


1. ņä£ ļĪĀ
ņĢäĒü¼ ņÜ®ņĀæĻ│ĄņĀĢņŚÉņä£ ņāØņé░ņä▒Ļ│╝ ņÜ®ņ░®ļ¤ēņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ ļ░®ļ▓Ģņ£╝ļĪ£ ĒĢśļéśļĪ£ 2Ļ░£ ņØ┤ņāüņØś ņÖĆņØ┤ņ¢┤ļź╝ ņØ┤ņÜ®ĒĢśļŖö ĒāäļÄĆ(tandem) ņÜ®ņĀæĻ│ĄņĀĢņØ┤ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŗż1-5). ņØ┤ļ¤¼ĒĢ£ ĒāäļÄĆ ņĢäĒü¼ņÜ®ņĀæņŚÉņä£ ļæÉ Ļ░£ņØś ņĀäĻĘ╣ņØ┤ ņØĖņĀæĒĢśņŚ¼ ņĢäĒü¼ļź╝ ļ░£ņāØņŗ£ĒéżĻĖ░ ļĢīļ¼ĖņŚÉ ņĢäĒü¼ Ļ░äņäŁņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉśņ¢┤ ņÜ®ņĀæņä▒ņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż. ņäĀĒ¢ēņŚ░ĻĄ¼ņŚÉņä£ ĒāäļÄĆ Ļ░ĆņŖżļ®öĒāł ņĢäĒü¼ņÜ®ņĀæ(GMAW)ļź╝ ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░ ņĀĢņĀäņĢĢ DCņÜ®ņĀæņĀäņøÉņØä ļÅÖĻĖ░ĒÖöņŚåņØ┤ 2ļīĆ ņĀüņÜ®ĒĢśĻ▒░ļéś DC ĒÄäņŖżņÜ®ņĀæņĀäņøÉņØä ļÅÖĻĖ░ĒÖöĒĢśņŚ¼ ņĀüņÜ®ĒĢśņśĆļŗż6-8). ļ╣äļÅÖĻĖ░ĒśĢ ņÜ®ņĀæņĀäņøÉņØś Ļ▓ĮņÜ░ ņĢäĒü¼ Ļ░äņäŁņŚÉ ņØśĒĢ┤ ņÜ®ņĀæņĪ░Ļ▒┤ņØś ņäĀņĀĢņØ┤ ņ¢┤ļĀĄĻ│Ā, ļÅÖĻĖ░ĒśĢ ĒÄäņŖżņÜ®ņĀæņĀäņøÉņØś Ļ▓ĮņÜ░ ņŗ£ņŖżĒģ£ Ļ░ĆĻ▓®ņØ┤ Ļ│ĀĻ░ĆļØ╝ļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż.
AC ĒÄäņŖżņÜ®ņĀæļŖö ņĀĢĻĘ╣ņä▒ ĻĄ¼Ļ░äņŚÉņä£ ņÖĆņØ┤ņ¢┤ ņÜ®ņ£ĄņåŹļÅäĻ░Ć ļŹö ļ╣Āļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ ĻĖ░ņĪ┤ DC ĒÄäņŖżņÜ®ņĀæņŚÉ ļ╣äĒĢ┤ Ļ░ÖņØĆ ņĀäļźśņŚÉņä£ ļŹö ļ¦ÄņØĆ ņÜ®ņ░®ļ¤ēņØä ļŗ¼ņä▒ĒĢĀ ņłś ņ׳ļŗż9,10). ņä£ļĖīļ©Ėņ¦Ćļō£ņĢäĒü¼ņÜ®ņĀæņŚÉņä£ļŖö DCņÜ®ņĀæņĀäņøÉĻ│╝ AC ņÜ®ņĀæņĀäņøÉņØä ĒāäļÄĆņ£╝ļĪ£ ņØ┤ņÜ®ĒĢśļŖö ļ░®ņŗØņØ┤ ņØ╝ļ░śņĀüņØ┤ļéś11), ņĢäņ¦ü GMAWņŚÉņä£ļŖö AC ĒÄäņŖżņÜ®ņĀæņØä ņØ┤ņÜ®ĒĢ£ ĒāäļÄĆņŗ£ņŖżĒģ£ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦Ćņ¦Ć ņĢŖņĢśļŗż.
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀĢņĀäņĢĢ DCņÜ®ņĀæņĀäņøÉĻ│╝ AC ĒÄäņŖżņÜ®ņĀæņĀäņøÉņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĒāäļÄĆ GMAWļź╝ ĻĄ¼ņä▒ĒĢśĻ│Ā Ļ│ĄņĀĢĒŖ╣ņä▒ņØä ļČäņäØĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ņŗżĒŚśņןņ╣ś ļ░Å ļ░®ļ▓Ģ
ļ│Ė ņŗżĒŚśņØä ņ£äĒĢ┤ ņé¼ņÜ®ļÉ£ ļ¬©ņ×¼ļŖö 12 mm ļæÉĻ╗śņØś ņŚ░Ļ░ĢņØä ņé¼ņÜ®ņśĆĻ│Ā, ņÜ®ņĀæņÖĆņØ┤ņ¢┤ļŖö 1.2 mm ņ¦üĻ▓ĮņØś ņåöļ”¼ļō£ņÖĆņØ┤ņ¢┤(AWS A5.18 ER70S-3)ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ņäĀĒ¢ē ņÜ®ņĀæņĀäņøÉņØĆ DC ĒÄäņŖżņÜ®ņĀæņĀäņøÉņØĖ OTC Welbee P500LņØä ņĀĢņĀäņĢĢļ¬©ļō£ļĪ£ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ĒøäĒ¢ē ņÜ®ņĀæņĀäņøÉņØĆ OTC DW300ņØä AC ĒÄäņŖżļ¬©ļō£ļĪ£ ņé¼ņÜ®ĒĢśņśĆļŗż. ļ│┤ĒśĖĻ░ĆņŖżļŖö ņäĀĒ¢ēņÜ®ņĀæņØś Ļ▓ĮņÜ░ Ar 80%-CO2 20% Ēś╝ĒĢ®Ļ░ĆņŖżļź╝ 25 L/minņ£╝ļĪ£ Ļ│ĄĻĖēĒĢśņśĆņ£╝ļ®░, ĒøäĒ¢ēņÜ®ņĀæņØś Ļ▓ĮņÜ░ Ar 90%-CO2 10% Ēś╝ĒĢ®Ļ░ĆņŖżļź╝ 25 L/minņ£╝ļĪ£ Ļ│ĄĻĖēĒĢśņśĆļŗż.
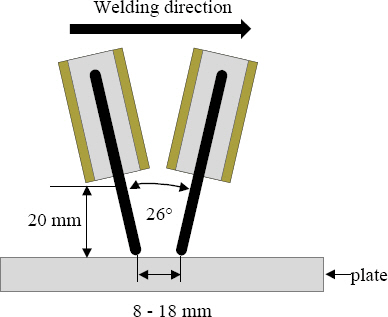
ņÜ®ņĀæņä▒ņØĆ ļ╣äļō£(Bead-On-Plate) ņÜ®ņĀæņØä ĒåĄĒĢ┤ ĒÅēĻ░ĆĒĢśņśĆņ£╝ļ®░, ĒåĀņ╣śņØś ĻĄ¼ņä▒ņØĆ Fig. 1Ļ│╝ Ļ░Öļŗż. ņäĀĒ¢ēĻ│╝ ĒøäĒ¢ēĒåĀņ╣śļŖö ņłśņ¦üņŚÉ ļīĆĒĢ┤ Ļ░üĻ░ü 13┬░ņØś Ļ░üļÅäļź╝ Ļ░Ćņ¦ĆĻ│Ā Ļ│ĀņĀĢļÉśņŚłļŗż. ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼ļŖö 8 - 18 mmļĪ£ Ļ░Ćļ│ĆĒĢśņśĆņ£╝ļ®░, ņäĀĒ¢ēĒåĀņ╣śņÖĆ ĒøäĒ¢ēĒåĀņ╣śņØś ņĀäļźśļŖö Ļ░üĻ░ü 100 - 350 A, 100 - 330 AļĪ£ Ļ░Ćļ│ĆĒĢśņśĆļŗż. ņäĀĒ¢ēĒåĀņ╣śņØś Ļ▓ĮņÜ░ ņĀĢņĀäņĢĢ DCņÜ®ņĀæļź╝ ņłśĒ¢ēĒĢśņśĆļŖöļŹ░ Ļ░ü ņĀäļźśņŚÉ ļīĆĒĢ┤ ņÜ®ņĀæņĀäņøÉņŚÉņä£ ņĀ£ņĢłĒĢ£ ņĀäņĢĢĻ░ÆņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ĻĘĖ ļ▓öņ£äļŖö 26 - 29 VņØ┤ļŗż. ĒøäĒ¢ē ĒåĀņ╣śņØś Ļ▓ĮņÜ░ ĒÅēĻĘĀ ņĀäļźśņŚÉ ļö░ļØ╝ ENļ╣ä 30%ņŚÉ ņÜ®ņĀæņĀäņøÉļé┤ņŚÉ ņäżņĀĢļÉ£ AC ĒÄäņŖż ņŗ£ļäłņ¦üņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņŗżĒŚśļ│ĆņłśļŖö Table 1ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż.
Table┬Ā1
Welding parameters used in the experiments
ņ£äņØś ņŗżĒŚśņĪ░Ļ▒┤ņ£╝ļĪ£ ņĢäĒü¼ Ļ░äņäŁ, ņÜ®ņĀü ņØ┤Ē¢ēĻ│╝ ņÜ®ņ£ĄĒÆĆ Ļ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ FASTCAMņé¼ņØś Mini UX50ņØś ņ┤łĻ│ĀņåŹ ņ╣┤ļ®öļØ╝ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņ┤łļŗ╣ 5000ĒöäļĀłņ×äņ£╝ļĪ£ Ļ│ĀņåŹņ┤¼ņśüņØä ĒĢśņśĆļŗż. ņÜ®ņĀæņĀäļźś, ņĀäņĢĢĒīīĒśĢņØĆ 50 kHzļĪ£ ņāśĒöīļ¦üĒĢśņŚ¼ 15ņ┤łĻ░ä ņĖĪņĀĢņØä ĒĢśņśĆļŗż. ņÜ®ņĀæ Ēøä ņåīņ×¼ņŚÉ ļČĆņ░®ļÉ£ ņŖżĒī©Ēä░ļ¤ēĻ│╝ ļ╣äļō£ ņÖĖĻ┤ĆņØä ņ£ĪņĢłņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼ņŚÉ ļö░ļźĖ ņśüĒ¢ź
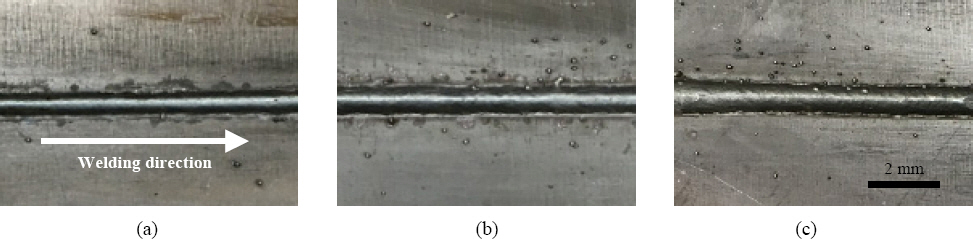
ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼ņŚÉ ļö░ļźĖ ņĢäĒü¼ Ļ░äņäŁ ĒśäņāüĻ│╝ ņØ┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņäĀĒ¢ē ņĀäļźśņÖĆ ĒøäĒ¢ēņĀäļźśļź╝ ļ¬©ļæÉ 250 A ļĪ£ Ļ│ĀņĀĢņØä ĒĢśĻ│Ā ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼ļź╝ 8 - 18 mmļĪ£ Ļ░Ćļ│ĆĒĢśļ®┤ņä£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć 8 mmņØ╝ ļĢīļŖö ņĢäĒü¼ Ļ░äņäŁņ£╝ļĪ£ ņØĖĒĢ┤ ņŗ£ĒÄĖ Ēæ£ļ®┤ņŚÉ Ļ░Ćņן ļ¦ÄņØĆ ņŖżĒī©Ēä░Ļ░Ć ļČĆņ░®ļÉśņŚłņ£╝ļ®░, ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć 18 mmņØ╝ Ļ▓ĮņÜ░ ļČłĻĘĀņØ╝ĒĢ£ ļ╣äļō£Ļ░Ć ĒśĢņä▒ļÉ©ņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. Ēæ£ļ®┤ ļČĆņ░® ņŖżĒī©Ēä░ ļ░Å ļ╣äļō£ĒśĢņāüņØś ņĢłņĀĢņä▒ Ļ┤ĆņĀÉņŚÉņä£ļŖö ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć 12 mmņØĖ Ļ▓ĮņÜ░Ļ░Ć Ļ░Ćņן ņóŗņØĆ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼ņŚÉ ļö░ļźĖ ņĢäĒü¼ ļ░Å ņÜ®ņ£ĄĒÆĆņØś Ļ▒░ļÅÖņØĆ Fig. 3Ļ│╝ Ļ░Öļŗż. ĒøäĒ¢ē ACņÜ®ņĀæņŚÉņä£ ņŚŁĻĘ╣ņä▒ņØä Ļ░Ćņ¦ł Ļ▓ĮņÜ░ ņäĀĒ¢ē DC ņĢäĒü¼ņÖĆ ņØĖļĀźņØ┤ ņ×æņÜ®ĒĢ£ļŗż. Fig. 3aņØś ŌæĀņŚÉņä£ Ļ░Ćņן ļåÆņØĆ ņŚŁĻĘ╣ņä▒ ņĀäļźśļź╝ Ļ░Ćņ¦Ćļ»ĆļĪ£ ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć 8 mm ņØ╝ ļĢīņŚÉļŖö ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ ļČäļ”¼ļÉ£ ņÜ®ņĀüņØ┤ ĒøäĒ¢ē ņĀäĻĘ╣ņ¬Įņ£╝ļĪ£ ļéĀļ”¼ļ®┤ņä£ ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØ┤ Ļ┤Ćņ░░ļÉ£ļŗż. ĒøäĒ¢ē ACņÜ®ņĀæņŚÉņä£ Ōæó, ŌæŻņÖĆ Ļ░ÖņØ┤ ņĀĢĻĘ╣ņä▒ņØä Ļ░Ćņ¦ĆļŖö Ļ▓ĮņÜ░ņŚÉļŖö ņ▓ÖļĀźņØ┤ ļ░£ņāØĒĢśĻ│Ā ņŚŁĻĘ╣ņä▒ņŚÉ ļ╣äĒĢ┤ ņĀäļźśĻ░ÆņØ┤ ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ ņĢäĒü¼ņØś Ē£©ņØĆ Ēü¼ņ¦Ć ņĢŖļŗż. Ļ│ĀņåŹņ┤¼ņśü Ļ▓░Ļ│╝ņŚÉņä£ļÅä ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć ĻĖĖņ¢┤ņ¦Ćļ®┤ ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ ļČäļ”¼ļÉ£ ņÜ®ņĀüņØ┤ ļéĀļ”╝ņØ┤ ņżäņ¢┤ļō£ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć 18 mmņØĖ Ļ▓ĮņÜ░ņŚÉļŖö ĒĢśļéśņØś ņÜ®ņ£ĄĒÆĆņØä ĒśĢņä▒ĒĢśĻĖ░ļŖö ĒĢśļéś ņäĀĒ¢ēņĢäĒü¼ņÖĆ ĒøäĒ¢ēņĢäĒü¼ ņé¼ņØ┤ņŚÉ ņÜ®ņ£ĄĒÆĆņØ┤ ņĢĢļĀźņ£╝ļĪ£ ļåÆņĢäņ¦ĆļŖö ņāüņØ┤ Ļ┤Ćņ░░ļÉśĻ│Ā Fig. 2dņÖĆ Ļ░ÖņØĆ ļČłĻĘĀņØ╝ĒĢ£ ļ╣äļō£ ĒśĢņä▒ņØś ņøÉņØĖņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņÖĆņØ┤ņ¢┤ Ļ░ä Ļ▒░ļ”¼Ļ░Ć 18mm ņØ┤ņāüļČĆĒä░ļŖö Fig. 2dņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæļ╣äļō£Ļ░Ć ļČłĻĘ£ņ╣ÖĒĢ£ ĒÅŁņØ┤ ļ░£ņāØĒĢśļŖö Ļ▓āņØä ļ│╝ ņłś ņ׳ļŗż. ņÜ®ņ£ĄĒÆĆņØś ļåÆņØ┤Ļ░Ć ļåÆņĢäņ¦ł Ļ▓ĮņÜ░ ņÜ®ņ£Ą ĒÆĆĻ│╝ ĒøäĒ¢ē ņÖĆņØ┤ņ¢┤ņÖĆ ņł£Ļ░äņĀüņØĖ ļŗ©ļØĮņØä ņØ╝ņ£╝Ēé¼ ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ļŖö UeyamaņØś ņŚ░ĻĄ¼ņÖĆ ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļ│┤ņØĖļŗż6).
Fig.┬Ā2
Comparison of bead appearance according to the inter-wire distances. (a) 8 mm; (b) 12 mm; (c) 15 mm; (d) 18 mm. Specimens were fabricated under 250 A leading current, 250 A trailing current, and welding speed of 1.6 m/min
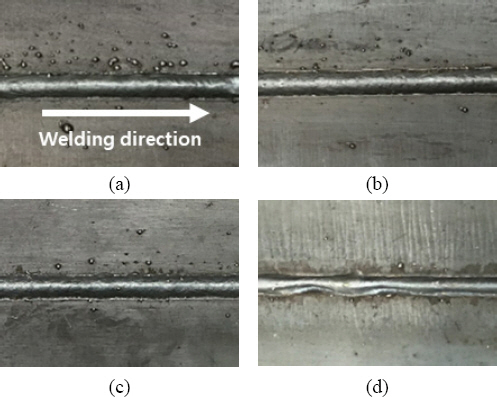
Fig.┬Ā3
Arc interference and droplet phenomena with various inter-wire distances, (a) images of high speed camera and (b) an AC pulse waveform including measured points of high speed camera images (inter-wire distance of 12 mm)
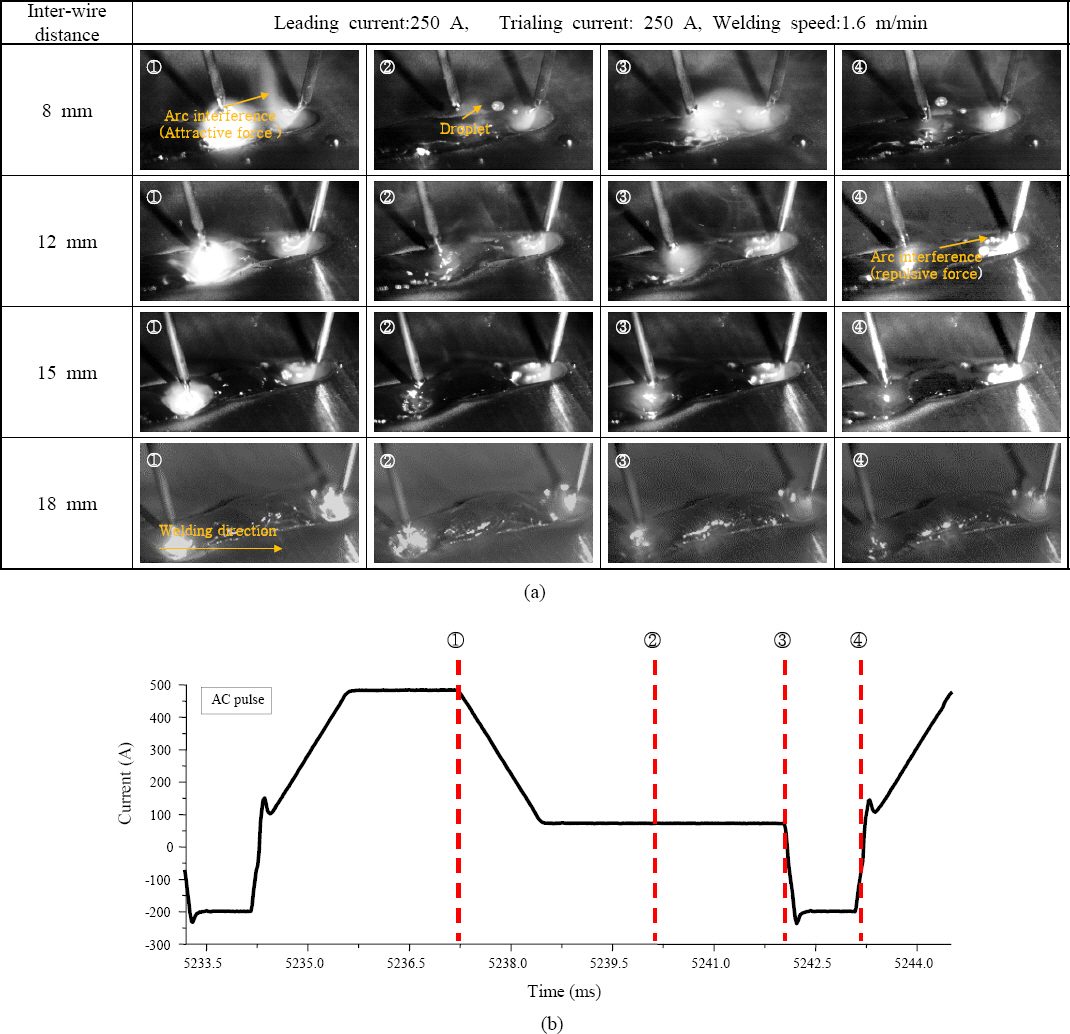
Fig. 3ņŚÉņä£ ņäĀĒ¢ē ņÖĆņØ┤ņ¢┤ņØś ņÜ®ņĀüņØ┤Ē¢ēĻ▒░ļÅÖņØä ļ│┤ļ®┤ ĒöäļĪ£ņĀØĒŗ░ļō£ ņØ┤Ē¢ēĻ│╝ ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņØ┤ ļ░£ņāØĒĢśņśĆļŖöļŹ░ ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć Ļ░ĆĻ╣īņÜĖ Ļ▓ĮņÜ░ņŚÉļŖö ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņØ┤ Ļ┤Ćņ░░ļÉśĻ│Ā, ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć ļ®Ć Ļ▓ĮņÜ░ņŚÉļŖö ĒöäļĪ£ņĀØĒŗ░ļō£ ņØ┤Ē¢ēņØ┤ Ļ┤Ćņ░░ļÉ£ļŗż. ņØ┤ļŖö ĒøäĒ¢ē ņĢäĒü¼ļĪ£ļČĆĒä░ ņ×ģņŚ┤ņØ┤ ņäĀĒ¢ē ņÖĆņØ┤ņ¢┤ņŚÉ ņśüĒ¢źņØä ņŻ╝ņ¢┤ ņØ┤Ē¢ē ļ¬©ļō£Ļ░Ć ļ░öļĆīļŖö Ļ▓āņ£╝ļĪ£ ļ│┤ņØ┤ļŖöļŹ░ ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņØś Ļ▓ĮņÜ░ņŚÉļŖö ņĢäĒü¼ Ļ░äņäŁņŚÉ ņØśĒĢ┤ ņÖĆņØ┤ņ¢┤ ļüØļŗ©ņŚÉ ļ¦żļŗ¼ļ”░ ņÜ®ņĀüņØ┤ ņśüĒ¢źņØä ļŹö ļ¦ÄņØ┤ ļ░øņĢä ņŖżĒī©Ēä░ ļ░£ņāØņØś ņøÉņØĖņØ┤ ļÉ£ļŗż.
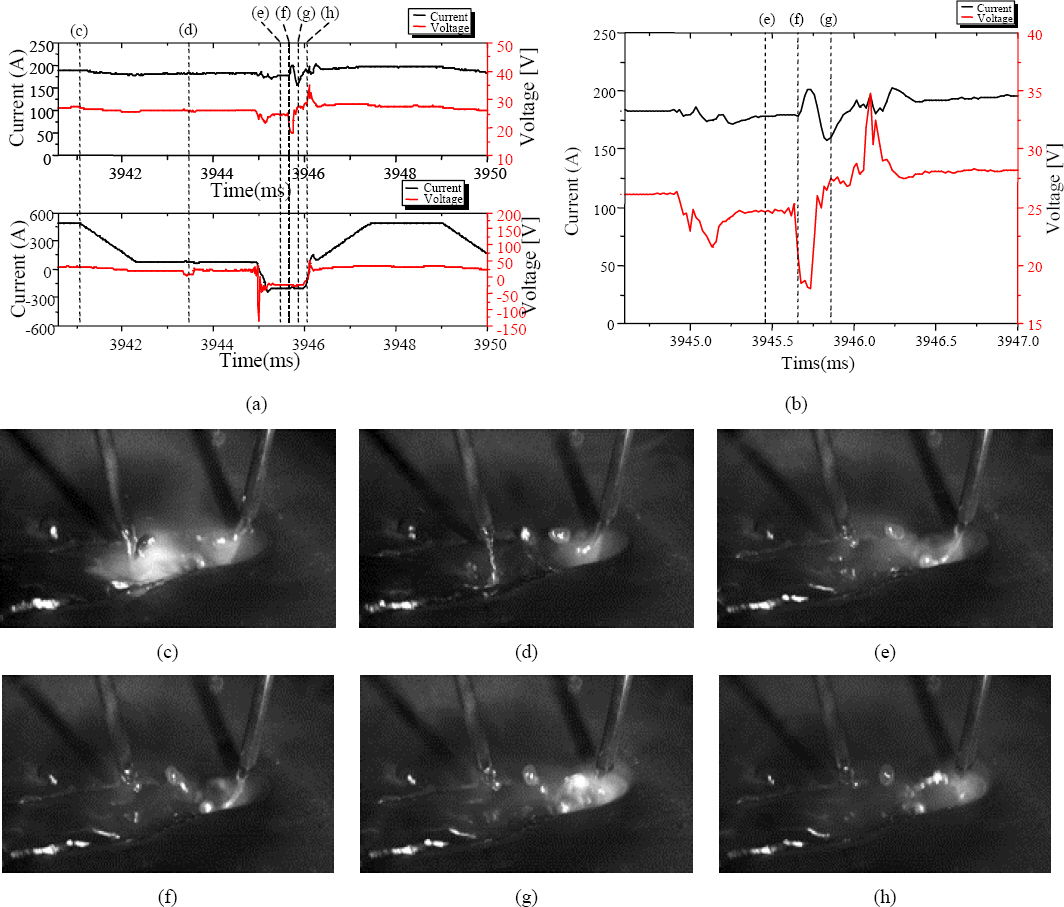
ļ│Ė ņŗżĒŚśņŚÉņä£ ņŖżĒī©Ēä░ ļ░£ņāØņŚÉļŖö 2Ļ░Ćņ¦Ć ļ¬©ļō£Ļ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. ņ▓½ ļ▓łņ¦ĖļĪ£ Fig. 4c, 4dļź╝ ļ│┤Ļ▓ī ļÉśļ®┤ ĒøäĒ¢ē ņÖĆņØ┤ņ¢┤ņØś ņĀäļźśĻ░Ć ņŚŁĻĘ╣ņä▒ņØ╝ ļĢī ņäĀĒ¢ē ņÖĆņØ┤ņ¢┤ņØś ņĀäļźśņÖĆ Ļ░ÖņØĆ ĻĘ╣ņä▒ņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņä£ļĪ£ ņØĖļĀźņØ┤ ņ×æņÜ®ĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ņØĖļĀźņŚÉ ņØĖĒĢ┤ ņäĀĒ¢ē ņÖĆņØ┤ņ¢┤ņØś ņÜ®ņĀüņØ┤ ņÜ®ņ£Ą ĒÆĆļĪ£ ņØ┤Ē¢ēļÉśņ¦Ć ņĢŖĻ│Ā ĒøäĒ¢ē ņĢäĒü¼ ņ¬Įņ£╝ļĪ£ ĒÄĖĒ¢źļÉśļ®┤ņä£ ņÜ®ņĀüņØś ļéĀļ”╝ņØ┤ ļ░£ņāØĒĢ£ļŗż. ĒøäĒ¢ē ņĢäĒü¼Ļ░Ć ņŚŁĻĘ╣ņä▒ņŚÉņä£ ņĀĢĻĘ╣ņä▒ņ£╝ļĪ£ ļ│ĆĒĢśĻ▓ī ļÉśļ®┤ ĒøäĒ¢ēņĢäĒü¼ ļ░®Ē¢źņØä Ē¢źĒĢśļŹś ņäĀĒ¢ē ņĢäĒü¼ņÖĆ ņÜ®ņĀüņØĆ Fig. 4eņÖĆ Ļ░ÖņØ┤ ļŗżņŗ£ ņĢäļל ļ░®Ē¢źņØä Ē¢źĒĢśĻ▓ī ļÉśĻ│Ā ņØ┤ ļĢī Fig. 4fņŚÉņä£ ļ│┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņĢäĒü¼Ļ░Ć ņĢĮĒĢ┤ņ¦Ćļ®┤ņä£ ņÖĆņØ┤ņ¢┤ ļüØļŗ©ņŚÉ ļ¦żļŗ¼ļ”░ ņÜ®ņĀüĻ│╝ ņÜ®ņ£ĄĒÆĆņØ┤ ņł£Ļ░äņĀüņ£╝ļĪ£ ņĀæņ┤ēļÉśņ¢┤ ļŗ©ļØĮ ļ░Å ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśĻ▓ī ļÉ£ļŗż(Fig. 4gņÖĆ 4h). ņŖżĒī©Ēä░ ļ░£ņāØ ņĀäņŚÉ ņäĀĒ¢ē ņĀäĻĘ╣ņØś ņĀäņĢĢņØ┤ ņł£Ļ░äņĀüņ£╝ļĪ£ ļé«ņĢäņ¦Ćļ®░ ļŗ©ļØĮļÉśņ¢┤ ņĀäļźśĻ░Ć ņāüņŖ╣ĒĢ©ņØĆ Fig. 4aņÖĆ 4bņØś ņĀäļźś/ņĀäņĢĢ ĒīīĒśĢņŚÉņä£ļÅä ļ│╝ ņłś ņ׳ļŗż.
Fig.┬Ā4
Measured current-voltage waveform and high-speed camera images during the constant voltage DC-AC pulse tandem GMA welding. (a) current and voltage waveforms during one cycle, (b) high magnification of leading arc waveforms, (c)-(h) high speed camera images with respect to time (inter-wire distance 8 mm)
3.2 ņäĀĒ¢ē ņĀäļźśņØś ņśüĒ¢ź
ņäĀĒ¢ēņÖĆņØ┤ņ¢┤ņØś ņĀäļźśņŚÉ ļö░ļźĖ ņÜ®ņĀæĒŖ╣ņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ ņäĀĒ¢ē ņĀäļźśĻ░ÆņØä 250 - 350 AļĪ£ Ļ░Ćļ│ĆĒĢśņśĆļŗż. ĒøäĒ¢ē ņĀäļźśļŖö ņäĀĒ¢ē ņĀäļźśĻ░ÆņØś 31 - 50% ņØ╝ ļĢī ņĢłņĀĢņĀü ņÜ®ņĀæņØ┤ Ļ░ĆļŖźĒĢśļŗżĻ│Ā ņĢīļĀżņĀĖ ņ׳ļŖöļŹ░6), ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņäĀĒ¢ēņĀäļźśĻ░ÆņØś 40%ļĪ£ ņäżņĀĢĒĢśņŚ¼ 100 - 140 AļĪ£ Ļ░Ćļ│ĆĒĢśņśĆļŗż. Fig. 5ļŖö ņäĀĒ¢ēņĀäļźśņŚÉ ļö░ļźĖ ļ╣äļō£ ņÖĖĻ┤ĆņØĖļŹ░ ņäĀĒ¢ē ņĀäļźśĻ░Ć ļåÆņØäņłśļĪØ ņŖżĒī©Ēä░Ļ░Ć ļ¦ÄņØ┤ ļ░£ņāØĒĢśņŚ¼ ņŗ£ĒÄĖņØś Ēæ£ļ®┤ņŚÉ ļČĆņ░®ļÉ©ņØ┤ ĒÖĢņØĖļÉ£ļŗż. ņØ┤ļŖö ņĢäĒü¼ Ļ░äņäŁĻ│╝ ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ņØś ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēļ¬©ļō£Ļ░Ć ņŻ╝ļÉ£ ņøÉņØĖņØ┤ļŗż.
Fig.┬Ā5
Comparison of bead appearance according to the leading current: (a) 350 A, (b) 300 A, (c) 250 A. Specimens were fabricated under inter-wire distance of 12 mm and welding speed of 1.6 m/min
ļ│Ė ņŗżĒŚśņŚÉņä£ļŖö ņäĀĒ¢ēņĀäļźśĻ░Ć ļåÆņØä Ļ▓ĮņÜ░ ĒøäĒ¢ēņĀäļźśļÅä Ļ░ÖņØ┤ ļåÆĻ▓ī ņäżņĀĢņØ┤ ļÉśĻ│Ā Fig. 6ņØś Ļ│ĀņåŹņ┤¼ņśüĻ▓░Ļ│╝ņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖö Ļ▓āņ▓śļ¤╝ ņĢäĒü¼Ļ░äņØś ņĀäņ×ÉĻĖ░ļĀźņØ┤ ņ╗żņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņĢäĒü¼ņØś Ļ░äņäŁņØ┤ ņŗ¼ĒĢśļŗż. ļśÉĒĢ£ ņĀäļźśĻ░Ć ļåÆņØä Ļ▓ĮņÜ░ ņÜ®ņĀüņØś ņØ┤Ē¢ēņØ┤ ĒöäļĪ£ņĀØĒŗ░ļō£ ņØ┤Ē¢ēņŚÉņä£ ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņ£╝ļĪ£ ņĀäĒÖśļÉśļ»ĆļĪ£ ņŖżĒī©Ēä░ ļ░£ņāØļ¤ē ņ”ØĻ░ĆņØś ņøÉņØĖņØ┤ ļÉ£ļŗż.
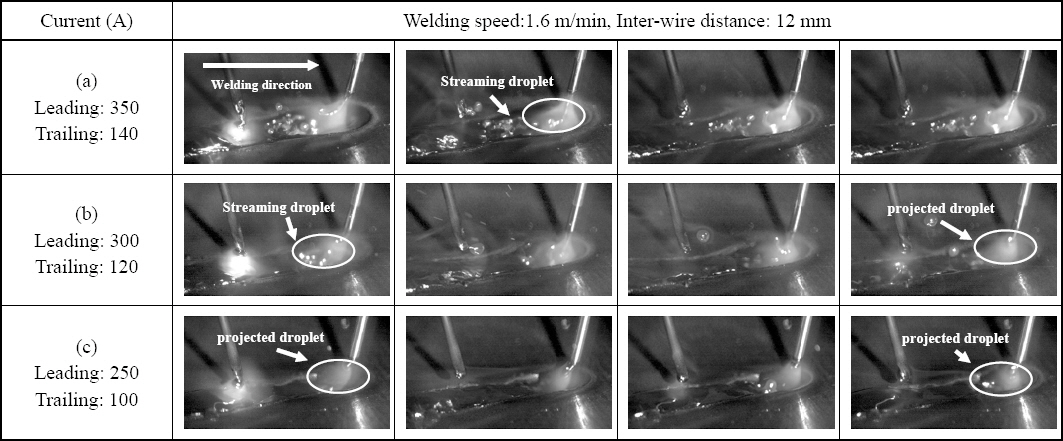
ņäĀĒ¢ēņĀäļźśĻ░Ć 350 AņØ╝ Ļ▓ĮņÜ░(Fig. 6a)ņŚÉļŖö ņŻ╝ļĪ£ ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņØ┤ Ļ┤Ćņ░░ļÉśņ¦Ćļ¦ī ņäĀĒ¢ēņĀäļźśĻ░Ć 300 AņØ╝ Ļ▓ĮņÜ░(Fig. 6b)ņŚÉļŖö ņŖżĒŖĖļ”¼ļ░ŹĻ│╝ ĒöäļĪ£ņĀØĒŖĖ ņØ┤Ē¢ēņØ┤ ĻĄÉņ░©ĒĢśņŚ¼ ļ░£ņāØĒĢ£ļŗż. ņäĀĒ¢ēņĀäļźśĻ░Ć 250 AņØĖ Ļ▓ĮņÜ░ņŚÉļŖö ĒöäļĪ£ņĀØĒŖĖ ņØ┤Ē¢ēņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░, ņĢäĒü¼ Ļ░äņäŁņØ┤ Ļ░Ćņן ņ×æĻĖ░ ļĢīļ¼ĖņŚÉ ņŖżĒī©Ēä░Ļ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ņ×æĻ▓ī ļ░£ņāØĒĢ£ļŗż.
3.3 ĒøäĒ¢ē ņĀäļźśņØś ņśüĒ¢ź
ņäĀĒ¢ē ņĀäļźśļź╝ 250 AļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā ĒøäĒ¢ē ņĀäļźśļź╝ 100 - 300 AļĪ£ Ļ░Ćļ│ĆĒĢśļ®┤ņä£ ņÜ®ņĀæņØä ņłśĒ¢ēĒĢśĻ│Ā ĒøäĒ¢ēņĀäļźśņØś ņśüĒ¢źņØä Ļ▓ĆĒåĀĒĢśņśĆļŗż. Fig. 7ņØś ļ╣äļō£ ņÖĖĻ┤ĆņŚÉņä£ ņĀäļźśĻ░Ć Ļ░Ćņן ļé«ņØĆ 100 AņØ╝ ļĢī ņŖżĒī©Ēä░Ļ░Ć Ļ░Ćņן ņĀüĻ▓ī ļČĆĒāüļÉśņ¢┤ ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż. ņĢ× ņĀłņŚÉņä£ņÖĆ ņ£Āņé¼ĒĢśĻ▓ī ĒøäĒ¢ē ņĀäļźśĻ░Ć ļé«ņØä Ļ▓ĮņÜ░ ņĀäņ×ÉĻĖ░ļĀźņØ┤ ņ×æņĢä ņĢäĒü¼ Ļ░äņäŁņØ┤ ņĀüĻ▓ī ļ░£ņāØĒĢśĻ│Ā ĒøäĒ¢ēņĀäļźśĻ░ÆņŚÉ ļö░ļØ╝ ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ņØś ņÜ®ņĀüņØ┤Ē¢ēļ¬©ļō£Ļ░Ć ļ░öļĆīĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
Fig.┬Ā7
Comparison of bead appearance according to the trailing current: (a) 100 A; (b) 200 A; (c) 300 A. Specimens were fabricated under inter-wire distance of 12 mm and welding speed of 1.6 m/min

Fig. 8ņØś Ļ│ĀņåŹņ┤¼ņśü Ļ▓░Ļ│╝ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ ĒøäĒ¢ē ņĀäļźśĻ░Ć 100 AņØ╝ ļĢīļŖö ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ ĒöäļĪ£ņĀØĒŗ░ļō£ ņØ┤Ē¢ēņØ┤ Ļ┤Ćņ░░ļÉśļ®░, 200 AņŚÉņä£ļŖö ĒöäļĪ£ņĀØĒŗ░ļō£ņÖĆ ņŖżĒŖĖļ”¼ļ░ŹņØ┤ ļ▓łĻ░łņĢä Ļ┤Ćņ░░ļÉ£ļŗż. ļśÉĒĢ£ 300 AņØś Ļ▓ĮņÜ░ņŚÉļŖö ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņØ┤ ņŻ╝ļĪ£ Ļ┤Ćņ░░ļÉśļŖö ļŹ░, ņ”ē ĒøäĒ¢ē ņĀäļźśņŚÉ ņØśĒĢ£ ņ×ģņŚ┤ņØ┤ ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ņØś ņÜ®ņĀüņØ┤Ē¢ēņŚÉ ņśüĒ¢źņØä ņŻ╝Ļ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ļ│Ė ņŗżĒŚśņŚÉņä£ļÅä ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņØ┤ ļ░£ņāØĒĢśļŖö Ļ▓ĮņÜ░ņŚÉļŖö ņŖżĒī©Ēä░Ļ░Ć ļ¦ÄņØ┤ ļ░£ņāØĒĢśļŖö Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
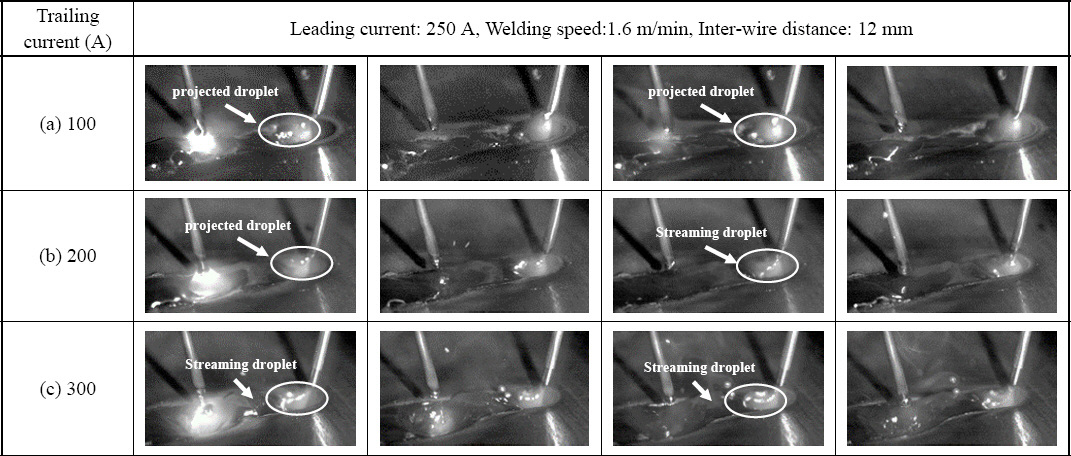
ĒøäĒ¢ē ņĀäļźśĻ░Ć 300 AņØĖ Ļ▓ĮņÜ░ņŚÉļŖö ņÜ®ņ£Ąļ¤ēņØ┤ ļ¦ÄņĢäņä£ ņÜ®ņ£ĄĒÆĆ ņżæņĢÖļČĆĻ░Ć ļåÆņĢäņ¦ĆļŖö ĒśäņāüņØ┤ ļ░£Ļ▓¼ļÉśĻ│Ā ļåÆņØĆ ņÜ®ņ£ĄĒÆĆņØś ļåÆņØ┤ļŖö ņł£Ļ░ä ļŗ©ļØĮņØä ņēĮĻ▓ī ļ░£ņāØņŗ£Ēéżļ»ĆļĪ£ ņŖżĒī©Ēä░ ļ░£ņāØņØś ļŗżļźĖ ņøÉņØĖņØ┤ ļÉśĻĖ░ļÅä ĒĢ£ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀĢņĀäņĢĢ ļ¬©ļō£ DCņÜ®ņĀæĻ│╝ AC ĒÄäņŖżņÜ®ņĀæņØä ļ╣äļÅÖĻĖ░ ĒāäļÄĆĒÖöĒĢśņŚ¼ GMAņÜ®ņĀæņØä ņłśĒ¢ēĒĢśĻ│Ā ņŖżĒī©Ēä░ ļ░£ņāØĻ▒░ļÅÖņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż. ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼, ņäĀĒ¢ēņĀäļźś, ĒøäĒ¢ēņĀäļźśļź╝ Ļ░Ćļ│ĆĒĢśļ®┤ņä£ ĒśäņāüņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) ņŖżĒī©Ēä░ļŖö ņŻ╝ļĪ£ ņäĀĒ¢ē ņÖĆņØ┤ņ¢┤ņØś ņÜ®ņĀüņØ┤ ņÜ®ņ£ĄĒÆĆļĪ£ ņØ┤Ē¢ēļÉśņ¦Ć ļ¬╗ĒĢśļ®┤ņä£ ļ░£ņāØĒĢ£ļŗż. ņĢäĒü¼ Ļ░äņäŁņ£╝ļĪ£ ņØĖĒĢ┤ ĒøäĒ¢ē ņĢäĒü¼ļ░®Ē¢źņ£╝ļĪ£ ļéĀļ”╝ņØ┤ ļ░£ņāØĒĢśĻ▒░ļéś ņł£Ļ░äņĀü ļŗ©ļØĮņ£╝ļĪ£ ņØĖĒĢ£ ļéĀļ”╝ņØ┤ ņŻ╝ļÉ£ ņŖżĒī©Ēä░ ļ░£ņāØ ļ®öņ╗żļŗłņ”śņØ┤ņŚłļŗż.
2) ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć 8 mmņÖĆ Ļ░ÖņØ┤ ņ¦¦ņØä Ļ▓ĮņÜ░ ņĢäĒü¼ Ļ░äņäŁņØ┤ ņŗ¼ĒĢśņŚ¼ ņŖżĒī©Ēä░Ļ░Ć ļ¦ÄņØ┤ ļ░£ņāØĒĢ£ļŗż. ļ│Ė ņŗżĒŚśņØś ļ▓öņ£äņŚÉņä£ ņÖĆņØ┤ņ¢┤Ļ░ä Ļ▒░ļ”¼Ļ░Ć 12 - 15 mmņØ╝ ļĢī ņŖżĒī©Ēä░Ļ░Ć ļ╣äĻĄÉņĀü ņĀüĻ▓ī ļ░£ņāØĒĢśņśĆņ£╝ļ®░, 18 mm ņØ╝ Ļ▓ĮņÜ░ņŚÉļŖö ļČłĻĘĀņØ╝ĒĢ£ ļ╣äļō£Ļ░Ć ĒśĢņä▒ļÉ£ļŗż.
3) ņäĀĒ¢ē ņĀäļźśņÖĆ ĒøäĒ¢ēņĀäļźśĻ░ÆņØ┤ Ēü░ Ļ▓ĮņÜ░ ņĢäĒü¼Ļ░äņØś Ļ░äņäŁņØ┤ ņ╗żņ¦ĆĻ│Ā, ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ņØś ņÜ®ņĀüņØ┤Ē¢ēņØ┤ ĒöäļĪ£ņĀØĒŗ░ļō£ ņØ┤Ē¢ēņŚÉņä£ ņŖżĒŖĖļ”¼ļ░Ź ņØ┤Ē¢ēņ£╝ļĪ£ ļ│ĆĒĢśļ®┤ņä£ ņŖżĒī©Ēä░ ļ░£ņāØņØ┤ ņ”ØĻ░ĆĒĢ£ļŗż. ĒøäĒ¢ē ņĀäļźśĻ░ÆņØä ļåÆņØ┤ļŖö Ļ▓ĮņÜ░ņŚÉļÅä ņ×ģņŚ┤ļĪ£ ņØĖĒĢśņŚ¼ ņäĀĒ¢ē ņĀäĻĘ╣ņŚÉņä£ņØś ņÜ®ņĀüņØ┤Ē¢ēņŚÉ ņśüĒ¢źņØä ņżīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



