


1. ņä£ ņ¢Ė
ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ Ēśäļ»ĖĻ▓ĮņĪ░ņ¦üņØ┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņĪ░ņ¦ü ļśÉļŖö ņåīļ¤ēņØś ļŹĖĒāĆ ĒÄśļØ╝ņØ┤ĒŖĖļź╝ ĒĢ©ņ£ĀĒĢśļŖö ļ®┤ņŗ¼ņ×ģļ░®Ļ▓®ņ×ÉļĪ£ņä£ ņŚ░ņä▒Ļ│╝ ņØĖņä▒ņØ┤ ņóŗĻ│Ā ļé┤ņŗØņä▒, Ļ│Āņś©ĒŖ╣ņä▒, Ļ░ĆĻ│Ąņä▒ ļō▒ņØä ļ╣äļĪ»ĒĢśņŚ¼ Ļ░üņóģ ļ¼╝ļ”¼ņĀü, ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ ņÜ░ņłśĒĢśņŚ¼ Ļ│ĄĒĢÖ ļČäņĢ╝ ņĀäļ░śņŚÉ Ļ▒Ėņ│É ĒÅŁļäōĻ▓ī ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ļīĆĒæ£ņĀüņØĖ ĒĢ®ĻĖłĻ░ĢņØ┤ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ļ¦ÄņØĆ ņןņĀÉņØ┤ ņ׳ļŖö ņ×¼ļŻīņ×äņŚÉ ļČłĻĄ¼ĒĢśĻ│Ā ņØæļĀźļČĆņŗØĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØ┤ ļåÆļŗżļŖö ņĀÉ, ļ╣äĻ░ĢļÅäĻ░Ć ņāüļŗ╣Ē׳ ļé«ļŗżļŖö ņĀÉ, ņŚ┤ĒīĮņ░ĮĻ│äņłśĻ░Ć Ēü¼Ļ│Ā, ņŚ┤ņĀäļÅäļÅä ĒāäņåīĻ░ĢņŚÉ ļ╣äĒĢ┤ ļé«ļŗżļŖö ņĀÉ ļō▒ņØś ļ¼ĖņĀ£ņĀÉņŚÉ ņØśĒĢ┤ ņÜ®ņĀæĒĢśļ®┤ ņÜ®ņĀæļ│ĆĒśĢņØ┤ ņŗ¼ĒĢśĻ│Ā ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØ┤ Ēü¼ļŗżļŖö ņ╣śļ¬ģņĀüņØĖ ņĢĮņĀÉ1)ļÅä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŗż. ĒŖ╣Ē׳ ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░ņŚÉļŖö ņÜ®ņ£ĄņÜ®ņĀæĒĢśļ®┤ ņØæĻ│ĀĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØ┤ ņ╗żņä£ ņØæĻ│ĀĻĘĀņŚ┤ņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņåīļ¤ēņØś ļŹĖĒāĆ ĒÄśļØ╝ņØ┤ĒŖĖļź╝ ĒĢ©ņ£ĀĒĢśļÅäļĪØ ĒĢ©ĻĖłņäżĻ│äĒĢ£ Ļ░ĢņóģļÅä ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļŹĖĒāĆ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņĪ┤ņ×¼ĒĢśļ®┤ ņØæĻ│ĀĻĘĀņŚ┤ ļ░®ņ¦ĆņŚÉļŖö ĒÜ©Ļ│╝Ļ░Ć ņ׳ņ¦Ćļ¦ī ņŚ░ņä▒Ļ│╝ ņØĖņä▒ņØ┤ ņĀĆĒĢśĒĢśĻ│Ā ļé┤ņŗØņä▒ļÅä ļéśļ╣Āņ¦ĆļŖö ļ¼ĖņĀ£ļÅä ņĪ┤ņ×¼ĒĢ£ļŗż. ļö░ļØ╝ņä£ ņÜ®ņĀæļČĆņŚÉ ļŹĖĒāĆ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖö ņāüĒā£Ļ░Ć Ļ░Ćņן ļ░öļ×īņ¦üĒĢśņ¦Ćļ¦ī ņÜ®ņ£ĄņÜ®ņĀæņ£╝ļĪ£ļŖö ņØ┤ņÖĆ Ļ░ÖņØĆ ņāüĒā£Ļ░Ć ņ¢╗ņ¢┤ņ¦ĆĻĖ░ ņ¢┤ļĀĄļŗż. ĒŖ╣Ē׳ ASMEņØś ņĢĢļĀźņÜ®ĻĖ░ ņÜ®ņĀæ ņŗ£Ļ│Ą Ēæ£ņżĆņŚÉļŖö ņØæĻ│ĀĻĘĀņŚ┤ņØś ļ░£ņāØņØä ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÜ®ņĀæļČĆņŚÉ ļŹĖĒāĆ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć 5% ņØ┤ņāü ĒĢ©ņ£ĀļÉśļÅäļĪØ ĻĘ£ņĀĢĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØ┤ ļŹĖĒāĆ ĒÄśļØ╝ņØ┤ĒŖĖĻ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖö ņ×¼ļŻīļź╝ ņÜ®ņĀæĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņØæĻ│ĀĻ│╝ņĀĢņØ┤ ļÅÖļ░śļÉśņ¦Ć ņĢŖļŖö ĒÖĢņé░ņÜ®ņĀæņØ┤ ņóŗņØĆ ļīĆņĢłņØ┤ ļÉĀ ņłś ņ׳ļŗż. ĒŖ╣Ē׳ ņĄ£ĻĘ╝ņŚÉļŖö Ļ░üņóģ ņĀäņ×Éņé░ņŚģ ļČäņĢ╝ņŚÉņä£ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ĒÖĢņé░ņĀæĒĢ®ņØ┤ ņÜöĻĄ¼ļÉśĻ│Ā ņ׳Ļ│Ā,ĻĘĖ ņśłļĪ£ļŖö MLCC ļō▒ņØś ņĀ£ņĪ░ņŚÉ ĒĢäņłśņĀüņØĖ Ļ░üņóģ Ļ│ĄĻĄ¼ļéś ņ¦ĆĻĘĖ ļō▒ņØś Ļ▓ĮņÜ░ņŚÉļŖö ļ│ĆĒśĢņØä ĻĘ╣ņåīĒÖöĒĢśņŚ¼ņĢ╝ ĒĢĀ ļ┐É ņĢäļŗłļØ╝ ņéĮņ×ģņ×¼ļź╝ ņĀäĒśĆ ņé¼ņÜ®ĒĢśņ¦Ć ņĢŖĻ│Ā ņĀæĒĢ®ĒĢśņŚ¼ņĢ╝ ĒĢśļŖö ļ¦żņÜ░ ņĀĢļ░ĆĒĢ£ ļ¦łņŖżĒü¼ ļō▒ņØś ņĀæĒĢ®ļÅä ņÜöĻĄ¼ļÉśĻ│Ā ņ׳ļŗż. ļśÉ ņĀæĒĢ® ļ®┤ņĀü ļīĆļ╣ä ĻĖĖņØ┤Ļ░Ć ĻĖ┤ ļ┤ēņ×¼ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņĀæĒĢ®ņŗ£ņØś ņóīĻĄ┤ņØ┤ ļ¼ĖņĀ£ļÉśņ¢┤ ņĀæĒĢ®ņŗ£ņØś Ļ░ĆņĢĢļĀźņØä ņĄ£ņåīĒÖöĒĢśņŚ¼ņĢ╝ ĒĢśļŖö ļō▒ ņóģļלņÖĆļŖö ļŗżļźĖ ņé¼ņÜ® ĒÖśĻ▓ĮņŚÉ ņØśĒĢ┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ņĀæĒĢ®ņØä ļŗżļźĖ Ļ┤ĆņĀÉņŚÉņä£ Ļ│ĀļĀżĒĢśņŚ¼ņĢ╝ ĒĢśļŖö Ļ▓ĮņÜ░Ļ░Ć ļ¦ÄņØ┤ ņāØĻĖ░Ļ│Ā ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ┤ĆņĀÉņŚÉņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ĒÖĢņé░ņĀæĒĢ®ņŚÉ Ļ┤ĆļĀ©ļÉśļŖö Ļ░üņóģņØś ņĀæĒĢ® ņØĖņ×ÉņÖĆ ņĀæĒĢ® ĒŖ╣ņä▒Ļ│╝ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ ņĪ░ņé¼ĒĢśņŚ¼ ņĄ£ņĀüņØś ļ¼╝ņä▒Ļ│╝ ņĀæĒĢ®ĒŖ╣ņä▒ņØ┤ ņ¢╗ņ¢┤ņ¦ĆļŖö ĒÖĢņé░ ņĀæĒĢ® ņĪ░Ļ▒┤ņØś ņĀĢļ”ĮĻ│╝ Ļ░ĆļŖźĒĢ£ ĒĢ£ Ļ░ĆņĢĢļĀźņØä ņżäņŚ¼ņä£ ņĀæĒĢ®ĒĢĀ ņłś ņ׳ļÅäļĪØ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦Ģ ņĪ░Ļ▒┤ļÅä ņĀĢļ”ĮĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ┤ĆņĀÉņŚÉņä£ ņåīņ×¼ļĪ£ļŖö ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ļīĆĒæ£ņĀüņØĖ ņ×¼ļŻīņØĖ STS304ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼, ņ¦äĻ│Ą ņżæņŚÉņä£ņØś Ļ│ĀņāüĒÖĢņé░ ļ░Å ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦Ģ ņĀæĒĢ® ĒŖ╣ņä▒ņØä ņĪ░ņé¼ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢņŚÉļŖö Fe-B-SiĻ│äņØś ņéĮņ×ģņ×¼ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņĄ£ņåīĒĢ£ņØś Ļ░ĆņĢĢļĀźņ£╝ļĪ£ ņĀæĒĢ®ĒĢśĻĖ░ ņ£äĒĢ£ ņĪ░Ļ▒┤ņØä ņĀĢļ”ĮĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
ļśÉĒĢ£ ņĀæĒĢ® ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ Ēśäļ»ĖĻ▓ĮņĪ░ņ¦üĻ│╝ ņĀæĒĢ®ļČĆ ļ¼╝ņä▒Ļ│╝ņØś ņāüĻ┤ĆĻ┤ĆĻ│äļź╝ Ļ▓ĆĒåĀĒĢśĻ│Ā ņĀæĒĢ®ņŚÉ ļö░ļźĖ ņĪ░ņ¦üņØś ļ│ĆĒÖö ņ£Āļ¼┤ņÖĆ ĻĖ░Ļ│äņĀüņØĖ ĒŖ╣ņä▒ ņé¼ņØ┤ņØś Ļ┤ĆĻ│äļź╝ ņĪ░ņé¼ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
ņØ┤ņÖĆ Ļ░ÖņØĆ ņŚ░ĻĄ¼ļź╝ ĒåĄĒĢśņŚ¼ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ĒÖĢņé░ ņĀæĒĢ® ĒŖ╣ņä▒ņØä ĒīīņĢģĒĢ©ņ£╝ļĪ£ņŹ© ĒŖ╣Ē׳ ņĀĢļ░ĆņĀæĒĢ®ņØ┤ ņÜöĻĄ¼ļÉśļŖö ļČäņĢ╝ņŚÉņØś ņĀüņÜ®ņä▒ņØä ļåÆņØ╝ ļ┐Éļ¦ī ņĢäļŗłļØ╝ ņĀæĒĢ®ļČĆņØś ņŗĀļó░ņä▒ņØä ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ ĻĖ░ņ┤ł ņ×ÉļŻīļź╝ ĒÖĢļ”ĮĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņŗżĒŚśņ×¼ļŻī
ņŗżĒŚśņŚÉ ņé¼ņÜ®ĒĢ£ ĒÖĢņé░ņĀæĒĢ®ņÜ®ņØś ļ¬©ņ×¼ļŖö ņ¦üĻ▓Į 16mmņØś ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│äņØś AISI304 ļ┤ēņ×¼ļĪ£ ņØ┤ ļ┤ēņ×¼ļź╝ ņäĀļ░śĻ░ĆĻ│ĄĒĢśņŚ¼ ņ¦üĻ▓ĮņØä 15mmļĪ£ ĒĢ©Ļ│╝ ņĢäņÜĖļ¤¼ ņĀæĒĢ®ļ®┤Ļ│╝ ļ┤ēņ×¼ņØś ņČĢņØ┤ ņłśņ¦üņØ┤ ļÉśļÅäļĪØ ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņĀæĒĢ®ļ®┤ ļ░Å ĻĘĖ ļ░śļīĆļ®┤ņØä ņäĀļ░ś Ļ░ĆĻ│ĄĒĢ£ Ēøä ņĀæĒĢ®ĒĢĀ ļ®┤Ļ│╝ ļ░śļīĆņĖĪ ļ®┤ņØä ļ¬©ļæÉ ņŚ░ņéŁĻ░ĆĻ│ĄĒĢśņśĆļŗż. ĻĘĖ Ēøä ņé¼Ēż 400ļ▓ł(Ra 16) ļ░Å 1000(Ra 5.2) ļæÉ ņóģļźśļĪ£ Ēæ£ļ®┤ ņĪ░ļÅäļź╝ ņĪ░ņĀłĒĢśņśĆļŗż. ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢņÜ® ņéĮņ×ģņ×¼ļĪ£ļŖö Nilacoņé¼ņØś Fe-B Ļ│äņØś Fe-4B-3SiņØś ļæÉĻ╗ś 25 ļ¦łņØ┤Ēü¼ļĪ£ļ»ĖĒä░ņØś ņéĮņ×ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņĀæĒĢ®ņ×¼ņØś Ēæ£ļ®┤ ņĪ░ļÅäļŖö ņé¼Ēż 400ļ▓łņ£╝ļĪ£ ņŚ░ļ¦łĒĢśņŚ¼ Ēæ£ļ®┤ņĪ░ļÅäļź╝ ĒåĄņØ╝ĒĢśņŚ¼ ņĀæĒĢ®ĒĢśņśĆļŗż.
Table 1ņŚÉ ļ¬©ņ×¼ņØĖ STS304ņØś ĒÖöĒĢÖņä▒ļČäĻ│╝ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØä ļéśĒāĆļé┤ņŚłļŗż.
2.2 ņĀæĒĢ® ņĪ░Ļ▒┤
Ļ│ĀņāüĒÖĢņé░ņĀæĒĢ® ņĪ░Ļ▒┤ņØĆ ņ¦äĻ│ĄļÅä ņĢĮ 5├Ś10-5 TorrņØś ņĪ░Ļ▒┤ĒĢśņŚÉņä£ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØś ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ņś©ļÅäņØĖ 1050┬░Cļź╝ ņĀæĒĢ®ņś©ļÅäļĪ£ ĒĢśņśĆĻ│Ā, ņśłļ╣äņŗżĒŚśņØś Ļ▓░Ļ│╝ļź╝ ĒåĀļīĆļĪ£ Ļ░ĆņĢĢļĀźņØ┤ 10 MPa ņØ┤ĒĢśņØ╝ Ļ▓ĮņÜ░ņŚÉļŖö ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®ļźĀņŚÉ ņé░ĒżĻ░Ć ņ╗żņä£ ĻĘĖļŗżņ¦Ć ņØśļ»ĖĻ░Ć ņŚåļŗżĻ│Ā ĒīÉļŗ©ĒĢśņŚ¼ Ļ░ĆņĢĢļĀźņØĆ 9.8MPaļĪ£ ĒåĄņØ╝ĒĢśņśĆĻ│Ā, 1050┬░CņŚÉņä£ņØś ņ£Āņ¦Ćņŗ£Ļ░äņØä 10ļČä,20ļČä ļ░Å 30ļČäņ£╝ļĪ£ ļ│ĆĒÖöņŗ£ņ╝░ņ£╝ļ®░, ņĀæĒĢ®ĒøäņŚÉ ņä£ļāēĒĢśļ®┤ ĒāäĒÖöļ¼╝ņØ┤ ņäØņČ£ļÉĀ ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ2) ņØ┤ļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņĀæĒĢ®ĒøäņØś ļāēĻ░üņŗ£ņŚÉļŖö ņ¦äĻ│ĄļĪ£ņŚÉ 5 barļĪ£ ņ¦łņåīļź╝ ļČäņé¼ĒĢśņŚ¼ ĻĖēņåŹļāēĻ░üĒĢśņŚ¼ ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ņÖĆ ņ£Āņé¼ĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ļāēĻ░üĒĢśņśĆļŗż.
ļśÉĒĢ£ Ļ│ĀņāüĒÖĢņé░ņĀæĒĢ®ņŚÉ ļ»Ėņ╣śļŖö Ēæ£ļ®┤ ņāüĒā£ņØś ņśüĒ¢źņØä ņĪ░ņé¼ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņé¼Ēż 400ļ▓ł ļ░Å ņé¼Ēż 1000ļ▓łņ£╝ļĪ£ ņĀæĒĢ®ļ®┤ņØä ņŚ░ļ¦łĒĢśņŚ¼ ņĀæĒĢ®ņŗ£Ļ░äĻ│╝ Ēæ£ļ®┤ņĪ░ļÅäņØś ņśüĒ¢źņØä ņĪ░ņé¼ĒĢśņśĆļŗż.
Table 2ņŚÉļŖö ĒÖĢņé░ņĀæĒĢ®ņĪ░Ļ▒┤ņØä ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā2
Diffusion bonding conditions for AISI 304 austenitic stainless steels
ļśÉ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢņØś Ļ▓ĮņÜ░ņŚÉļŖö ņéĮņ×ģņ×¼ņØś ņ£ĄņĀÉņØ┤ ņĢĮ 1200┬░CņØ┤ļ»ĆļĪ£ ņ¦äĻ│ĄļĪ£ņŚÉņä£ ņĀæĒĢ®ņś©ļÅä 1200┬░C, ņØ┤ ņś©ļÅäņŚÉņä£ņØś ņ£Āņ¦Ćņŗ£Ļ░äņØä 10ļČäņ£╝ļĪ£ ĒĢśņśĆļŗż. ņĀæĒĢ®ņŗ£ņØś Ļ░ĆņĢĢļĀźņØä 1MPa ļ░Å 3MPa ļĪ£ ĒĢśņŚ¼ ņĀæĒĢ®ņŗ£ņØś Ļ░ĆņĢĢļĀźņØś ņśüĒ¢źļÅä ņĪ░ņé¼ĒĢśņśĆļŗż. Table 3ņŚÉ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦Ģ ņĪ░Ļ▒┤ņØä ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ Ļ▓ĮņÜ░ņŚÉļÅä ņĀæĒĢ® ņóģļŻīĒøäņŚÉļŖö ņ¦łņåīļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņāüņś©Ļ╣īņ¦Ć 5ļČä ņØ┤ļé┤ņŚÉ ļāēĻ░üĒĢ£ Ēøä ĻĘĀņ¦łĒÖöņØś ļ¬®ņĀüņ£╝ļĪ£ 1050┬░CņŚÉņä£ņØś ņ£Āņ¦Ćņŗ£Ļ░äņØä 10ļČä, 20ļČä, 30ļČä, 60ļČä, 90ļČä, 120ļČä ļ░Å 150ļČäņ£╝ļĪ£ ĒĢśņśĆļŗż.ņØ┤ Ļ▓ĮņÜ░ņŚÉļÅä ĻĘĀņ¦łĒÖöļź╝ ņ£äĒĢ£ Ļ░ĆņŚ┤ņŗ£Ļ░ä ņóģļŻīĒøäņŚÉļŖö ņ¦łņåī Ļ░ĆņŖżļĪ£ 5ļČä ņØ┤ļé┤ņŚÉ ņāüņś©Ļ╣īņ¦Ć ļāēĻ░üĒĢśņśĆļŗż.
Table┬Ā3
Diffusion brazing condition for AISI 304 austenitic stainless steels
ņØĖņןņŗ£ĒŚśĒÄĖņØĆ KS B0801ņØś 4ĒśĖ ņŗ£ĒŚśĒÄĖņ£╝ļĪ£ ņĀäņן 150mm, ĒÅēĒ¢ēļČĆ ņ¦üĻ▓Į 12.5mm, ĒÅēĒ¢ēļČĆ ĻĖĖņØ┤ 60mmņØ┤ļ®░ ņŗ£ĒŚśĒÄĖ Ēæ£ļ®┤ņØĆ ņŚ░ņéŁĻ░ĆĻ│ĄĒĢśņśĆļŗż. ņØ┤ ņŗ£ĒŚśĒÄĖņØä ļČĆĒĢśņåŹļÅä 5mm/minņØś ņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗżņŗ£ĒĢśņŚ¼ ņØĖņןĻ░ĢļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼ ņĀæĒĢ®Ļ░ĢļÅäļź╝ ĒÅēĻ░ĆĒĢśņśĆļŗż.
2.3 ņĀæĒĢ®ļČĆņØś ņĪ░ņ¦ü Ļ┤Ćņ░░
ņĀæĒĢ®ļČĆņØś ņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņĀæĒĢ®ļČĆ ļŗ©ļ®┤ņØä ļ¦łņÜ┤ĒīģĒĢ£ Ēøä ĒÅ┤ļ”¼ņŗ▒ĒĢśņśĆļŗż. ĻĘĖ Ēøä ņ”Øļźśņłś 100mlņŚÉ 10% ņśźņé┤ņé░ņØä ļäŻņ¢┤ ņŚÉņ╣Ł ņÜ®ņĢĪņØä ņĪ░ņĀ£ĒĢśņśĆĻ│Ā, ņŗ£ĒÄĖ ļŗ©ļ®┤ņĀü 1cm2ļŗ╣ 1AņØś ņĀäļźśļź╝ 1ļČäĻ░ä ĒåĄņĀäĒĢśņŚ¼ ņĀäĒĢ┤ ņŚÉņ╣ŁĒĢśņŚ¼ Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į ļ░Å ņĀäņ×ÉĒśäļ»ĖĻ▓Įņ£╝ļĪ£ Ļ┤Ćņ░░ĒĢśņśĆļŗż. ĒÖĢņé░ņĀæĒĢ®ļČĆņŚÉ ļīĆĒĢ£ ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ Ēīīļŗ© Ļ▒░ļÅÖņŚÉ ļÜ£ļĀĘĒĢ£ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśņŚ¼ ĻĘĖ ņøÉņØĖņØä ņĪ░ņé¼ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŻ╝ņé¼ņŗØ ņĀäņ×ÉĒśäļ»ĖĻ▓Į(SEM)ņ£╝ļĪ£ ņĀæĒĢ®Ļ│äļ®┤ņØä Ļ┤Ćņ░░ĒĢśņśĆļŗż.
2.4 ņØĖņןņŗ£ĒŚś
ņØĖņןņŗ£ĒŚśņØĆ KS 4ĒśĖ ņŗ£ĒŚśĒÄĖņØä Ļ░ü ņŗżĒŚś ņĪ░Ļ▒┤ļŗ╣ ņĄ£ņåī 3Ļ░£ņö® KS B0802ņŚÉ ņżĆĒĢśņŚ¼ ņŗ£ĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. 304 ļ¬©ņ×¼ņØś Ļ░ĢļÅäļŖö ļāēĻ░äņĢĢņŚ░ĒĢ£ ņāüĒā£ņŚÉņä£ļŖö Ļ░ĆĻ│ĄĻ▓ĮĒÖöņØś ņśüĒ¢źņ£╝ļĪ£ ļāēĻ░äņĢĢņŚ░ļÉ£ ņåīņ×¼ņØś Ļ░ĢļÅäĻ░Ć ļåÆĻĖ░ ļĢīļ¼ĖņŚÉ ņĀæĒĢ®ņ×¼ņØś ņØ┤ņØī ĒÜ©ņ£©ņØä ņØ┤ņÖĆ ļ╣äĻĄÉĒĢśļŖö Ļ▓āņØĆ ņØśļ»ĖĻ░Ć ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ ņĀæĒĢ®ņ×¼ņØś ļ╣äĻĄÉ Ēæ£ņżĆ Ļ░ĢļÅäļź╝ ņĢīĻĖ░ ņ£äĒĢ┤ 1050┬░CņŚÉņä£ 5barļĪ£ ĻĖēņåŹļāēĻ░üĒĢśņŚ¼ ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ĒĢ£ ļ¬©ņ×¼ņŚÉ ļīĆĒĢ┤ņä£ļÅä ņØĖņןņŗ£ĒŚśĒĢśņŚ¼ ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäņÖĆ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ£ Ēæ£ņżĆņ£╝ļĪ£ ĒĢśņśĆļŗż.
3. ņŗżĒŚśĻ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņĀæĒĢ®ļČĆņØś ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝
AISI 304 as-receivedņ×¼ņØś ņØĖņןĻ░ĢļÅäļŖö 738.63MPa, 1050┬░CņŚÉņä£ ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ĒĢ£ ļ¬©ņ×¼ņØś ņØĖņןĻ░ĢļÅäļŖö 585.97MPaņØ┤ņŚłļŗż. ņØ┤ ņÜ®ņ▓┤ĒÖöņ▓śļ”¼ĒĢ£ ļ¬©ņ×¼ņØś ņØĖņןĻ░ĢļÅäļź╝ ņĀæĒĢ®ņ×¼ņØś Ļ░ĢļÅäļź╝ ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ£ Ēæ£ņżĆņ£╝ļĪ£ ĒĢśņśĆļŗż.
Fig. 1ņØĆ ņĀæĒĢ®ļ®┤ņØś ņĪ░ļÅäļź╝ #400ļ▓łņ£╝ļĪ£ ĒåĄņØ╝ĒĢśņŚ¼ ĒÖĢņé░ņĀæĒĢ®ĒĢ£ Ļ▓ĮņÜ░ņØś ņØĖņןĻ░ĢļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņĀæĒĢ®ņŗ£Ļ░äņØ┤ 10,20 ļ░Å 30ļČäņ£╝ļĪ£ ļ│ĆĒÖöĒĢ©ņŚÉ ļö░ļźĖ Ļ░ĢļÅäņØś ņ░©ņØ┤ļŖö ļ¦żņÜ░ ņ×æĻ│Ā, Ļ▒░ņØś 590MPa ņĀĢļÅäņØ┤ļŗż. ņØ┤ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ĒÖĢņé░ņĀæĒĢ®ļČĆņØś ņĀæĒĢ®Ļ░ĢļÅäņŚÉļŖö ĒÖĢņé░ņŗ£Ļ░ä 10ļČä ņØ┤ņ¢┤ļÅä ņČ®ļČäĒ׳ ļ¬©ņ×¼ņŚÉ ĒĢäņĀüĒĢśļŖö Ļ░ĢļÅäĻ░Ć ņ¢╗ņ¢┤ņ¦ÉņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ Ļ▓ĮņÜ░ņØś ņĀæĒĢ®ļČĆņØś ņØ┤ņØīĒÜ©ņ£©ņØĆ ļ¬©ņ×¼ņØś ņØĖņןĻ░ĢļÅäĻ░Ć 585.97MPaņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ Ļ▒░ņØś 100%ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż.
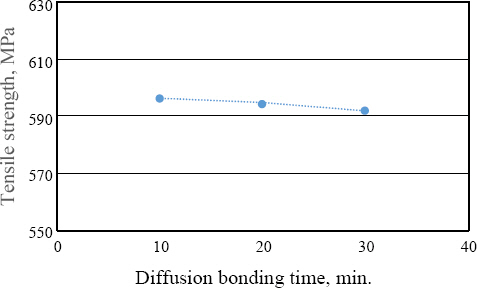
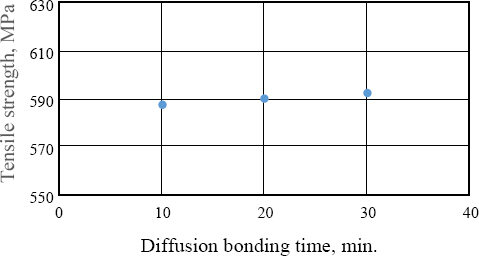
Fig. 2ļŖö ņĀæĒĢ®ļ®┤ņØś ņĪ░ļÅäļź╝ 1000#ņ£╝ļĪ£ ĒĢśņŚ¼ ĒÖĢņé░ņĀæĒĢ®ĒĢ£ Ļ▓ĮņÜ░ņØś ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņØ┤ Ļ▓ĮņÜ░ņŚÉļÅä ņĀæĒĢ®ņŗ£Ļ░äņŚÉ ļö░ļźĖ ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäņŚÉļŖö ņ░©ņØ┤Ļ░Ć Ļ▒░ņØś ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖĻ│Ā 585-590MPa ņĀĢļÅäņØś ļ▓öņ£äņŚÉ ņ׳ļŗż. ņØ┤ Ļ▓ĮņÜ░ņŚÉļÅä Fig. 1ņØś Ļ▓░Ļ│╝ņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņØ┤ņØī ĒÜ©ņ£©ņØĆ Ļ▒░ņØś 100%ņØ┤ņŚłļŗż.
ņ£äņŚÉņä£ ņä£ņłĀĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ Ļ▒░ņŗ£ņĀüņØĖ ļ¼╝ņä▒ņØ┤ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŖö ņØĖņןĻ░ĢļÅäņŚÉļŖö ņĀæĒĢ®ņŗ£Ļ░äņØ┤ Ēü░ ļ│ĆņłśĻ░Ć ļÉśņ¦Ć ņĢŖĻ│Ā Ļ░ĢļÅäņŚÉ ĻĖ░ņŚ¼ĒĢśļŖö ņØĖņ×ÉĻ░Ć ļŗ©ņł£ĒĢ£ Ļ▓āņ£╝ļĪ£ ņāØĻ░üĒĢĀ ņłśļÅä ņ׳ļŗż. ĻĘĖļ¤¼ļéś ņØĖņןĻ░ĢļÅäņŚÉļŖö Ļ▒░ņØś ņ░©ņØ┤Ļ░Ć ņŚåņØīņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ĒøäņłĀĒĢśņ¦Ćļ¦ī ņØĖņןņŗ£ĒŚśĒÄĖņØś Ēīīļŗ© ņ¢æņāüņŚÉļŖö ļ¦żņÜ░ ļÜ£ļĀĘĒĢ£ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢ©ņØä ņĢī ņłś ņ׳ņŚłļŗż.
Fig. 3ņŚÉļŖö Fe-4B-3Si Ļ│äņØś ņéĮņ×ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņĀæĒĢ®ņŗ£ņØś Ļ░ĆņĢĢļĀźņØä 1MPa, ņĀæĒĢ®ņś©ļÅäļź╝ 1200┬░C, ņĀæĒĢ®ņŗ£Ļ░ä 10minņØś ņĪ░Ļ▒┤ņ£╝ļĪ£ ņĀæĒĢ®ĒĢśĻ│Ā ņ¦łņåīļź╝ ļČäņé¼ĒĢśņŚ¼ ļāēĻ░üĒĢ£ Ēøä ņĀæĒĢ®ļČĆļź╝ ĻĘĀņ¦łĒÖöĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ļŗżņŗ£ 1050┬░CļĪ£ Ļ░ĆņŚ┤ĒĢśņŚ¼ ņØ┤ ņś©ļÅäņŚÉņä£ņØś ņ£Āņ¦Ćņŗ£Ļ░äņØä ļ│ĆĒÖöņŗ£Ēé© Ļ▓ĮņÜ░ņØś ņØĖņןĻ░ĢļÅäļź╝ ņĪ░ņé¼ĒĢ£ Ļ▓░Ļ│╝ņØ┤ļŗż. ņØ┤ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ĻĘĀņ¦łĒÖöņŗ£Ļ░äĻ│╝ ņĀæĒĢ® Ļ░ĢļÅä ņé¼ņØ┤ņŚÉļŖö ņØśļ»Ėņ׳ļŖö ņāüĻ┤ĆĻ┤ĆĻ│äĻ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖĻ│Ā ļīĆņ▓┤ļĪ£ Ļ░ĢļÅä ņłśņżĆļÅä ļé«ņØīņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö ņĀæĒĢ®ņŗ£ņØś Ļ░ĆņĢĢļĀźņØ┤ ļé«ņĢä ņĀæĒĢ® Ļ│äļ®┤ ĒśĢņä▒Ļ│╝ ĒÖĢņé░ņØ┤ ļČłņČ®ļČäĒĢśĻĖ░ ļĢīļ¼ĖņØĖ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ņØ┤ņŚÉ ļīĆĒĢ┤ņä£ļŖö Ēīīļŗ©ļ®┤ņØś ņ¢æņāüĻ│╝ ļīĆļ╣äņŗ£ņ╝£ ļ│┤ļ®┤ ĻĘĖ Ļ▓ĮĒ¢źņØä ņĢī ņłś ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ ĒøäņłĀĒĢśĻĖ░ļĪ£ ĒĢ£ļŗż
Fig.┬Ā3
The variation of diffusion brazed tensile strength of 304 stainless steel joint(bonding pressure : 1MPa, bonding time : 10min. at 1200┬░C)
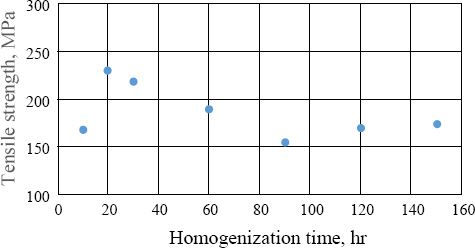
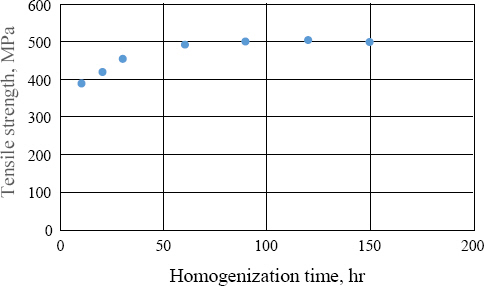
Fig. 4ņŚÉļŖö 1200┬░CņŚÉņä£ 3MPaņØś ņĢĢļĀźņ£╝ļĪ£ Ļ░ĆņĢĢĒĢśņŚ¼ ĒÖĢņé░ļĖīļĀłņØ┤ņ¦ĢĒĢ£ Ēøä ņ¦łņåīļĪ£ ļāēĻ░üĒĢ£ Ēøä ļŗżņŗ£ 1050┬░CļĪ£ Ļ░ĆņŚ┤ĒĢśņŚ¼ ņØ┤ ņś©ļÅäņŚÉņä£ņØś ĻĘĀņ¦łĒÖöņŗ£Ļ░äņØä ļ│ĆĒÖöņŗ£Ēé© Ļ▓ĮņÜ░ņØś ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäļź╝ ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņØ┤ Ļ▓ĮņÜ░ņŚÉļŖö Ļ░ĆņĢĢļĀź 1MPaņØś Ļ▓ĮņÜ░ņÖĆ ļ╣äĻĄÉĒĢśņŚ¼ ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäĻ░Ć ĒśäņĀĆĒĢśĻ▓ī ļåÆņØīņØä ņĢī ņłś ņ׳ļŗż. ĻĘĀņ¦łĒÖöņŗ£Ļ░ä 60ļČäņØ┤ ļÉśļ®┤ Ļ▒░ņØś Ļ░ĢļÅäļŖö ĒżĒÖö ņāüĒā£ņŚÉ ņØ┤ļź┤Ļ│Ā ļŹö ņØ┤ņāü ĻĘĀņ¦łĒÖöĒĢśņŚ¼ļÅä Ļ░ĢļÅäņŚÉļŖö Ēü¼Ļ▓ī ļ│ĆĒÖöĻ░Ć ņŚåņØīņØä ņĢī ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢļČĆņØś ĒÖöĒĢÖņä▒ļČäņØä ņÖäņĀäĒ׳ ĻĘĀņØ╝ĒĢśĻ▓ī ĒĢśņŚ¼ņĢ╝ ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ņ¦Ć ņĢŖļŖö ĒĢ£ ĻĘĀņ¦łĒÖö ņŗ£Ļ░äņØĆ 60ļČäņ£╝ļĪ£ ņČ®ļČäĒĢĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ņØ┤ņāüņØś Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö ņĀüņĀłĒĢ£ ņĢĢļĀźņØä ļČĆĻ░ĆĒĢśļŖö Ļ▓āņØ┤ Ļ│äļ®┤ ĒśĢņä▒Ļ│╝ ĒÖĢņé░ņØś ņĪ░ņן ļ░Å ņĀæĒĢ®ļČĆ Ļ░ĢļÅä ņāüņŖ╣ ļō▒ņŚÉ ĒÜ©Ļ│╝Ļ░Ć ņ׳ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā4
The variation of diffusion brazed tensile strength of 304 stainless steel joint(bonding pressure : 3MPa, bonding time : 10min. at 1200┬░C)
LugscheiderĻ│╝ E. CosakņØĆ 321 ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØä 3ņóģņØś ņĀĆPĻ│ä ņéĮņ×ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ 1040-1190┬░CņŚÉņä£ 10ļČä, 60ļČä ļĖīļĀłņØ┤ņ¦ĢĒĢśņŚ¼ ņØĖņןņŗ£ĒŚśĒĢ£ Ļ▓░Ļ│╝ ņØ┤ņØīļČĆ Ļ░äĻ▓®(joint clearance)ņØ┤ ņ×æņØĆ Ļ▓ĮņÜ░ņŚÉļŖö ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäĻ░Ć Ļ▒░ņØś ļ¬©ņ×¼ņØś Ļ░ĢļÅäņÖĆ ņ£Āņé¼ĒĢśņ¦Ćļ¦ī ņØ┤ Ļ░ÆņØ┤ ņ╗żņ¦Ćļ®┤ Ļ▒░ņØś 1/2 ņØ┤ĒĢśļĪ£ ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäĻ░Ć ļé«ņĢäņ¦äļŗżļŖö Ļ▓░Ļ│╝3)ļź╝ ļ░£Ēæ£ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ ņŚ░ĻĄ¼ņ×ÉļōżņØś ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļÅä Ļ░ĆņĢĢļĀźņØ┤ ļé«ņĢäņ¦Ćļ®┤ ĒŖ╣Ē׳ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĆ ņŚ┤ĒīĮņ░ĮĻ│äņłśĻ░Ć Ēü¼Ļ│Ā, ņØ┤ņŚÉ ļö░ļØ╝ ņĀæĒĢ®ņś©ļÅäņŚÉņä£ņØś ĒīĮņ░ĮņŚÉ ņØśĒĢ┤ ņØ┤ņØīļČĆ Ļ░äĻ▓®ņØ┤ ņ╗żņ¦ĆļŖö Ļ▓░Ļ│╝Ļ░Ć ņ┤łļלļÉĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ņśłļź╝ ļōżļ®┤ ļÅÖņóģņ×¼ļØ╝Ļ│Ā ĒĢśļŹöļØ╝ļÅä ņ¦üĻ▓ĮņØ┤ ļŗżļźĖ ĒīīņØ┤Ēöäņ×¼ļź╝ ņĀæĒĢ®ĒĢĀ Ļ▓ĮņÜ░ ļé┤ņĖĪ, ņÖĖņĖĪ ĒīīņØ┤Ēöä ņé¼ņØ┤ņØś ņØ┤ņØīļČĆ Ļ░äĻ▓®ņØ┤ ņ╗żņ¦ĆĻ▓ī ļÉśĻ│Ā ņØ┤ņŚÉ ļö░ļØ╝ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢļČĆņØś Ļ░ĢļÅäĻ░Ć ļé«ņĢäņ¦ĆĻ▓ī ļÉĀ Ļ▓āņØ┤ļŗż. ļö░ļØ╝ņä£ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢņØś Ļ▓ĮņÜ░ņŚÉļŖö ņŚ┤ĒīĮņ░ĮņŚÉ ĻĖ░ņØĖĒĢśļŖö ļ│ĆĒśĢņØä ņ¢┤ļŖÉ ņĀĢļÅä ņ¢ĄņĀ£ĒĢĀ ņłś ņ׳ņØä ņĀĢļÅäņØś Ļ░ĆņĢĢņØ┤ ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ Ļ▓░ļĪĀ ļé┤ļ”┤ ņłś ņ׳ļŗż.
3.2 ņØĖņןņŗ£ĒŚśĒøäņØś Ēīīļŗ©ļ®┤ ļ░Å ņŚ░ņä▒ņØś ļ╣äĻĄÉ
Fig. 5 ņŚÉļŖö ņé¼Ēż 1000ļ▓łņ£╝ļĪ£ ļ¦łļ¼┤ļ”¼ Ļ░ĆĻ│ĄĒĢ£ Ēøä ĒÖĢņé░ņĀæĒĢ®ĒĢ£ Ļ▓ĮņÜ░ņØś ņØĖņןņŗ£ĒŚśĒøäņØś ņŗ£ĒŚśĒÄĖņØś ņÖĖĻ┤ĆņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņØ┤ Ļ▓ĮņÜ░ņŚÉļŖö ļ¬©ļōĀ ņŗ£ĒŚśĒÄĖņØ┤ ļ¬©ņ×¼ļČĆ Ēīīļŗ©ĒĢśņśĆĻ│Ā ņĀäĒśĢņĀüņØĖ cup & coneĒśĢņØś ņŚ░ņä▒ Ēīīļ®┤ņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ņØ┤ ņé¼ņŗżļĪ£ļČĆĒä░ ņĀæĒĢ®ļČĆĻ░Ć ļ¬©ņ×¼ņØś Ļ░ĢļÅä ņØ┤ņāüņØ┤ļ®░ ņØ┤ņØī ĒÜ©ņ£©ņØĆ ņĄ£ņåī 100%Ļ░Ć ļÉĀ ņłś ņ׳ņØīņØä ņØśļ»ĖĒĢśļ®░ ņĀæĒĢ®ļČĆņØś ņŗĀļó░ņä▒ņØ┤ ļ¦żņÜ░ ļåÆņØĆ Ļ▓āņØ┤ļØ╝Ļ│Ā Ļ▓░ļĪĀ ļé┤ļ”┤ ņłś ņ׳ļŗż. ņ”ē ņĀæĒĢ®ĒĢśĻĖ░ ņĀäņØś ļ®┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ ļ»ĖņäĖĒĢśĻ▓ī ĒĢśļ®┤ ļ¦żņÜ░ Ļ▒┤ņĀäĒĢ£ ņĀæĒĢ®ļČĆĻ░Ć ņ¢╗ņ¢┤ņ¦äļŗżļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.

Fig. 6ņØĆ ņé¼Ēż 400#ņ£╝ļĪ£ ļ¦łļ¼┤ļ”¼ĒĢ£ Ēøä ĒÖĢņé░ņĀæĒĢ®ĒĢ£ Ļ▓ĮņÜ░ņØś ņØĖņןņŗ£ĒŚśĒøäņØś ņŗ£ĒŚśĒÄĖņØś ņÖĖĻ┤ĆņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņØ┤ ĻĘĖļ”╝ņŚÉņä£ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ Ēīīļŗ©ļ®┤ņØĆ ĒÅēĒāäĒĢśĻ│Ā Ēīīļŗ©ļ®┤, ņ”ē ņĀæĒĢ®Ļ│äļ®┤ ņāüņŚÉņä£ļŖö Ļ▒░ņØś ņåīņä▒ļ│ĆĒśĢļÉśņ¦Ć ņĢŖņØĆ ņ▒ä Ēīīļŗ©ņŚÉ ņØ┤ļźĖ Ļ▓āņØ┤ļŗż. ņØ┤ņØī ĒÜ©ņ£©ņØĆ 100% ņĀĢļÅäļĪ£ņä£ ņØĖņן Ļ░ĢļÅäļŖö ļåÆņ¦Ćļ¦ī ņĀæĒĢ®ļČĆņŚÉņä£ Ēīīļŗ©ļÉśļŖö Ļ▓āņØ┤ ļ¼ĖņĀ£ņĀÉņØ┤ ļÉĀ ņłś ņ׳ļŗż. ņØ┤ Ļ▓ĮņÜ░ļ┐É ņĢäļŗłļØ╝ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢĒĢ£ Ļ▓ĮņÜ░ņŚÉļÅä ļ¬©ļæÉ ņĀæĒĢ®Ļ│äļ®┤ņŚÉņä£ Ēīīļŗ©ļÉśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņŚłļŗż.

ļö░ļØ╝ņä£ ņŗĀļó░ņä▒ ņĖĪļ®┤ņŚÉņä£ļŖö ņĀæĒĢ®ļ®┤ņØś Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ļ¦żņÜ░ ņżæņÜöĒĢ£ ņØĖņ×ÉļĪ£ ņ×æņÜ®ĒĢĀ ņłś ņ׳ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
ņØ┤ņÖĆ Ļ░ÖņØ┤ ņĀæĒĢ®ļ®┤ņØś ņĪ░ļÅäļŖö Ļ│ĀņāüņĀæĒĢ®ļČĆņØś Ļ▒░ņŗ£ņĀüņØĖ Ļ░ĢļÅäņŚÉļŖö Ēü░ ņśüĒ¢źņØä ļ»Ėņ╣śņ¦Ć ņĢŖņ¦Ćļ¦ī ĒīīĻ┤┤ ņ¢æņāüņŚÉļŖö ļÜ£ļĀĘĒĢ£ ņśüĒ¢źņØä ļü╝ņ╣śļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśņ¦Ćļ¦ī Ļ░ĆļŖźĒĢ£ ĒĢ£ Ļ▒░ņ╣ĀĻĖ░ļź╝ ņĀüĻ▓ī ĒĢśĻĖ░ ņ£äĒĢ┤ Ēæ£ļ®┤ņ▓śļ”¼ļéś Ēāłņ¦Ć ļō▒ņØ┤ ņÜöĻĄ¼ļÉ£ļŗżĻ│Ā ĒĢśņ¦Ćļ¦ī4,5) ņĀæĒĢ®ļČĆņØś ļ®┤ Ļ▒░ņ╣ĀĻĖ░ņŚÉ ļīĆĒĢ┤ņä£ļŖö ļÜ£ļĀĘĒĢ£ ĻĖ░ņżĆņØ┤ ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ ņŗżņÜ®ņĀüņØĖ ņĖĪļ®┤ņŚÉņä£ ņłśĒ¢ē Ļ░ĆļŖźĒĢ£ ĒĢ£ ļ░®ņĢłņ£╝ļĪ£ļŖö ņĀæĒĢ®ļ®┤ņØä ņĀĢņéŁĒĢśļŖö Ļ▓āņØ┤ ņ£ĀļĀźĒĢ£ ņłśļŗ©ņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
Table 2ņŚÉ ĒÖĢņé░ņĀæĒĢ® ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ņØĖņןĻ░ĢļÅäņÖĆ ņŚ░ņŗĀņ£© ļ░Å ļŗ©ļ®┤ņłśņČĢļźĀņØä ļ╣äĻĄÉĒĢ┤ļ│┤ļ®┤ Ēæ£ļ®┤ņĪ░ļÅäņŚÉ ļö░ļØ╝ ņŚ░ņŗĀņ£© ļ░Å ļŗ©ļ®┤ņłśņČĢļźĀņŚÉ Ēü░ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśļ®░, ņé¼Ēż 1000ļ▓ł(Ra 5.2) ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņĀæĒĢ®ņŗ£Ļ░äņØś ņ░©ņØ┤ņŚÉļÅä Ļ┤ĆĻ│äņŚåņØ┤ ņŚ░ņŗĀņ£©ņØĆ 85% ņĀĢļÅäņØ┤Ļ│Ā, ļŗ©ļ®┤ņłśņČĢļźĀņØĆ 70% ņØ┤ņāüņØ┤ņŚłļŗż. ņØ┤ņŚÉ ļ░śĒĢśņŚ¼ ņé¼Ēż 400ļ▓ł (Ra 16)ņØś Ļ▓ĮņÜ░ņŚÉļŖö ņŚ░ņŗĀņ£©ņØ┤ 67%ņŚÉņä£ 78.96% ļ▓öņ£äņŚÉ, ļŗ©ļ®┤ņłśņČĢļźĀņØĆ 31.23%ņŚÉņä£ 39.23%ņØś ļ▓öņ£äņŚÉ ņ׳ļŗż. ņ”ē Ēæ£ļ®┤ņĪ░ļÅäņŚÉ ļö░ļØ╝ ņŚ░ņŗĀņ£©Ļ│╝ ļŗ©ļ®┤ņłśņČĢļźĀņŚÉļŖö ĒśäņĀĆĒĢ£ ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
3.3 ņĀæĒĢ®Ļ│äļ®┤ļČĆņØś SEM Ļ┤Ćņ░░
ņĀæĒĢ® Ļ░ĢļÅäņÖĆ Ēīīļŗ© ņ¢æņāüņØś ņ░©ņØ┤ļź╝ Ļ│Āņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ SEMņ£╝ļĪ£ ņĀæĒĢ®Ļ│äļ®┤ ļ░Å ņĪ░ņ¦ü Ļ┤Ćņ░░ņØä ņłśĒ¢ēĒĢśņŚ¼ ņĀæĒĢ®Ļ▒░ļÅÖņŚÉ ļ»Ėņ╣śļŖö Ļ░ĆņĢĢļĀź ļ░Å Ēæ£ļ®┤ņĪ░ļÅäņØś ņØĖņ×Éļź╝ ļ¬ģĒÖĢĒ׳ ĒĢśĻ│Āņ×É ĒĢśņśĆļŗż.
Fig. 7ņØĆ ņé¼Ēż 1000ļ▓łņ£╝ļĪ£ ļ¦łļ¼┤ļ”¼ĒĢśņŚ¼ ĒÖĢņé░ņĀæĒĢ®ĒĢ£ Ļ▓ĮņÜ░ņØś Ļ│äļ®┤ ļ░Å ņĪ░ņ¦üņØś SEM ņé¼ņ¦äņØ┤ļŗż. ņØ┤ ņé¼ņ¦äņŚÉņä£ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ņĀæĒĢ®ļ®┤ņØ┤ Ļ▒░ņ╣ĀĻĖ░ļź╝ ļ»ĖņäĖĒĢśĻ▓ī ĒĢĀņłśļĪØ Ļ▒┤ņĀäĒĢśĻ│Ā ņ¢æĒśĖĒĢ£ ņĀæĒĢ®ļČĆĻ░Ć ņ¢╗ņ¢┤ņ¦Ćļ®░ ļ¦×ļīÉļ®┤ ļü╝ļ”¼Ļ░Ć ņÖäņĀäĒ׳ ņĀæĒĢ®ļÉśņ¢┤ Ļ▓░ņĀĢļ”ĮņØ┤ ņØ╝ņ▓┤ĒÖöļÉśņ¢┤ ņ׳ņŚłļŗż.
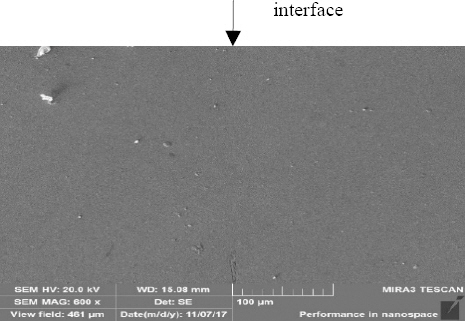
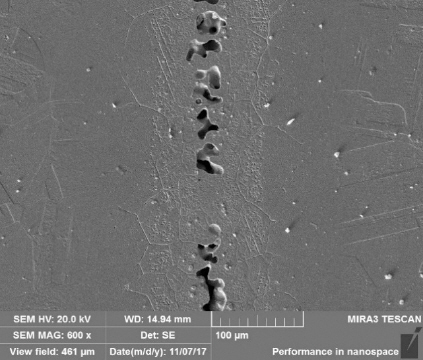
Fig. 8ņØĆ ņé¼Ēż 400#ņ£╝ļĪ£ ļ¦łļ¼┤ļ”¼ĒĢśņŚ¼ ĒÖĢņé░ņĀæĒĢ®ĒĢ£ Ļ▓ĮņÜ░ņØś Ļ│äļ®┤ ņé¼ņ¦äņØ┤ļŗż. ņØ┤ ņé¼ņ¦äņØś ņżæņĢÖļČĆĻ░Ć ņĀæĒĢ®ļČĆņØ┤ļ®░ ļ¦×ļīÉļ®┤ņŚÉ ņäĀ ļ¬©ņ¢æņØś ļ»ĖņĀæĒĢ®ļČĆĻ░Ć ņĪ┤ņ×¼ĒĢśĻ│Ā ļśÉ ļ»ĖņåīĒĢ£ ļ»ĖņåīĻ│ĄļÅÖ(microvoid)ļÅä ņĪ┤ņ×¼ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ ņĀĢļÅäņØś ļ»ĖņäĖĒĢ£ Ļ▓░ĒĢ©ņØĆ Ļ▒░ņŗ£ņĀüņØĖ Ļ░ĢļÅäņŚÉļŖö ņśüĒ¢źņØä ļü╝ņ╣śņ¦Ć ņĢŖņØä ņ¦ĆļØ╝ļÅä ņĀäņłĀĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ļ░śļō£ņŗ£ ņĀæĒĢ®ļČĆņŚÉņä£ Ēīīļŗ©ļÉ£ļŗżļŖö ņĀÉņØä Ļ░äĻ│╝ĒĢ┤ņä£ļŖö ņĢäļŗłļÉĀ Ļ▓āņØ┤Ļ│Ā ņŗĀļó░ņä▒ Ē¢źņāüņØä ņ£äĒĢ┤ņä£ļŖö ļ¬©ņ×¼ļČĆ Ēīīļŗ©ņØ┤ ļ░öļ×īņ¦üĒĢśļ»ĆļĪ£ ņĀæĒĢ®ļČĆņØś ļ®┤ ņĪ░ļÅäĻ░Ć ļ¦żņÜ░ ņżæņÜöĒĢ£ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
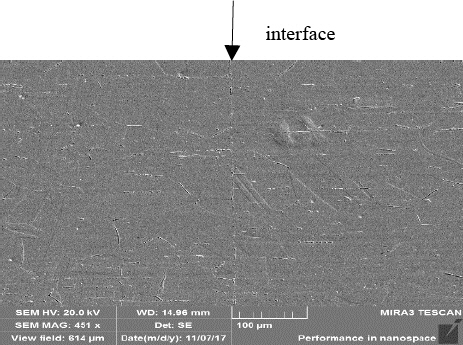
Fig. 9 ļ░Å 10ņŚÉļŖö 1050┬░CņŚÉņä£ 30ļČä ĒÖĢņé░ņĀæĒĢ®ĒĢ£ ĒÖĢņé░ņĀæĒĢ®ņŚÉ ļīĆĒĢśņŚ¼ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ļŗżļźĖ ļæÉ Ļ▓ĮņÜ░ņŚÉ ļīĆĒĢśņŚ¼ ņĀæĒĢ®ļČĆļź╝ Ļ░ĆļĪ£ņ¦łļ¤¼ Cr, Fe ļ░Å NiņØś ļČäĒż ņāüĒÖ®ņØä EDX ļĪ£ ņĪ░ņé¼ĒĢ£ Ļ▓āņØ┤ļŗż. ņØ┤ ļæÉ Ļ▓ĮņÜ░ ļ¬©ļæÉ ņżæņĢÖļČĆĻ░Ć ņĀæĒĢ®Ļ│äļ®┤ņØ┤ļ®░ Ēæ£ļ®┤ Ļ▒░ņ╣ĀĻĖ░Ļ░Ć ļŗżļźĖ ļæÉ Ļ▓ĮņÜ░ņØś ņøÉņåī ļČäĒżņŚÉļŖö Ēü░ ņ░©ņØ┤ļź╝ ĒÖĢņØĖĒĢĀ ņłś ņŚåĻ│Ā ļæÉ Ļ▓ĮņÜ░ ļ¬©ļæÉ ņĀæĒĢ®ņØĆ ņ¢æĒśĖĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ▓░Ļ│╝ņŚÉ ļö░ļØ╝ ņØĖņן Ļ░ĢļÅäņŚÉļŖö Ļ▒░ņØś ņ░©ņØ┤Ļ░Ć ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
Fig.┬Ā9
Line profile of Cr, Fe and Ni for diffusion bonded joint(polished to #400, bonded at 1050┬░C, 30min.
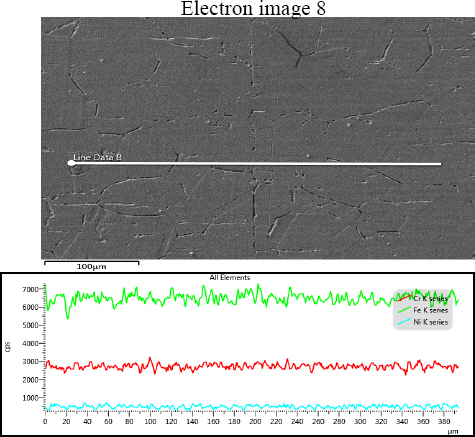
Fig.┬Ā10
line profile of Cr, Fe and Ni for diffusion bonded joint(polished to #1000, bonded at 1050┬░C, 30min.)
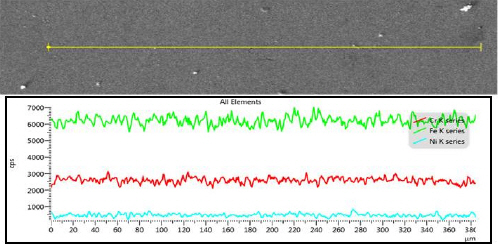
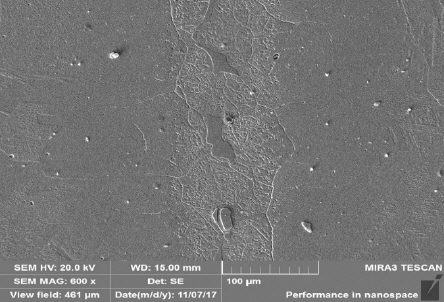
Fig. 11ņØĆ Fe-4B-3SiĻ│äņØś ņéĮņ×ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ 1MPaņØś Ļ░ĆņĢĢļĀźņ£╝ļĪ£ 1200┬░CņŚÉņä£ 10ļČäĻ░ä ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢĒĢ£ Ļ▓ĮņÜ░ņØś ņĀæĒĢ®Ļ│äļ®┤ņØś SEMņé¼ņ¦äņØ┤ļŗż. ņØ┤ ņé¼ņ¦äņŚÉņä£ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ņĀæĒĢ®ņŗ£ņØś Ļ░ĆņĢĢļĀźņØ┤ ļé«ņØĆ Ļ┤ĆĻ│äļĪ£ ņČöņĀĢļÉśļŖö ņÜöņØĖņŚÉ ņØśĒĢ┤ ņĀæĒĢ®ļ®┤ņØ┤ ņČ®ļČäĒ׳ ļ░Ćņ░®ļÉśņ¦Ć ņĢŖĻ│Ā ņéĮņ×ģņ×¼ļÅä ņČ®ļČäĒ׳ wetting ļÉśņ¦Ć ņĢŖņĢä Ļ│ĄļÅÖņØ┤ ņĪ┤ņ×¼ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ļ¼ĖņĀ£ ļĢīļ¼ĖņŚÉ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢĒĢĀ ļĢīņØś Ļ░ĆņĢĢļĀźņØ┤ ļé«ņ£╝ļ®┤ ņĀæĒĢ®Ļ░ĢļÅäĻ░Ć ļé«ņĢäņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ļśÉĒĢ£ ņĀæĒĢ® ĒøäņŚÉ ĻĘĀņ¦łĒÖöņ▓śļ”¼ĒĢśņŚ¼ļÅä ņĀæĒĢ®Ļ│äļ®┤ņØś ņ¢æņāüņŚÉļŖö Ļ▒░ņØś ļ│ĆĒÖöĻ░Ć ņŚåņŚłļŗż.
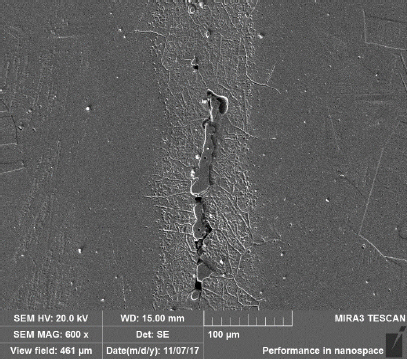
Fig. 12ļŖö 1MPaņØś Ļ░ĆņĢĢļĀźņ£╝ļĪ£ 90 ņŗ£Ļ░ä ĻĘĀņ¦łĒÖö ņ▓śļ”¼ĒĢ£ Ļ▓ĮņÜ░ņØś ņĀæĒĢ®ļČĆņØś ņé¼ņ¦äņ£╝ļĪ£ ĻĘĀņ¦łĒÖöņŚÉ ļö░ļźĖ ļ░öļ×īņ¦üĒĢ£ ĒÜ©Ļ│╝ļ│┤ļŗżļŖö ņĀæĒĢ®ļČĆņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ļ»Ėņåī Ļ│ĄļÅÖņØś ņłśĻ░Ć ļ¦ÄņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļéĖ Ļ▓āņØ┤ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ Ļ▓░Ļ│╝ļŖö ņ£äņŚÉņä£ ņäżļ¬ģĒĢ£ ņØĖņן ņŗ£ĒŚś Ļ▓░Ļ│╝ņÖĆ Ļ░ÖņØ┤ Ļ│ĀļĀżĒĢ┤ļ│┤ļ®┤ ĒÖĢņé░ļĖīļĀłņØ┤ņ¦ĢĒĢ£ ĒøäņØś ĻĘĀņ¦łĒÖö ņŚ┤ņ▓śļ”¼ ņ×Éņ▓┤Ļ░Ć ĻĘĖļŗżņ¦Ć Ēü░ ņØśļ»Ėļź╝ Ļ░Ćņ¦Ćņ¦Ć ļ¬╗ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
E. Lugscheider, K.D.PartzņÖĆ R. LisonņØĆ 316 ļ░Å ņØĖņĮöļä¼ņØä BNiĻ│ä ņéĮņ×ģņ×¼ļĪ£ ļĖīļĀłņØ┤ņ¦ĢĒĢśņŚ¼ Ļ▓░ņĀĢļ”ĮĻ│äņŚÉņØś ļČĢĒÖöļ¼╝ ņäØņČ£ Ļ▒░ļÅÖņØä ņĪ░ņé¼ĒĢ£ Ļ▓░Ļ│╝, ņĀæĒĢ®ņŗ£Ļ░ä 10ļČäņØĖ Ļ▓ĮņÜ░ņŚÉļŖö ņäØņČ£ Ļ╣ŖņØ┤Ļ░Ć 250ļ¦łņØ┤Ēü¼ļĪ£ļ»ĖĒä░ņØĖļŹ░ ļ░śĒĢ┤ ņĀæĒĢ®ņŗ£Ļ░ä 60ļČäņØĖ Ļ▓ĮņÜ░ņŚÉļŖö 400ļ¦łņØ┤Ēü¼ļĪ£ļ»ĖĒä░ļéś ļÉśņ¢┤ Ļ░ĢļÅäņŚÉ ņĢģņśüĒ¢źņØä ļ»Ėņ╣£ļŗżļŖö ņŚ░ĻĄ¼ Ļ▓░Ļ│╝4)ļź╝ ļ░£Ēæ£ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļĪ£ļČĆĒä░ ņĢī ņłś ņ׳ļŖö ļ░öņÖĆ Ļ░ÖņØ┤ ĻĘĀņ¦łĒÖöņŚ┤ņ▓śļ”¼ ņŗ£Ļ░äņØĆ Ļ░ĆļŖźĒĢ£ ĒĢ£ ņ¦¦ņØĆ Ļ▓āņØ┤ ņ£Āļ”¼ĒĢĀ Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
JohnsonņØĆ ĒÄśļØ╝ņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØä BNi-2 ļ░Å BNI-4Ļ│äņØś ņéĮņ×ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņ¦äĻ│ĄņŚÉņä£ ļĖīļĀłņØ┤ņ¦ĢĒĢ£ Ēøä ņĀæĒĢ®ļČĆņŚÉņä£ņØś SiĻ│╝ BņØś ĒÖĢņé░ Ļ▒░ļÅÖņØä ņĪ░ņé¼ĒĢśņŚ¼ SiņØĆ 150ļ¦łņØ┤Ēü¼ļĪ£ļ»ĖĒä░ ĒÖĢņé░ĒĢśļŖö ļ░śļ®┤ BļŖö 140ļ¦łņØ┤Ēü¼ļĪ£ļ»ĖĒä░ļéś ĒÖĢņé░ĒĢ£ļŗżļŖö ņŚ░ĻĄ¼ Ļ▓░Ļ│╝7,8)ļź╝ ļ░£Ēæ£ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļŖö BĻ░Ć ņøÉņ×Éļ░śĻ▓ĮņØ┤ ņ×æņĢä ļ¦żņÜ░ ĒÖĢņé░ņåŹļÅäĻ░Ć ļ╣Āļź┤ĻĖ░ ļĢīļ¼ĖņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ņØś ĒÖĢņé░ļĖīļĀłņØ┤ņ¦ĢņŚÉņä£ļÅä BņØś ĒÄĖņäØņØĆ Ļ▒░ņØś Ļ│ĀļĀż ļīĆņāüņŚÉ ļäŻņ¦Ć ņĢŖĻ│Ā ņĀĢļ¤ē ļČäņäØĒĢĀ ņØśļ»ĖĻ░Ć ņŚåļŖö Ļ┤ĆĻ│äļĪ£ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢņØś Ļ▓ĮņÜ░ņŚÉļŖö ņøÉņåī ļČäĒż ņāüĒā£ņŚÉ ļīĆĒĢ£ ņĪ░ņé¼ļŖö ĒĢśņ¦Ć ņĢŖņĢśļŗż.
Fig. 13ņØĆ Fe-4B-3Si ņéĮņ×ģņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ 3MPaņØś Ļ░ĆņĢĢļĀźņ£╝ļĪ£ 1200┬░CņŚÉņä£ 10ļČäĻ░ä ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢĒĢ£ ņĀæĒĢ®ļČĆņØś ņé¼ņ¦äņ£╝ļĪ£ ļ»Ėņåī Ļ│ĄļÅÖņØ┤ļéś wettingņØ┤ ļČłņČ®ļČäĒĢ£ ņśüņŚŁņØ┤ ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖĻ│Ā ļ¦żņÜ░ Ļ▒┤ņĀäĒĢ£ ņĀæĒĢ®ļČĆĻ░Ć ņ¢╗ņ¢┤ņ¦ĆĻ│Ā ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ņ¢æĒśĖĒĢ£ ņĀæĒĢ®Ļ│äļ®┤ņØ┤ ņ¢╗ņ¢┤ņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ 1MPaņØś Ļ░ĆņĢĢļĀźņ£╝ļĪ£ ņĀæĒĢ®ĒĢ£ Ļ▓ĮņÜ░ņŚÉ ļ╣äĒĢ┤ ņĀæĒĢ® Ļ░ĢļÅäĻ░Ć 2ļ░░ ņĀĢļÅäņØś ņłśņżĆņ£╝ļĪ£ ļåÆņĢäņ¦ĆļŖö Ļ▓āņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż.
4. Ļ▓░ ļĪĀ
ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ│ä ņŖżĒģīņØĖļ”¼ņŖżĻ░ĢņØĖ AISI304ļź╝ ņŗżĒŚśņ×¼ļŻīļĪ£ ĒĢśņŚ¼ ĒÖĢņé░ ņĀæĒĢ®Ļ│╝ ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢņŚÉ ņØśĒĢ£ ņĀæĒĢ® ĒŖ╣ņä▒ ļ░Å ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäņŚÉ ļ»Ėņ╣śļŖö Ļ░ĆņĢĢļĀź, Ēæ£ļ®┤ ņĪ░ļÅä ļ░Å ņĀæĒĢ®ņŗ£Ļ░ä ļō▒ņØś ņØĖņ×ÉņŚÉ ļīĆĒĢśņŚ¼ ņŚ░ĻĄ¼ĒĢ£ Ļ▓░Ļ│╝ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) ĒÖĢņé░ņĀæĒĢ®ņŚÉ ņØśĒĢ┤ ņĀæĒĢ®ļČĆņØś ņØĖņןĻ░ĢļÅäļŖö ļ¬©ņ×¼ņÖĆ Ļ▒░ņØś ļÅÖļō▒ĒĢ£ ņłśņżĆņ£╝ļĪ£ ņØ┤ņØī ĒÜ©ņ£©ņØĆ Ļ▒░ņØś 100%ņØ┤ņŚłļŗż.
2) Ēæ£ļ®┤ņĪ░ļÅäļŖö ĒÖĢņé░ņĀæĒĢ®ļČĆņØś ņØĖņןĻ░ĢļÅäņŚÉļŖö ĻĘĖļŗżņ¦Ć ņśüĒ¢źņØä ļü╝ņ╣śņ¦Ć ņĢŖņ¦Ćļ¦ī Ēīīļŗ© ņ¢æņāüņŚÉļŖö ļ¦żņÜ░ ļÜ£ļĀĘĒĢ£ ņśüĒ¢źņØä ļ»Ėņ│żļŗż. Ēæ£ļ®┤ņĪ░ļÅäĻ░Ć Ļ▒░ņ╣£ Ļ▓ĮņÜ░ņŚÉļŖö ņĀæĒĢ®ļČĆņŚÉņä£ Ēīīļŗ©ļÉśņ¦Ćļ¦ī Ēæ£ļ®┤ņĪ░ļÅäĻ░Ć ļ»ĖņäĖĒĢśļ®┤ ļ¬©ņ×¼ļČĆ Ēīīļŗ©ņ£╝ļĪ£ cup & cone ĒśĢņØś ņŚ░ņä▒ Ēīīļŗ© ļÉśņŚłļŗż.
3) ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö Ļ░ĆņĢĢļĀźņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢ£ ņØĖņ×ÉļĪ£ņä£ Ļ░ĆņĢĢļĀźņØ┤ Ēü┤ņłśļĪØ ņĀæĒĢ®Ļ│äļ®┤ņØ┤ ņ¢æĒśĖĒĢśĻ│Ā ņĀæĒĢ®ļČĆņØś ņØĖņןĻ░ĢļÅäļŖö Ļ▒░ņØś 500MPa ņĀĢļÅäļĪ£ ļ¦żņÜ░ ņ¢æĒśĖĒĢ£ ņĀæĒĢ®ļČĆĻ░Ć ņ¢╗ņ¢┤ņ¦äļŗż.
4) ĒÖĢņé░ ļĖīļĀłņØ┤ņ¦ĢĒøäņØś ĻĘĀņ¦łĒÖöņ▓śļ”¼ņŗ£Ļ░äņØ┤ ĻĖĖņ¢┤ņ¦łņłśļĪØ ņĀæĒĢ®ļČĆņØś Ļ░ĢļÅäļŖö ņĢĮĻ░ä ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņ¦Ćļ¦ī ĻĘĀņ¦łĒÖöņ▓śļ”¼ņŗ£Ļ░äņØ┤ 60 ļČä ņØ┤ņāüņØ┤ ļÉśļ®┤ Ļ▒░ņØś ĒżĒÖö ņāüĒā£ņŚÉ ņØ┤ļźĖļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



