


1. ņä£ ļĪĀ
ņ×ÉļÅÖņ░©ņØś ĒöäļĀłņ×ä(Frame)Ļ│╝ Ļ░ÖņØĆ ĻĄ¼ņĪ░ļ¼╝ņØś Ļ▓ĮņÜ░ ņŚ¼ļ¤¼ ņĀæĒĢ®ļ░®ļ▓ĢņŚÉ ņØśĒĢśņŚ¼ ĻĄ¼ņĪ░ļ¼╝ņØä ņāØņé░ĒĢśņ¦Ćļ¦ī Ļ░ĆĻ▓®Ļ│╝ ņŗ£Ļ░äņØś ņןņĀÉ ļĢīļ¼ĖņŚÉ ļīĆļČĆļČä ņÜ®ņĀæņŚÉ ņØśĒĢ£ ņĀæĒĢ®ņ£╝ļĪ£ ņĀ£ĒÆłņØä ņāØņé░ĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæņŚÉ ņØśĒĢ£ ņĀæĒĢ®ņØĆ ņןņĀÉļÅä ņ׳ļŖö ļ░śļ®┤ņŚÉ ņÜ®ņĀæņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢśļŖö ļåÆņØĆ ņŚ┤ņŚÉ ņØśĒĢśņŚ¼ ĒöäļĀłņ×äņØ┤ ļ│ĆĒśĢ ļÉśļ®░ ļåÆņØĆ ņ×öļźśņØæļĀźņØ┤ ļ░£ņāØĒĢśĻ▓ī ļÉśļŖö ļŗ©ņĀÉļÅä ņÜ®ņĀæ ņżæņŚÉ ļ░£ņāØĒĢśļŖö ņ×öļźśņØæļĀźņØś Ļ▓ĮņÜ░, ņ░©ļ¤ēņØś ļé┤ĻĄ¼ņä▒ņØä ļé«ņČöĻ▓ī ļÉśļŖö ļČĆņĀĢņĀüņØĖ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗż. ļśÉĒĢ£ ņÜ®ņĀæ ņŗ£ņŚÉ ļ░£ņāØĒĢśļŖö ņŚ┤ņŚÉ ņØśĒĢ£ ĒöäļĀłņ×äņØś ļ│ĆĒśĢņØĆ ņĪ░ļ”ĮĻ│Ąņ░©ļź╝ ļäśņ¢┤ņä£ļŖö ļ│ĆĒśĢņØä ņ┤łļלĒĢśņŚ¼ ņóģņóģ ņ░©ņ▓┤ņÖĆ ĒöäļĀłņ×äņØś ņĪ░ļ”ĮņŚÉ ļ¼ĖņĀ£ļź╝ ļ░£ņāØņŗ£Ēé©ļŗż1). ļö░ļØ╝ņä£ ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ļōżņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ļ│ĆĒśĢ ļ░Å ņ×öļźśņØæļĀźņØä ņĄ£ņåīĒÖöĒĢśĻĖ░ ņ£äĒĢ£ ļ░®ļ▓Ģņ£╝ļĪ£ ņÜ®ņĀæ ņł£ņä£ļź╝ ļ│ĆĻ▓ĮĒĢśĻ▒░ļéś ņÜ®ņĀæ Ļ│ĄņĀĢ ņØ┤Ēøä ņČöĻ░ĆņĀüņØĖ ņ▓śļ”¼ļź╝ ņØ┤ņÜ®ĒĢśĻĖ░ļÅä ĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ņÜ®ņĀæ Ļ│ĄņĀĢ ņØ┤ĒøäņŚÉ ņČöĻ░ĆņĀüņØĖ Ļ│ĄņĀĢņØä ĒĢśļŖö Ļ▓āņØĆ ņśłņé░ ļ░Å ņĀäņ▓┤ Ļ│ĄņĀĢ ņŗ£Ļ░äņØś ņ”ØĻ░Ćļź╝ ņ┤łļלĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņāØņé░ņŚÉļŖö ņĀüĒĢ®ĒĢśņ¦Ć ņĢŖļŗż.
ņĄ£ĻĘ╝ ņ×ÉļÅÖņ░© ļČäņĢ╝ņŚÉņä£ļŖö ĒöäļĀłņ×äĻ│╝ Ļ░ÖņØĆ ņ×ÉļÅÖņ░© ļČĆĒÆłņŚÉ ņ׳ņ¢┤ņä£ ņÜ®ņĀæņŚÉ ņØśĒĢ£ ļ│ĆĒśĢĻ│╝ ņ×öļźśņØæļĀźņØ┤ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢśņŚ¼ ĒÖ£ļ░£Ē׳ ņŚ░ĻĄ¼ļÉśņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż.
2011ļģä Transactions of KSAE1)ņØś ļģ╝ļ¼ĖņŚÉņä£ļŖö ĒöäļĀłņ×äņŚÉ ļīĆĒĢśņŚ¼ ņŗżĒŚś ļ░Å ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ ņÜ®ņĀæ ļ│ĆĒśĢĻ│╝ ņ×öļźśņØæļĀźņØś ņśüĒ¢źņØä Ļ│Āņ░░ĒĢśņśĆļŗż. ļśÉĒĢ£ 2005ļģä KSAE05-F02616)ņØś ļģ╝ļ¼ĖņŚÉņä£ļŖö Lower Control ArmņŚÉ ļīĆĒĢśņŚ¼ ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢśļŖö ņ×öļźśņØæļĀźņØ┤ ļé┤ĻĄ¼ņłśļ¬ģņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢśņŚ¼ Ļ│Āņ░░ĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī ļæÉ ļģ╝ļ¼Ė ļ¬©ļæÉ ņÜ®ņĀæ ļ│ĆĒśĢĻ│╝ ņ×öļźśņØæļĀźņØä ņĄ£ņåīļĪ£ ĒĢśļŖö ļ░®ņĢłņŚÉ ļīĆĒĢ┤ņä£ļŖö ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņ¦Ć ņĢŖņĢśļŗż.
ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ CTBA Trailing ArmņŚÉ ņ׳ņ¢┤ ņÜ®ņĀæņŚÉ ņØśĒĢ£ ļ│ĆĒśĢĻ│╝ ņ×öļźśņØæļĀźņŚÉ ļīĆĒĢ┤ Ļ│Āņ░░ĒĢśĻ│Ā ņÜ®ņĀæ Ļ│ĄņĀĢņØś ļ│ĆĒÖöņŚÉ ļīĆĒĢ£ ļ│ĆņłśĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ ņÜ®ņĀæ ļ│ĆĒśĢĻ│╝ ņ×öļźśņØæļĀźņØä ņĄ£ņåīļĪ£ ĒĢśļŖö ņĄ£ņĀüņØś ņÜ®ņĀæ Ļ│ĄņĀĢņØä ļÅäņČ£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØ
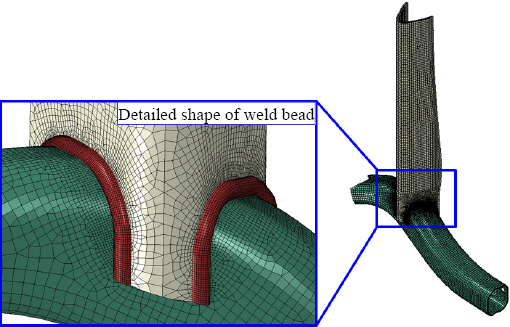
ņŗżņĀ£ ļ¬©ļŹĖņŚÉ ļīĆĒĢ£ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśĻĖ░ ņØ┤ņĀäņŚÉ Fig. 1Ļ│╝ Ļ░ÖņØĆ ņŗ£ĒÄĖ ĒśĢņāüņŚÉ ļīĆĒĢśņŚ¼ ņÜ░ņäĀņĀüņ£╝ļĪ£ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņÜöņåīļŖö 3ņ░©ņøÉ ņåöļ”¼ļō£ ņÜöņåī(C3D8)ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņĀłņĀÉņłśļŖö 18520Ļ░£, ņÜöņåīņłśļź╝ 23165Ļ░£ļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż. ĒĢ┤ņäØņØĆ ņāüņÜ® ņåīĒöäĒŖĖņø©ņ¢┤ņØĖ Abaqusļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ņŗ£ ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢĻ│╝ ņ×öļźśņØæļĀźņØä ļČäņäØĒĢśņśĆļŗż.

ņś©ļÅäĒĢ┤ņäØņØś Ļ▓ĮņÜ░ ņŚ┤ņĀäļÅä ĻĖ░ļ░ś ņś©ļÅäĒĢ┤ņäØņØä ņłśĒ¢ē ĒĢśņśĆņ£╝ļ®░, ĒĢ┤ņäØ ņŗ£ ņé¼ņÜ®ĒĢ£ ļ¼╝ņä▒ņØĆ ņØ╝ļ░ś ĻĄ¼ņĪ░ņÜ® Ļ░ĢņØś ņś©ļÅäņŚÉ ļö░ļźĖ ņĪ░Ļ▒┤ņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņÜ®ņĀæ ņŗ£ņŚÉ ņÜ®ņ£ĄļČĆņØś Ēü¼ĻĖ░ņÖĆ ļÅÖļō▒ĒĢ£ Ēü¼ĻĖ░ņØś ļ╣äļō£Ļ░Ć ņĢĪņāüņäĀ ļ│┤ļŗż ļåÆņØĆ 1900ļÅäļĪ£ ņ£Ąņ░®ļÉśļ®░ ņÜ®ņĀæļČĆ ņØ┤ņÖĖ Ēæ£ļ®┤ņØĆ 20┬░CļĪ£ ņ×ÉņŚ░ļīĆļźś ĒĢ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆļŗż. ņ£Ąņ░®Ēøä ņ×ģņŚ┤ņØĆ Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖņĢśņ£╝ļ®░, ļ╣äļō£Ļ░Ć ņśüņŚŁļ│äļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ ņł£ņ░©ņĀüņ£╝ļĪ£ ņ£Ąņ░®ļÉ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆļŗż. ņŚ┤ņØæļĀź ĒĢ┤ņäØņØĆ Isotropic Ļ▓ĮĒÖö Ļ▒░ļÅÖņØä Ļ│ĀļĀżĒĢ£ Sequen-tially Coupled ņŚ┤-ņØæļĀź ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆņ£╝ļ®░ Ēāäņä▒-Bilinear ņåīņä▒ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
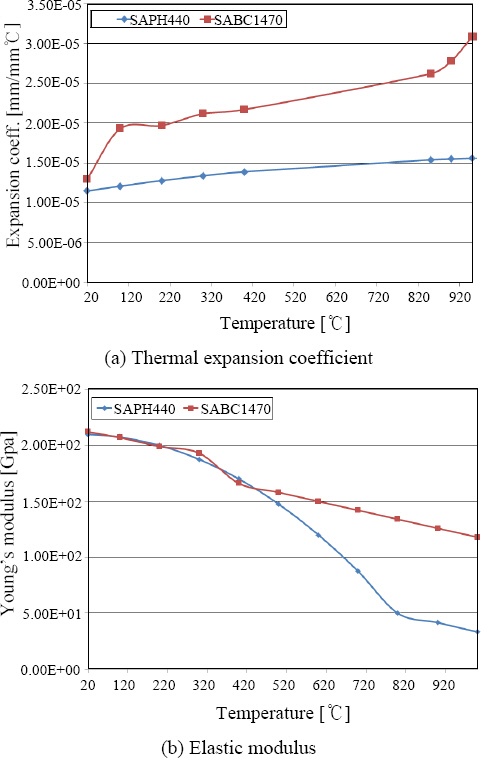
ņŚ┤ņØæļĀź ĒĢ┤ņäØņŚÉ ņØ┤ņÜ®ĒĢ£ ņ×¼ļŻī ļ¼╝ņä▒ņ╣śļŖö Fig. 2ņÖĆ Ļ░ÖņØ┤ ņś©ļÅäņŚÉ ļö░ļØ╝ ļ│ĆĒÖöĒĢśļŖö Ļ░Æņ£╝ļĪ£ ņĀüņÜ®ĒĢśņśĆļŗż2-5).
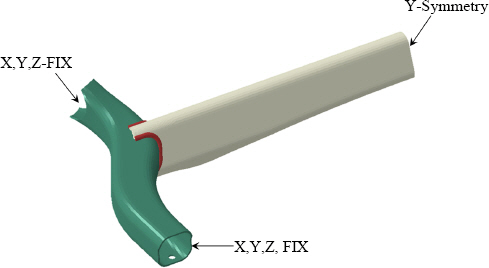
ņŗ£ĒÄĖ ļ¬©ļŹĖņŚÉ ļīĆĒĢ£ ĒĢ┤ņäØ ņØ┤ĒøäņŚÉ ĒĢ┤ļŗ╣ ņŗ£ĒÄĖņØś ņ£ĀĒĢ£ņÜöņåī ĒĢ┤Ļ▓░ Ļ▓░Ļ│╝ņÖĆ ņŗżņĀ£ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ£ ņŗżĒŚś ņĖĪņĀĢĻ░ÆņØś ļ╣äĻĄÉļź╝ ĒåĄĒĢśņŚ¼ ĒĢ┤ļŗ╣ ĒĢ┤ņäØ ĻĖ░ļ▓ĢņØś ĒāĆļŗ╣ņä▒ņØä Ļ▓Ćņ”ØĒĢśņśĆļŗż. ĒĢ┤ļŗ╣ Ļ▓Ćņ”Ø ņØ┤ĒøäņŚÉ ņŗ£ĒÄĖĒśĢņāüņŚÉ ņĀüņÜ®ĒĢśņśĆļŹś Ļ▓āĻ│╝ ļÅÖņØ╝ĒĢ£ ĒĢ┤ņäØ ĻĖ░ļ▓ĢņØä ņĀüņÜ®ĒĢśņŚ¼ ņŗżņĀ£ļ¬©ļŹĖņŚÉ ļīĆĒĢ£ ĒĢ┤ņäØņØä ņČöĻ░ĆņĀüņ£╝ļĪ£ ņłśĒ¢ēĒĢśņśĆļŗż. ņŗżņĀ£ļ¬©ļŹĖņØś Ļ▓ĮņÜ░ļŖö Fig. 3ņÖĆ Ļ░ÖņØ┤ ņ£ĀĒĢ£ņÜöņåī ļ¬©ļŹĖņØä ĻĄ¼ņČĢĒĢśņśĆņ£╝ļ®░, Fig. 4ņÖĆ Ļ░ÖņØ┤ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØä ņäżņĀĢĒĢśņŚ¼ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
3. ĒĢ┤ņäØ Ļ▓░Ļ│╝ ļ░Å Ļ▓ĆĒåĀ
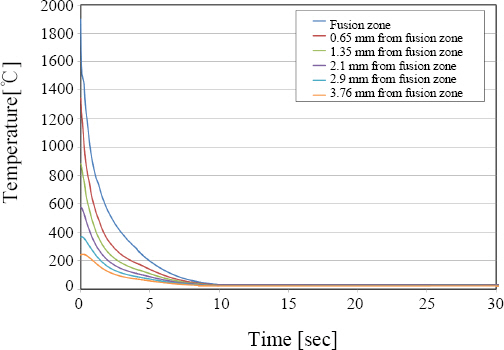
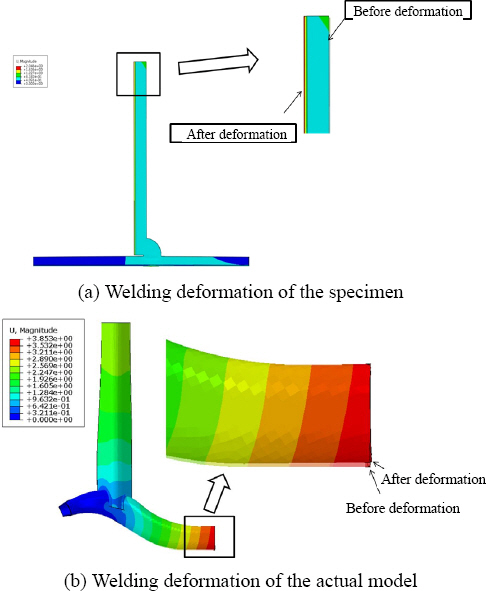
ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ ņ¢╗ņØĆ ņś©ļÅäļČäĒżļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŚ┤ņØæļĀź ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż, ņŗ£ĒÄĖĒśĢņāüņŚÉ ļīĆĒĢ£ ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņŚÉ ļīĆĒĢśņŚ¼ ņÜ®ņĀæ Ļ│ĄņĀĢĻ░ä ļīĆļźśņŚÉ ņØśĒĢ£ ņś©ļÅä ļ│ĆĒÖöļź╝ Fig. 5 ņŚÉ ļÅäņŗ£ĒĢśņśĆļŗż. ņÜ®ņ£ĄļČĆņŚÉņä£ ņ┤łĻĖ░ņŚÉ 1900┬░CņØś ļåÆņØĆ ņś©ļÅäĻĄ¼ļ░░ļź╝ ļ│┤ņØ┤Ļ│Ā ņ׳ņ£╝ļ®░, ņÜ®ņ£ĄļČĆņŚÉņä£ ļ®Ćņ¢┤ņ¦łņłśļĪØ ņś©ļÅäĻĄ¼ļ░░Ļ░Ć Ļ░ÉņåīĒĢśĻ│Ā ņ׳ļŗż. ņÜ®ņ£ĄņŚ┤ņØæļĀź ĒĢ┤ņäØ Ļ▓░Ļ│╝ Fig. 6ņÖĆ Ļ░ÖņØ┤ ņŗ£ĒÄĖĒśĢņāüĻ│╝ ņŗżņĀ£ ĒśĢņāüņŚÉ ļīĆĒĢśņŚ¼ Ļ░üĻ░ü ņÜ®ņĀæņŚÉ ņØśĒĢ£ ļ│ĆĒśĢņØ┤ ĻĘĖļ”╝Ļ│╝ Ļ░ÖņØ┤ ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņŗ£ĒÄĖ ĒśĢņāüņØś Ļ▓ĮņÜ░ Fig. 6 (a)ņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ļüØļŗ©ņŚÉņä£ 2.24ļÅäņØś ļ│ĆĒśĢņØä ņāØĻ╣ĆņØä ņĢī ņłś ņ׳ņŚłņ£╝ļ®░, ņŗżņĀ£ ĒśĢņāüņØś Ļ▓ĮņÜ░ļŖö Fig. 6 (b)ņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ 3.85mmņØś ļ│ĆĒśĢņØ┤ ņØ╝ņ¢┤ļé©ņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż. Table 1ņØś Ļ▓ĮņÜ░ļŖö ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ ļÅäņČ£ĒĢ£ ļ│ĆĒśĢĻ░üĻ│╝ ņŗżņĀ£ ņŗ£ĒÄĖņØś ļ│ĆĒśĢĻ░üĻ│╝ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. Table 1ņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņŗżņĀ£ņŗ£ĒÄĖņØś ļ│ĆĒśĢĻ░üĻ│╝ ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ ļÅäņČ£ĒĢ£ ļ│ĆĒśĢĻ░üņØś ņāüļīĆņ░©ņØ┤Ļ░Ć 12%ņØś ņāüļīĆņ░©ņØ┤ļź╝ ļ│┤ņØ┤ļ®░ ņŗżņĀ£ ļ│ĆĒśĢĻ░üĻ│╝ ņ£Āņé¼ĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.

Table┬Ā1
Comparison of measurement result and finite element analysis result for each deformation
| Deformation(degree) | Relative difference C=100├Ś(A-B)/B(%) | ||
|---|---|---|---|
| FE analysis (A) | Specimen (B) | ||
| #1 | 2.24 | 2.0 | 12 |
ļśÉĒĢ£, ņŗ£ĒÄĖ ĒśĢņāüĻ│╝ ņŗżņĀ£ ļ¬©ļŹĖņŚÉ ļīĆĒĢśņŚ¼ Fig. 8 ~ Fig. 9 ņÖĆ Ļ░ÖņØ┤ ņ×öļźśņØæļĀź ļČäĒżļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. Fig. 8 (a)ņØĆ ņŗ£ĒÄĖĒśĢņāüņŚÉ ļīĆĒĢśņŚ¼ weld toe lineņŚÉ ļö░ļźĖ ņ×öļźśņØæļĀź ļČäĒżļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. Fig. 8 (a)ņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ĻĖĖņØ┤ļ░®Ē¢ź ņ×öļźśņØæļĀźņØ┤ Ļ░Ćņן Ēü¼Ļ▓ī ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
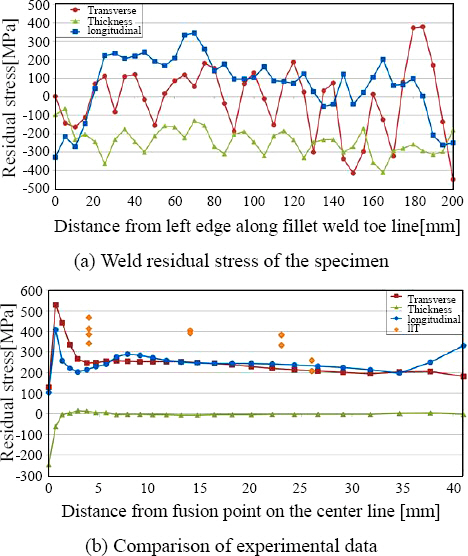
ĒĢ┤ļŗ╣ ņŗ£ĒÄĖņŚÉ ņĀüņÜ®ĒĢ£ ĒĢ┤ņäØ ĻĖ░ļ▓ĢņØś ĒāĆļŗ╣ņä▒ Ļ▓Ćņ”ØņØä ņ£äĒĢśņŚ¼ Fig. 7Ļ│╝ Ļ░ÖņØ┤ ņŗżņĀ£ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆņ£╝ļ®░, ņŗ£ĒÄĖ ņĀ£ņ×æ ņŗ£ņŚÉ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØĆ Table 2ņÖĆ Ļ░Öļŗż. Fig. 8 (b)ņÖĆ Ļ░ÖņØ┤ ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ ļÅäņČ£ĒĢ£ ĒīÉņ×¼(CTBA)ņØś ņżæņŗ¼ņäĀņØä ļö░ļź┤ļŖö ņ×öļźśņØæļĀź ļČäĒżņÖĆ ņŗżņĀ£ ņŗ£ĒÄĖņØś ņŗżĒŚśņĖĪņĀĢĻ░Æ(IIT)ņØä ļ╣äĻĄÉĒĢśņśĆļŗż. Fig. 8 (b)ņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņÜ®ņ£ĄņäĀņŚÉņä£ ļ®Ćņ¢┤ņ¦łņłśļĪØ ņ×öļźśņØæļĀźņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņ×äņØä ņĢī ņłś ņ׳ņŚłļŗż. ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØ Ļ▓░Ļ│╝ņÖĆ ņŗżĒŚśņĖĪņĀĢĻ░Æ(IIT)ņØ┤ ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļ│┤ņ×äņ£╝ļĪ£ņŹ© ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņĀüņÜ®ĒĢ£ ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØ ĻĖ░ņłĀņØ┤ ĒĢ®ļ”¼ņĀüņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż.
Table┬Ā2
Welding condition of specimen
| welding current [V] | welding voltage [A] | welding speed [cm/min] | |
|---|---|---|---|
| #1 | 231~234 | 17.1~17.4 | 50~60 |
ņŗ£ĒÄĖ ĒśĢņāüņŚÉ ņĀüņÜ®ĒĢ£ ĒĢ┤ņäØ ĻĖ░ļ▓ĢĻ│╝ ļÅÖņØ╝ĒĢ£ ĒĢ┤ņäØ ĻĖ░ļ▓ĢņØä ņŗżņĀ£ ļ¬©ļŹĖņŚÉ ņĀüņÜ®ĒĢśņŚ¼ ĒĢ┤ņäØĒĢ£ Ļ▓░Ļ│╝, Fig. 9Ļ│╝ Ļ░ÖņØ┤ ņŚ┤ņśüĒ¢źļČĆņŚÉņä£ 500 MPa ņØ┤ņāüņØś ņ×öļźśņØæļĀźņØ┤ ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
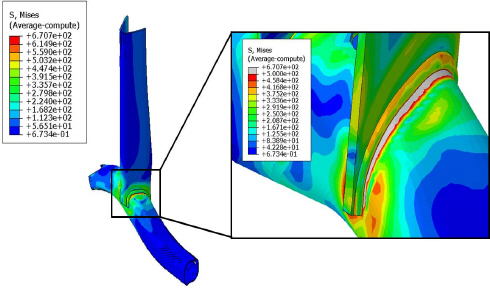
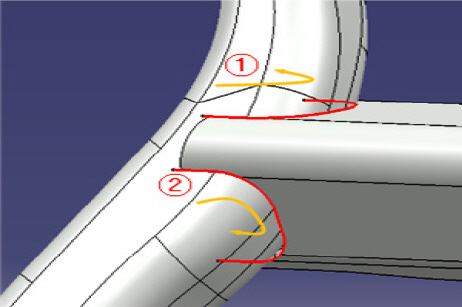
ņĄ£ņóģņĀüņ£╝ļĪ£ ņŗżņĀ£ ļ¬©ļŹĖ(CTBA Trailin Arm)ņØś ņ×öļźśņØæļĀźĻ│╝ ļ│ĆĒśĢņØä ņĄ£ņåīĒÖöĒĢśļŖö ņĄ£ņĀüņØś ņÜ®ņĀæ Ļ│ĄņĀĢņØä ļÅäņČ£ĒĢśĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ņł£ņä£ļ│ä ļ│ĆņłśĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ņŗżņĀ£ ļ¬©ļŹĖņŚÉ ņĀüņÜ®ĒĢ£ ņÜ®ņĀæ Ļ│ĄņĀĢņØĆ Fig. 10ņÖĆ Ļ░Öņ£╝ļ®░, ļ│ĆņłśĒĢ┤ņäØņŚÉ ņØ┤ņÜ®ĒĢ£ ņÜ®ņĀæ ņł£ņä£ ņĪ░Ļ▒┤ņØĆ Table 3ņÖĆ Ļ░Öļŗż. Table 4ņØĆ ņŗżņĀ£ ļ¬©ļŹĖņŚÉ ļīĆĒĢ£ ņÜ®ņĀæ ņł£ņä£ļ│ä ļ│ĆņłśĒĢ┤ņäØ Ļ▓░Ļ│╝ļź╝ ņĀ£ņŗ£ĒĢśĻ│Ā ņ׳ļŗż. Table 4ņŚÉņä£ ļ│┤ņØ┤ļŖö Ļ▓āĻ│╝ Ļ░ÖņØ┤ ņÜ®ņĀæ ņł£ņä£ņØś ļ│ĆĻ▓ĮņŚÉ ļö░ļØ╝ ņ×öļźśņØæļĀźņØĆ Ēü¼Ļ▓ī ļ│ĆĒÖöĻ░Ć ņŚåļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļ░śļ®┤ņŚÉ ņÜ®ņĀæ ļ│ĆĒśĢņØś Ļ▓ĮņÜ░ ņÜ®ņĀæ ņł£ņä£ņØś ļ│ĆĻ▓ĮņŚÉ ļö░ļØ╝ Ēü¼Ļ▓ī ņ░©ņØ┤Ļ░Ć ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż. ļö░ļØ╝ņä£ #1 ~ #4ņØś ņÜ®ņĀæ Ļ│ĄņĀĢ ņżæ #1 ņÜ®ņĀæ Ļ│ĄņĀĢņØ┤ ņÜ®ņĀæ ļ│ĆĒśĢņØä ņĄ£ņåīļĪ£ ļ░£ņāØĒĢśļŖö ņĀÉņØä ĒåĀļīĆļĪ£ #1(Overhead) Ļ│ĄņĀĢņØ┤ ņĄ£ņĀüņØś ņÜ®ņĀæĻ│ĄņĀĢņ×äņØä ļÅäņČ£ĒĢśņśĆļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ CTBA Trailing ArmņŚÉ ņ׳ņ¢┤ ņÜ®ņĀæņŚÉ ņØśĒĢ£ ņ×öļźśņØæļĀźņŚÉ ļīĆĒĢ┤ Ļ│Āņ░░ĒĢśĻ│Ā ņØ┤ļź╝ ĒåĄĒĢ┤ ņĄ£ņĀüņØś Ļ│ĄņĀĢņØä Ļ▓ĆĒåĀĒĢ£ Ļ▓░Ļ│╝ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņŚłļŗż.
1) ņŗ£ĒÄĖ ĒĢ┤ņäØ Ļ▓░Ļ│╝, ĒĢäļĀø ņÜ®ņĀæļČĆ ĻĘ╝ņ▓śņŚÉņä£ ļåÆņØĆ ņØæļĀźņØ┤ ļ░£ņāØĒĢśļ®░, ĻĖĖņØ┤ļ░®Ē¢ź ņ×öļźśņØæļĀźņØ┤ Ļ░Ćņן ļåÆĻ▓ī ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2) ĒīÉņ×¼(CTBA)ņØś ņżæņŗ¼ņäĀņØä ļö░ļź┤ļŖö ņ×öļźśņØæļĀź ļČäĒżņÖĆ ņŗżĒŚśĻ░Æ(IIT)ņØä ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝ ņÜ®ņ£ĄņäĀņŚÉņä£ ļ®Ćņ¢┤ņ¦łņłśļĪØ ņ×öļźśņØæļĀźņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) ĒĢ┤ņäØ Ļ▓░Ļ│╝ņÖĆ ņŗżĒŚśĻ░ÆņØ┤ ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļ│┤ņ×äņ£╝ļĪ£ņŹ© ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņĀüņÜ®ĒĢ£ ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØ ĻĖ░ņłĀņØ┤ ĒĢ®ļ”¼ņĀüņ×äņØä ĒÖĢņØĖĒĢśņśĆļŗż.
4) ņŗ£ĒÄĖ ĒĢ┤ņäØņØä ĒåĄĒĢśņŚ¼ Ļ▓Ćņ”ØĒĢ£ ĒĢ┤ņäØ ĻĖ░ņłĀņØä ņŗżņĀ£ ļ¬©ļŹĖņŚÉ ņĀüņÜ®ĒĢśņŚ¼ ĒĢ┤ņäØĒĢ£ Ļ▓░Ļ│╝, ņŚ┤ņśüĒ¢źļČĆņŚÉņä£ 500 MPa ņØ┤ņāüņØś ņ×öļźśņØæļĀźņØ┤ ļ░£ņāØĒĢ©ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
5) ņŗżņĀ£ ļ¬©ļŹĖ(CTBA Trailin Arm)ņØś ņ×öļźśņØæļĀźĻ│╝ ļ│ĆĒśĢņØä ņĄ£ņåīĒÖöĒĢśļŖö ņÜ®ņĀæ Ļ│ĄņĀĢņØä ļÅäņČ£ĒĢśĻĖ░ ņ£äĒĢ┤ ļ│ĆņłśĒĢ┤ņäØņØä ņłśĒ¢ēĒĢ£ Ļ▓░Ļ│╝, ņÜ®ņĀæ ņł£ņä£Ļ░Ć ņ×öļźśņØæļĀźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļ»Ėļ»ĖĒĢśļ®░, #1(Overhead) ņÜ®ņĀæ Ļ│ĄņĀĢņØ┤ ņÜ®ņĀæ ļ│ĆĒśĢņØä ņĄ£ņåīļĪ£ ĒĢśļŖö ņĄ£ņĀüņØś ņÜ®ņĀæĻ│ĄņĀĢņ×äņØä ļÅäņČ£ĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



