śļōżņØä ņĖĪņĀĢĒĢśĻ│Ā, ĻĘĖ ĒÅēĻĘĀĻ░ÆļōżņØä ĒåĄĻ│äļČäņäØ ĒöäļĪ£ĻĘĖļש(Minitab R.18)ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖĻ│╝ ĒÜīĻĘĆļ¬©ļŹĖņØś Ļ▓ĆņĀĢņØä ņ£äĒĢ£ F-testņÖĆ P-valueļź╝ ĒåĄĒĢ┤ 5% ņŗĀļó░ņłśņżĆņŚÉņä£ ņ£ĀņØśņä▒ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ╣äļō£ ĒśĢņāüņØĆ ISO 6520ņØś ĻĘ£Ļ▓®ņØä ņĀüņÜ®ĒĢ£ ļ¦Øļ¬®ĒŖ╣ņä▒ņØś ĒśĖĻ░ÉļÅä ĒĢ©ņłśņŗØņØä ņé¼ņÜ®ĒĢśņŚ¼ ņĄ£ņĀüĒÖöĒĢśņśĆļŗż.
4. Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
4.1 ņÜ®ņĀæ ļ╣äļō£ ņĖĪņĀĢ
ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓ĢņŚÉ ļö░ļØ╝ ņäżĻ│äļÉ£ ņŗżĒŚśņĪ░Ļ▒┤Ēæ£ ļ░Å ĻĘĖ ļ╣äļō£ĒŖ╣ņä▒ņ╣ś ņĖĪņĀĢ Ļ▓░Ļ│╝ļź╝ Table 4ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż. Fig. 7 (a)ņŚÉ ļéśĒāĆļéĖ No. 3ņØś ļ╣äļō£ ĒśĢņāüņØś Ļ▓ĮņÜ░, ņÖäņĀä ņÜ®ņ×ģņØ┤ ĒśĢņä▒ļÉśņ¢┤ ļ¬©ļōĀ ņØĖņ×ÉņØś Ļ░ÆņØ┤ ņ£ĀĒÜ©ĒĢśņśĆļŗż. ĻĘĖļ¤¼ļéś No. 5(Fig. 7 (b))ņØś Ļ▓ĮņÜ░, ļČłņÖäņĀä ņÜ®ņ×ģņ£╝ļĪ£ WL ļ░Å HSņØ┤ ĒśĢņä▒ļÉśņ¦Ć ņĢŖņĢśļŖöļŹ░, ņØ┤ Ļ░ÆņØĆ ņØ┤ņé░ĒśĢ ļŹ░ņØ┤Ēä░ļĪ£ņä£ ņśłņĖĪņłśņŗØņØś ņĀĢĒÖĢļÅäļź╝ ļé«ņČ£ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉśņŚłļŗż.
Table┬Ā4
Central composite design and experimental results
4.2 ANOVA Ļ▓░Ļ│╝
ņ┤Ø 13Ļ░£ ņ×ģļĀźņĪ░Ļ▒┤ņØś ņÜ®ņĀæļČĆņŚÉņä£ ņĖĪņĀĢļÉ£ ņČ£ļĀźļ│ĆņłśņŚÉ ļīĆĒĢ┤ ļ░śņØæĒæ£ļ®┤ļ▓Ģņ£╝ļĪ£ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņØä ņāØņä▒ĒĢśņśĆļŗż. ĒÜīĻĘĆļ¬©ļŹĖņØś ļÅäņČ£ ļ░®ļ▓ĢņØĆ Table 4ņØś ņŗżĒŚśĻ│äĒÜŹņŚÉņä£ Ļ░ü ļ│ĆņłśņØś ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ ĒĢ©ņłśļĪ£ ļ¦īļōżĻ│Ā, Ļ┤Ćņŗ¼ņśüņŚŁņŚÉņä£ ņ×ģļĀźļ│ĆņłśņØĖ ņÜ®ņĀæņĀäļźś(X1) ļ░Å ņØ┤ņåĪņåŹļÅä(X2)ņŚÉ ļīĆĒĢ£ ņČ£ļĀźļ│ĆņłśņØś ĒÜīĻĘĆņŗØņØĆ ņŗØ(4)ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
(4)
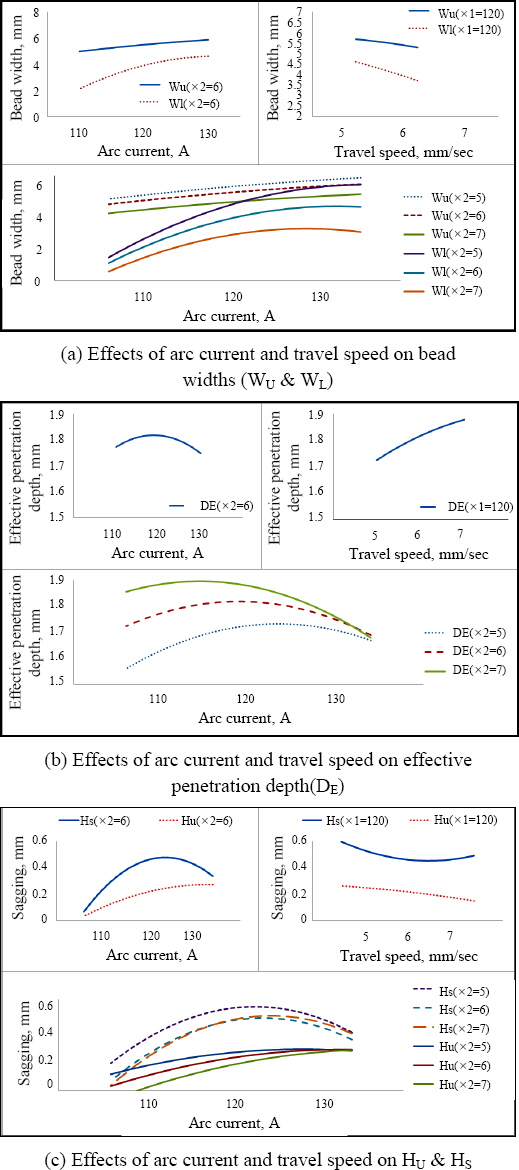
ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖłņØś ļ¦×ļīĆĻĖ░ TIGņÜ®ņĀæņŚÉņä£ ļ╣äļō£ĒśĢņä▒ņŚÉ ļ»Ėņ╣śļŖö Ļ░ü ņØĖņ×ÉļōżņØś ĒÜ©Ļ│╝ļź╝ ņĢīņĢäļ│┤ĻĖ░ ņ£äĒĢ┤ ņŻ╝ ĒÜ©Ļ│╝ļÅäņÖĆ ĻĄÉĒśĖ ņ×æņÜ®ļÅäļź╝ Fig. 8ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. Fig. 8 (a)ļŖö ļ╣äļō£ĒÅŁ(WU, WL)ņŚÉ ļ»Ėņ╣śļŖö ņÜ®ņĀæņĀäļźśņÖĆ ņØ┤ņåĪņåŹļÅäņØś ņśüĒ¢źņØä ļéśĒāĆļéĖ Ļ▓āņ£╝ļĪ£ ņ▓ĀĻ░Ģ ļō▒ TIGņÜ®ņĀæņŚÉņä£ņÖĆ ņ£Āņé¼ĒĢśĻ▓ī ļ╣äļō£ ĒÅŁņØĆ ņØ┤ņåĪņåŹļÅä ņ”ØĻ░ĆņŚÉ ļ░śļ╣äļĪĆĒĢśņŚ¼ Ļ░ÉņåīĒĢ£ ļ░śļ®┤, ņĀäļźś Ļ░ÆņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆĒĢśņśĆļŗż. ļ│Ė ņŗżĒŚśņĪ░Ļ▒┤ņŚÉ ļö░ļØ╝ ņ¢╗ņ¢┤ņ¦ä WU ļ░Å WLņŚÉņä£ ņÜ®ņĀæņĀäļźśņÖĆ ņØ┤ņåĪņåŹļÅäņŚÉņä£ļŖö ļ»ĖņåīĒĢ£ ĻĄÉĒśĖņ×æņÜ®ņØ┤ ļéśĒāĆļé¼ļŗż10). Fig. 8 (b)ļŖö ņ£ĀĒÜ© ņÜ®ņ×ģ Ļ╣ŖņØ┤ņŚÉ ļ»Ėņ╣śļŖö ņÜ®ņĀæņĀäļźśņÖĆ ņØ┤ņåĪņåŹļÅäņØś ņśüĒ¢źņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£ TIG ņÜ®ņĀæņŚÉņä£ ņÜ®ņ×ģ Ļ╣ŖņØ┤ļŖö ņĀäļźśņŚÉ ļ╣äļĪĆĒĢśļŖöļŹ░10), ļ│Ė ņŚ░ĻĄ¼ņØś Ļ▓ĮņÜ░, ņĀĆņĀäļźś ņśüņŚŁņØś ņ£ĀĒÜ© ņÜ®ņ×ģ Ļ╣ŖņØ┤ļŖö ņĀäļźś ļ│ĆĒÖöņŚÉ ļ╣äļĪĆĒĢśĻ│Ā Ļ│ĀņĀäļźś ņśüņŚŁņØś ņ£ĀĒÜ© ņÜ®ņ×ģ Ļ╣ŖņØ┤ļŖö ņĀäļźśņŚÉ ļ░śļ╣äļĪĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØĖļŗż. Ļ│ĀņĀäļźś ņśüņŚŁņŚÉņä£ ņāüņØ┤ĒĢ£ Ļ▒░ļÅÖņØä ļ│┤ņØ┤ļŖö ņØ┤ņ£ĀļŖö, ņÖäņĀä ņÜ®ņ×ģņŚÉ ņØśĒĢśņŚ¼ ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć ņĀ£ĒĢ£ļÉśĻ│Ā Ļ│╝ņ×ģņŚ┤ņØś Ļ▓ĮņÜ░ HU ļ░Å HSņŚÉ ņØśĒĢśņŚ¼ ņ£ĀĒÜ© ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć ņśżĒ׳ļĀż Ļ░ÉņåīĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. Fig. 8 (c)ļŖö HU ļ░Å HSņŚÉ ļ»Ėņ╣śļŖö ņÜ®ņĀæņĀäļźśņÖĆ ņØ┤ņåĪņåŹļÅäņØś ņśüĒ¢źņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĀĆņĀäļźś ņśüņŚŁņŚÉņä£ HU ļ░Å HSņØĆ ņĀäļźśņŚÉ ļ╣äļĪĆĒĢśņŚ¼ ņ”ØĻ░ĆĒĢ£ ļ░śļ®┤, Ļ│ĀņĀäļźś ņśüņŚŁņŚÉņä£ļŖö Ļ░ÉņåīĒĢśņśĆļŗż. HU ļ░Å HSņØĆ ņØ┤ņåĪņåŹļÅäņŚÉ ļ░śļ╣äļĪĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņśĆļŖöļŹ░, 6m/min ņØ┤ņāüņØś ņØ┤ņåĪņåŹļÅäņŚÉņä£ HSņØś ļ│ĆĒÖöļŖö ļ»Ėļ»ĖĒĢśņśĆļŗż. ļśÉĒĢ£ HSņŚÉņä£ ņÜ®ņĀæņĀäļźśņÖĆ ņØ┤ņåĪņåŹļÅäņØś ĻĄÉĒśĖņ×æņÜ®ņØĆ ļÜ£ļĀĘĒĢśņ¦Ć ņĢŖņĢśļŗż.
4.3 Ļ▓ĆņĀĢ
ANOVA ĒĢ┤ņäØņ£╝ļĪ£ ņ¢╗ņØĆ ĒÜīĻĘĆļ¬©ļŹĖņØĖ ņŗØ (4)ļź╝ F-testņÖĆ P-valueļź╝ ĒåĄĒĢ┤ Ļ▓Ćņ”ØĒĢśņśĆļŗż. Table 5ņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ņØś ANOVA ļČäņäØĒæ£ļź╝ ĻĖ░ņ×¼ĒĢśņśĆļŗż. F-testņŚÉņä£ ĒÜīĻĘĆļ¬©ļŹĖņØä ĒÅēĻ░ĆĒĢĀ F0 Ļ░ÆņØĆ F(╬▒) ļ│┤ļŗż Ēü¼ļ®░, P-valueļŖö ņ£ĀņØśņłśņżĆņØĖ 0.05ļ│┤ļŗż ņ×æņ£╝ļ»ĆļĪ£ ļ╣äļō£ ĒśĢņāüņŚÉ Ļ┤ĆĒĢ£ ĒÜīĻĘĆļ¬©ļŹĖņØä F-test ļ░Å P-valueļĪ£ Ļ▓ĆņĀĢ Ļ▓░Ļ│╝, ļ│Ė ĒÜīĻĘĆļ¬©ļŹĖņØĆ ņ£ĀņØśĒĢśļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż11).
4.4 ņĄ£ņĀüņĪ░Ļ▒┤ ļÅäņČ£ ļ░Å Ļ▓Ćņ”Ø ņŗżĒŚś
A6061 ĒĢ®ĻĖłņŚÉ ļīĆĒĢ┤ ņżæņŗ¼ĒĢ®ņä▒Ļ│äĒÜŹļ▓Ģņ£╝ļĪ£ ņäżĻ│äĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ TIG ņÜ®ņĀæĒĢśņŚ¼ ļÅäņČ£ļÉ£ ĒÜīĻĘĆņŗØ(ņŗØ 4) ļ░Å ĒśĖĻ░ÉļÅä ĒĢ©ņłś(ņŗØ 2~3)ņŚÉņä£ ĻĄ¼ĒĢ£ ļ░śņØæĒæ£ļ®┤ļÅäļź╝ Fig. 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņŗØ 3ņŚÉņä£ ņČ£ļĀźļ│ĆņłśņØś ļ│ĄĒĢ® ĒśĖĻ░ÉļÅä ĒĢ©ņłśņØś ņĄ£Ļ│ĀĻ░ÆņØ┤ ņĄ£ņĀüņĪ░Ļ▒┤ņØ┤ļ®░ Ļ░üĻ░ü DE=1.80mm, WU=5.40mm, WL= 3.30mm ļ░Å HS=0.40mmņØ┤ņŚłļŗż. ĻĘĖņŚÉ ņāüņØæĒĢśļŖö ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ X1=ŌĆō0.5 ļ░Å X2=ŌĆō0.3ņØ┤ņŚłņ£╝ļ®░, ņ¦üĻĄÉņóīĒæ£Ļ│äļĪ£ ņ░ŠņĢäļéĖ ņŗżņĀ£ Ļ░ÆņØä Table 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.

Table┬Ā6
Optimal welding conditions
| Coded variables | Natural variables | ||
|---|---|---|---|
| X1 | X2 | Current, A | Travel speed, mm/s |
| -0.5 | -0.3 | 115 | 5.7 |
ļ│Ė ĒÜīĻĘĆļ¬©ļŹĖļĪ£ļČĆĒä░ ļÅäņČ£ļÉ£ ņĄ£ņĀüņØś ņÜ®ņĀæņĪ░Ļ▒┤ņ£╝ļĪ£ ļæÉĻ╗ś 2.0mmņØś A6061 ņĢīļŻ©ļ»ĖļŖäĒĢ®ĻĖł ļ¦×ļīĆĻĖ░ ņØ┤ņØīļČĆņŚÉ ļīĆĒĢ£ Ļ▓Ćņ”ØņŗżĒŚśņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚśņØĆ 3ĒÜī ļ░śļ│ĄĒĢśņśĆņ£╝ļ®░, ļ╣äļō£ ĒśĢņāüņØś ņĖĪņĀĢĻ░ÆņØä Table 7ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. DE=1.79mm, WU ļ░Å WLņØĆ Ļ░üĻ░ü 5.31mm ļ░Å 3.43mmņØ┤ņŚłņ£╝ļ®░, WS=0.43mmņØ┤ņŚłļŗż. ņśłņĖĪņśżņ░©ļŖö DE=3.17%, WU= 1.30%, WL=5.71%, HU=5.00% ļ░Å HS=10.00%ņØ┤ņŚłļŗż.
5. Ļ▓░ ļĪĀ
ļæÉĻ╗ś 2.0mmņØś A6061ĒĢ®ĻĖłņØś ļ¦×ļīĆĻĖ░ TIGņÜ®ņĀæņŚÉņä£ ņÜ®ņĀæļ╣äļō£ĒśĢņāüņŚÉ ļīĆĒĢ£ ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼Ļ▓░Ļ│╝ļŖö ļŗżņØīĻ│╝ Ļ░Öļŗż.
1) ĻĖ░ņ┤łņŗżĒŚśņØä ĒåĄĒĢ┤ ļ╣äļō£ ĒśĢņāüņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śļŖö ņŻ╝ņÜöņØĖņ×ÉļĪ£ņä£ ņÜ®ņĀæņĀäļźśņÖĆ ņØ┤ņåĪņåŹļÅäļź╝ ņäĀņĀĢĒĢśņśĆņ£╝ļ®░, ĻĘĖ ļ▓öņ£äļŖö Ļ░üĻ░ü 110~130A ļ░Å 5~7mm/sņØ┤ņŚłļŗż.
2) CCDļ▓ĢņØś ļ░śņØæĒæ£ļ®┤ļ▓Ģņ£╝ļĪ£ ņłśĒĢÖņĀü ĒÜīĻĘĆ ļ¬©ļŹĖņØä ņāØņä▒ ĒĢśņśĆņ£╝ļ®░, ņāØņä▒ļÉ£ 2ņ░© ĒÜīĻĘĆ ļ¬©ļŹĖņŚÉ ļīĆĒĢ┤ F-test ļ░Å P-valueļź╝ ĒåĄĒĢ┤ Ļ▓Ćņ”ØĒĢśņśĆļŗż.
3) ņłśĒĢÖņĀü ĒÜīĻĘĆļ¬©ļŹĖņØä ĒåĄĒĢ┤ ņÜ®ņ×ģ Ļ╣ŖņØ┤ņÖĆ ļ╣äļō£ ĒÅŁņŚÉņä£ Ļ░üĻ░üņØś ņ×ģļĀźļ│ĆņłśņŚÉ ļīĆĒĢ£ ņŻ╝ĒÜ©Ļ│╝ ļ░Å ĻĄÉĒśĖņ×æņÜ®ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņÖäņĀäņÜ®ņ×ģņŚÉ ļö░ļźĖ ņÜ®ņ×ģ Ļ╣ŖņØ┤ ņĀ£ĒĢ£ņŚÉ ņØśĒĢśņŚ¼ Ļ│╝ņ×ģņŚ┤ ņĪ░Ļ▒┤ņŚÉņä£ļŖö ņ¢ĖļŹö ĒĢä ļ░Å ļ╣äļō£ ņ│Éņ¦ÉņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ ņ£ĀĒÜ© ņÜ®ņ×ģ Ļ╣ŖņØ┤Ļ░Ć ņśżĒ׳ļĀż Ļ░ÉņåīĒĢśņśĆļŗż.
4) ĒÜīĻĘĆļ¬©ļŹĖĻ│╝ ĒśĖĻ░ÉļÅä ĒĢ©ņłśļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ļ░śņØæĒæ£ļ®┤ļÅäļĪ£ļČĆĒä░ ļÅäņČ£ļÉ£ ņĄ£ņĀüņØś ņÜ®ņĀæļČĆļŖö DE=1.80mm, WU=5.40mm, WL=3.30mm ļ░Å HS=0.40mmņØ┤ņŚłņ£╝ļ®░, ĻĘĖ ņĪ░Ļ▒┤ņØĆ ņÜ®ņĀæņĀäļźś 115A ļ░Å ņØ┤ņåĪņåŹļÅä 5.7mm/s ņØ┤ņŚłļŗż.
5) Ļ▓Ćņ”Ø ņŗżĒŚśņ£╝ļĪ£ļČĆĒä░ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ļÅäņČ£ĒĢ£ ĒÜīĻĘĆ ļ¬©ļŹĖņØś ņśłņĖĪņĀĢĒÖĢļÅäļŖö WUĻ░Ć ņĄ£ļīĆ(98.7%)ņØ┤ņŚłņ£╝ļ®░, HSĻ░Ć ņĄ£ņåī(90%)ņØ┤ņŚłļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



