1. ņä£ ļĪĀ
ņĄ£ĻĘ╝ ļ¦ÄņØĆ Ļ┤Ćņŗ¼Ļ│╝ ņŻ╝ļ¬®ņØä ļ░øĻ│Ā ļŗżņ¢æĒĢ£ ņé░ņŚģļČäņĢ╝ņŚÉņä£ ĻĘĖ ņĀüņÜ®ņØ┤ ĒÖĢļīĆļÉśĻ│Ā ņ׳ļŖö ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņØĆ ļĀłņØ┤ņĀĆļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ēü┤ļלļō£ ņ×¼ļŻīņÖĆ ļ¬©ņ×¼ņØś Ēæ£ļ®┤ņĖĄņØä ņØ╝ļČĆ ņÜ®ņ£Ąņŗ£ņ╝£ ĻĖłņåŹņĀüņ£╝ļĪ£ ņÖäņĀäĒ׳ Ļ▓░ĒĢ®ļÉ£ ņĮöĒīģņĖĄņØä ĒśĢņä▒ĒĢśļŖö ĒöäļĪ£ņäĖņŖżņØ┤ļŗż
1-3). ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņØĆ Ēü¼Ļ▓ī ļČäļ¦É Ļ│ĄĻĖēļ░®ņŗØĻ│╝ ņÖĆņØ┤ņ¢┤ Ļ│ĄĻĖēļ░®ņŗØņØ┤ ņ׳ņ£╝ļ®░, Ļ░Ćņן ļ▓öņÜ®ņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŖö ļČäļ¦É Ļ│ĄĻĖēļ░®ņŗØņØś Ļ▓ĮņÜ░ļŖö ļČäļ¦Éļ¤ēņØä ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ņ¢┤ Ēü┤ļלļō£ ņĖĄņØś ļæÉĻ╗ś ļ│ĆĒÖöĻ░Ć ņÜ®ņØ┤ĒĢśļ®░, ĒؼņäØļźĀņØ┤ ļé«Ļ│Ā Ļ▓░ĒĢ®ļĀźņØ┤ ņÜ░ņłśĒĢ£ ņןņĀÉņØ┤ ņ׳ļŗż
4-6). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļÅä ļČäļ¦É Ļ│ĄĻĖē ļ░®ņŗØņØä ņ▒äĒāØĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņØä ņŗżņŗ£ĒĢśņśĆļŗż. ļČäļ¦É Ļ│ĄĻĖē ņןņ╣śļŖö ļČäļ¦ÉņØ┤ ļŗ┤Ļ▓©ņĀĖ ņ׳ļŖö ņ▒öļ▓äņÖĆ ļČäļ¦ÉņØ┤ Ļ│ĄĻĖēļÉśļŖö ĻĄ¼ļ®ŹņØ┤ ņ׳ļŖö ĒÜīņĀäĒīÉņ£╝ļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ĒÜīņĀäĒīÉņØś ņåŹļÅä ņĀ£ņ¢┤ļĪ£ ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØä Ļ▓░ņĀĢĒĢ£ļŗż
7,8).
ņĢ×ņäĀ ļ│Ė ļģ╝ļ¼ĖņØś ņĀ£ 1ļ│┤ņŚÉņä£ļŖö ņäĀļ░ĢņÜ® ļ░░ĻĖ░ļ░ĖļĖīņØś ņåīņ×¼ņØĖ ļé┤ņŚ┤Ļ░ĢņŚÉ ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņØä ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ£ ĻĖ░ņ┤ł ņŚ░ĻĄ¼ļĪ£, ņśłņŚ┤ņś©ļÅä, ļĀłņØ┤ņĀĆ ņČ£ļĀź ļ░Å ļČäļ¦É Ļ│ĄĻĖēļ¤ēņŚÉ ļö░ļźĖ ņøÉĒī©ņŖż(one-pass) Ēü┤ļלļō£ ņĖĄņØś ĒŖ╣ņä▒ņØä ņé┤ĒÄ┤ļ│┤ņĢśļŗż. ĒĢśņ¦Ćļ¦ī ņäĀļ░ĢņÜ® ļ░░ĻĖ░ļ░ĖļĖīņØś ĒÄśņØ┤ņŖżļČĆņŚÉ ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņØä ņŗżņŗ£ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ēü┤ļלļō£ ņĖĄņØś ņżæņ▓®ņØ┤ ĒĢäņÜöĒĢśļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Ēü┤ļלļō£ ņĖĄņØś ņżæņ▓®ļźĀ ļ░Å ļČäļ¦É Ļ│ĄĻĖēļ¤ē ļō▒ņØä ļ│ĆĒÖöņŗ£Ēé© ļ®ĆĒŗ░Ēī©ņŖżļź╝ ĒåĄĒĢ£ ĒŖ╣ņä▒ņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2. ņŗżĒŚś ņ×¼ļŻī ļ░Å ļ░®ļ▓Ģ
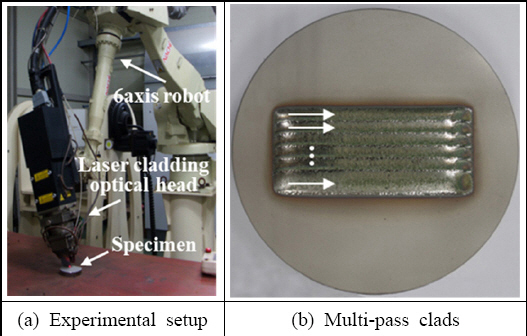
ņŚ░ĻĄ¼ņŚÉ ņé¼ņÜ®ļÉ£ ļ¬©ņ×¼ņØś ņåīņ×¼ļŖö ļé┤ņŚ┤Ļ░Ģ SNCrWņØ┤ļ®░, Ēü┤ļלļö®ņŗ£ Ļ│ĄĻĖēļÉśļŖö ļČäļ¦ÉņØĆ CoĻ│ä ļČäļ¦É ņżæ ĒģģņŖżĒģÉņØś ĒĢ©ļ¤ēņØ┤ ļåÆņØĆ LC-190 ņØ┤ļŗż. ņé¼ņÜ®ļÉ£ ļĀłņØ┤ņĀĆ Ēü┤ļלļö® ņןņ╣śļŖö Ēü¼Ļ▓ī ņĄ£ļīĆ ņČ£ļĀź 8.0ŌĆģkW ņŚ░ņåŹļ░£ņ¦ä ļŗżņØ┤ņśżļō£ ļĀłņØ┤ņĀĆņÖĆ 6ņČĢ ņÖĖĒīöļĪ£ ļĪ£ļ┤ć, ĻĘĖļ”¼Ļ│Ā ļĪ£ļ┤ćņŚÉ ņןņ░®ļÉ£ 6ŌĆģ├ŚŌĆģ6ŌĆģmm Ēü¼ĻĖ░ņØś ņé¼Ļ░üļ╣öņØä Ļ░Ćņ¦ä Ļ┤æĒĢÖ ĒŚżļō£ ļ░Å ļČäļ¦É Ļ│ĄĻĖē ņןņ╣śļĪ£ ĻĄ¼ņä▒ļÉśņ¢┤ ņ׳ļŗż.
ņŗżĒŚśņØĆ ņøÉĒśĢņØś ĒÅēĒīÉ ņŗ£ĒŚśĒÄĖņŚÉ ņ┤Ø 6Ļ░£ņØś Ēü┤ļלļō£ ņĖĄņØä ņżæņ▓®ņŗ£ņ╝£ ļ®ĆĒŗ░Ēī©ņŖż ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņØ┤ļĢīņØś ņżæņ▓®ļźĀņØĆ ļĀłņØ┤ņĀĆļ╣ö ņé¼ņØ┤ņ”łļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņśĆļŗż. ļśÉĒĢ£ ĒģģņŖżĒģÉ ĒĢ©ļ¤ēņØ┤ ļåÆņØĆ LC-190 ĒĢ®ĻĖł ļČäļ¦ÉņØś ĻĘĀņŚ┤Ļ░Éņłśņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ļ¬©ņ×¼ņŚÉ 300ŌĆģ┬░CņØś ņśłņŚ┤ņś©ļÅäļź╝ ņĀüņÜ®ĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā Ēü┤ļלļö®ņŗ£ ņé░ĒÖöļź╝ ļ░®ņ¦ĆĒĢśĻĖ░ ņ£äĒĢ┤ ĒŚżļō£ ļé┤ļČĆņŚÉ ņןņ░®ļÉ£ ņŗżļō£Ļ░ĆņŖż ļģĖņ”ÉņØä ĒåĄĒĢ┤ ņŗżļō£Ļ░ĆņŖżļĪ£ņŹ© ArĻ░ĆņŖżļź╝ Ļ│ĄĻĖēĒĢ┤ņŻ╝ņŚłļŗż. ņŗżļō£Ļ░ĆņŖżņÖĆ ļČäļ¦É Ļ│ĄĻĖē ļģĖņ”É ĻĘĖļ”¼Ļ│Ā ļĀłņØ┤ņĀĆļ╣öņØĆ ļ¬©ļæÉ ļÅÖņČĢņ£╝ļĪ£ ĒĢśņśĆļŗż. ņŗżĒŚś ņןļ╣ä ļ░Å ļ®ĆĒŗ░Ēī©ņŖż ļ░®ļ▓ĢņŚÉ ļīĆĒĢ£ ņé¼ņ¦äņØä
Fig. 1ņŚÉ ļéśĒāĆļéĖļŗż.
Fig.┬Ā1
Photos of equipment and clad layer
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļ®ĆĒŗ░Ēī©ņŖż ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņŗ£ ņżæņ▓®ļźĀ ļ░Å ļČäļ¦É Ļ│ĄĻĖēļ¤ēņØä ļ│ĆĒÖöņŗ£ņ╝£ ņŗżĒŚśņØä ņŗżņŗ£ĒĢśņśĆļŗż. ņŗżĒŚś Ēøä Ēü┤ļלļō£ ņĖĄņØś ĒśĢņāüņØä Ļ┤Ćņ░░ĒĢśĻ│Ā Ļ░ü ļČĆļČäņŚÉ ļīĆĒĢśņŚ¼ Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņśĆņ£╝ļ®░, EDS ņäĀļČäņäØ ļ░Å EPMA ļ®┤ļČäņäØņØä ĒåĄĒĢ┤ Ēü┤ļלļō£ ņĖĄņØś ĒĢ®ĻĖł ņä▒ļČäņŚÉ ļīĆĒĢ£ ļČäĒż ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż.
3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņżæņ▓®ļźĀ ļ░Å ļČäļ¦É Ļ│ĄĻĖēļ¤ē ļ│ĆĒÖöņŚÉ ļö░ļźĖ Ēü┤ļלļō£ ņĖĄņØś ĒŖ╣ņä▒
ļ│Ė ņŚ░ĻĄ¼ņØś 1ļ│┤ņŚÉņä£ ļČäļ¦É Ļ│ĄĻĖēļ¤ē(
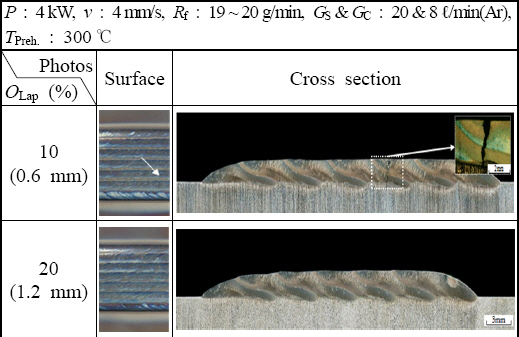
Rf)ņØ┤ 19ŌĆģ~ŌĆģ20ŌĆģg/minņØ╝ Ļ▓ĮņÜ░ ļĀłņØ┤ņĀĆ ņČ£ļĀź 4ŌĆģkW, ļ╣ö ņØ┤ņåĪņåŹļÅä 4ŌĆģmm/sņØś ņĪ░Ļ▒┤ņŚÉņä£ ļåÆņØ┤ ņĢĮ 1.3mmņØś Ļ▒┤ņĀäĒĢ£ ņøÉĒī©ņŖż Ēü┤ļלļō£ ņĖĄņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ņØ┤ ņĪ░Ļ▒┤ņŚÉņä£ ņżæņ▓®ļźĀ(
OLap)ņØä 10ŌĆģ%ņÖĆ 20ŌĆģ%ļĪ£ ļ│ĆĒÖöņŗ£ņ╝£ ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļö®ņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ĻĘĖņŚÉ ļö░ļźĖ Ēü┤ļלļō£ ņĖĄņØś Ēæ£ļ®┤ ļ░Å ĒÜĪļŗ©ļ®┤ ņé¼ņ¦äņØä
Fig. 2ņŚÉ ļéśĒāĆļéĖļŗż. ļŗ©ļ®┤ņØä ņé┤ĒÄ┤ļ│┤ļ®┤ ņżæņ▓®ļźĀ 10ŌĆģ%ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢ£ Ļ▓āņØä ļ│╝ ņłś ņ׳ņ£╝ļ®░, Ļ┤æĒĢÖĒśäļ»ĖĻ▓Į ņé¼ņ¦äņØä ĒåĄĒĢ┤ ĻĘĀņŚ┤ņØ┤ Ļ▓ĮĻ│äņĖĄņŚÉņä£ļČĆĒä░ Ēæ£ļ®┤ņ£╝ļĪ£ ņĀäĒīīļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. 20ŌĆģ%ņØś ņĪ░Ļ▒┤ņŚÉņä£ļŖö ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖņĢśļŖöļŹ░, ņØ┤ļŖö ņżæņ▓®ņŗ£ 10ŌĆģ%ļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ļäōņØĆ 1.2ŌĆģmmņØś ļĀłņØ┤ņĀĆ ļ╣öņØ┤ Ļ▓╣ņ╣śĻ▓ī ļÉśļ®┤ņä£ ļ│┤ļŗż Ēü░ ļ®┤ņĀüņØś ĒøäņŚ┤ņ▓śļ”¼ļĪ£ ņØĖĒĢ┤ ņÜ®ņ£Ą ļ░Å ļāēĻ░üņ£╝ļĪ£ ļ░£ņāØĒĢ£ ņżæņ▓®ļČĆņØś ņØæļĀź ņ¦æņżæņØ┤ ņÖäĒÖöļÉ£ Ļ▓āņ£╝ļĪ£ ņāØĻ░üļÉ£ļŗż.
Fig.┬Ā2
Shape of clad layer with overlapping ratio in Rf = 19 ~ 20 g/min
1ļ│┤ ļģ╝ļ¼ĖņŚÉ ņä£ņłĀĒĢ£ļ░öņÖĆ Ļ░ÖņØ┤, LC-190 ļČäļ¦ÉņØä ņØ┤ņÜ®ĒĢ£ ļ®ĆĒŗ░Ēī©ņŖż ļĀłņØ┤ņĀĆ Ēü┤ļלļō£ ņĖĄņØś ĻĘĀņŚ┤ņØä Ļ│ĀļĀżĒĢśņŚ¼ ļČäļ¦É Ļ│ĄĻĖēļ¤ēņØä 5ŌĆģ~ŌĆģ6ŌĆģg/minļĪ£ Ļ░Éņåīņŗ£ņ╝░ļŗż. ņØ┤ļĢīņØś ņĪ░Ļ▒┤ņØĆ ļĀłņØ┤ņĀĆ ņČ£ļĀź 2ŌĆģkW, ļ╣ö ņØ┤ņåĪņåŹļÅä 3.5ŌĆģmm/sņśĆļŗż. ņØ┤ ņĪ░Ļ▒┤ņŚÉņä£ ņżæņ▓®ļźĀņØä 10ŌĆģ~ŌĆģ30ŌĆģ%Ļ╣īņ¦Ć ļ│ĆĒÖöņŗ£Ēéżļ®┤ņä£ ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļö®ņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ņżæņ▓®ļźĀņØä ļ│ĆĒÖöņŗ£ņ╝£ ĒśĢņä▒ļÉ£ Ēü┤ļלļō£ ņĖĄņØś Ēæ£ļ®┤ ļ░Å ĒÜĪļŗ©ļ®┤ ņé¼ņ¦äņØä
Fig. 3ņŚÉ ļéśĒāĆļéĖļŗż. ļ¬©ļōĀ ņĪ░Ļ▒┤ņŚÉņä£ ĻĘĀņŚ┤ ļ░Å ĻĖ░Ļ│ĄĻ│╝ Ļ░ÖņØĆ Ļ▓░ĒĢ©ņØĆ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņĢśņ£╝ļ®░, ņżæņ▓®ļźĀņØ┤ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ņä£ Ēü┤ļלļō£ ņĖĄņØś ļåÆņØ┤ļŖö 0.6ņŚÉņä£ 0.75mmĻ╣īņ¦Ć ņ”ØĻ░ĆĒĢśĻ│Ā, Ēü┤ļלļō£ ņĖĄņØś ĒÅŁņØĆ ņĀÉņ░© Ļ░ÉņåīĒĢśņśĆļŗż.
Fig.┬Ā3
Shape of clad layer with overlapping ratio in Rf = 5 ~ 6 g/min
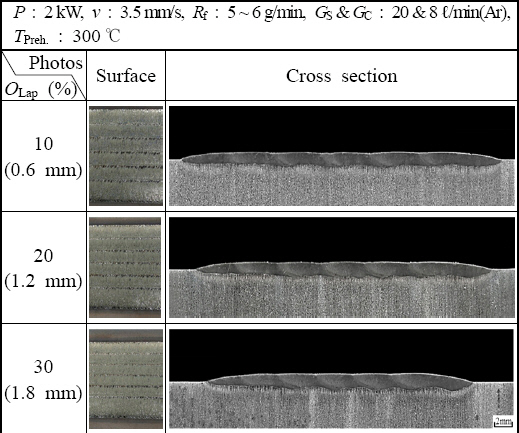
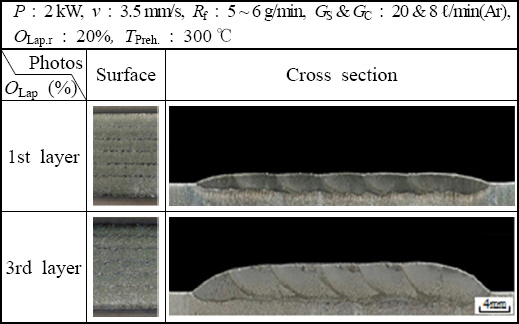
Fig. 4ņŚÉ ņżæņ▓®ļźĀ 20%ņØ╝ ļĢīņØś 1ņĖĄ Ēü┤ļלļō£ņÖĆ 3ņĖĄĻ╣īņ¦Ć ņĀüņĖĄņŗ£Ēé© Ēü┤ļלļō£ņØś Ēæ£ļ®┤Ļ│╝ ļŗ©ļ®┤ņØä ļéśĒāĆļéĖļŗż. ļåÆņØ┤ļź╝ ņĖĪņĀĢĒĢ£ Ļ▓░Ļ│╝, 1ņĖĄņØĆ ņĢĮ 0.7ŌĆģmm, 3ņĖĄņØĆ ņĢĮ 2.0ŌĆģmmņśĆļŗż. Ēæ£ļ®┤ ļ░Å ļŗ©ļ®┤ņŚÉļŖö ĻĖ░Ļ│Ą ļ░Å ĻĘĀņŚ┤Ļ│╝ Ļ░ÖņØĆ Ļ▓░ĒĢ©ņØĆ ļ░£Ļ▓¼ļÉśņ¦Ć ņĢŖņĢśļŗż. ņØ┤ļź╝ ĒåĄĒĢ┤ņä£ LC-190 ļČäļ¦ÉņØä ņé¼ņÜ®ĒĢśņŚ¼ ļĀłņØ┤ņĀĆ Ēü┤ļלļö®ņØä ņŗżņŗ£ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö Ēü┤ļלļō£ ņĖĄņØś ļåÆņØ┤ļź╝ ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņ×ģņŚ┤ļ¤ēņØä ņ”ØĻ░Ćņŗ£ņ╝£ ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØś ņÜ®ņ£Ąļ¤ēņØä ņ”ØĻ░Ćņŗ£ĒéżĻĖ░ ļ│┤ļŗżļŖö ļČäļ¦ÉĻ│ĄĻĖēļ¤ēņØä Ļ░Éņåīņŗ£ĒéżļŹöļØ╝ļÅä ņĀĆņ×ģņŚ┤ņØś ņĪ░Ļ▒┤ņŚÉņä£ ņĀüņĖĄņłśļź╝ ņ”ØĻ░Ćņŗ£ĒéżļŖö Ļ▓āņØ┤ Ļ▓░ĒĢ©ņØ┤ ņŚåļŖö Ļ▒┤ņĀäĒĢ£ Ēü┤ļלļō£ ņĖĄņØä ņ¢╗ņØä ņłś ņ׳ļŖö ļ░®ļ▓ĢņØ┤ļØ╝Ļ│Ā ņāØĻ░üļÉ£ļŗż. LC-190 ļČäļ¦ÉņŚÉņä£ ļåÆņØĆ ĒĢ©ļ¤ēņØä ņ░©ņ¦ĆĒĢśļŖö ĒģģņŖżĒģÉņØĆ ĻĖ░Ļ│äņĀü Ļ░ĢļÅäļŖö ļåÆņ¦Ćļ¦ī ļé«ņØĆ ļ╣äņŚ┤Ļ│╝ ļåÆņØĆ ņŚ┤ņĀäļÅäļÅäļĪ£ ņØĖĒĢ┤ņä£ ĻĘĀņŚ┤ Ļ░Éņłśņä▒ņØ┤ ļåÆņØĆ ņøÉņåīņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ, LC-190 ļČäļ¦ÉņØś Ēü┤ļלļö®ņŗ£ ĒĢ£ļ▓łņŚÉ ļ¦ÄņØĆ ņ¢æņØś Ēü┤ļלļō£ ņĖĄņØ┤ ņÜ®ņ£Ą ļ░Å ņØæĻ│ĀļÉśļ®┤ ņøÉņåīĻ░äņØś ņŚ┤ĒīĮņ░ĮĻ│äņłśļĪ£ ņØĖĒĢ£ ņØæĻ│ĀņłśņČĢņØś ņ░©Ļ░Ć ņ╗żņ¦ĆĻ▓ī ļÉśņ¢┤ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśĻĖ░ ņēĮĻĖ░ ļĢīļ¼ĖņŚÉ ļČäļ¦ÉĻ│ĄĻĖēļ¤ēĻ│╝ ņ×ģņŚ┤ļ¤ēņØś ņĀüņĀłĒĢ£ ņĀ£ņ¢┤Ļ░Ć ĒĢäņłśņĀüņØ┤ļŗż.
Fig.┬Ā4
Surface and cross section of 1st and 3rd layer
3.2 ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļō£ ņĖĄņØś ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒
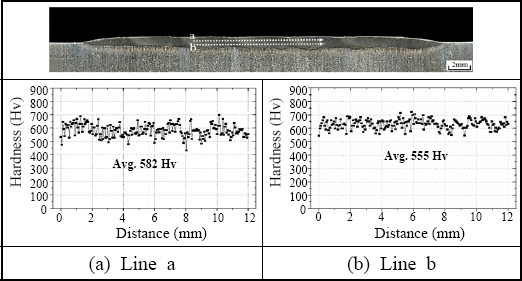
ļĀłņØ┤ņĀĆ ņČ£ļĀź 2ŌĆģkW, ļ╣ö ņØ┤ņåĪņåŹļÅä 3.5ŌĆģmm/s ļ░Å ļČäļ¦É Ļ│ĄĻĖēļ¤ē 5ŌĆģ~ŌĆģ6ŌĆģg/minņØś ņĪ░Ļ▒┤ņŚÉņä£ 20ŌĆģ%ņØś ņżæņ▓®ļźĀļĪ£ ĒśĢņä▒ļÉ£ 1ņĖĄņØś ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļō£ ņĖĄņŚÉ ļīĆĒĢśņŚ¼ ņóģļ░®Ē¢źĻ│╝ ĒÜĪļ░®Ē¢źņ£╝ļĪ£ Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼
Fig. 5ņÖĆ
Fig. 6ņŚÉ ļéśĒāĆļéĖļŗż.
Fig.┬Ā5
Longitudinal hardness distribution of 1st multipass clad layer at 20 % overlapping ratio

Fig.┬Ā6
Transverse hardness distribution of 1st multipass clad layer at 20 % overlapping ratio
ņóģļ░®Ē¢źņØś Ļ▓ĮļÅäļČäĒżļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤, ņ▓½ ļ▓łņ×¼ Ēü┤ļלļō£ ņĖĄņØĖ aļŖö ĒÅēĻĘĀ Ļ▓ĮļÅä Ļ░ÆņØĆ 511ŌĆģHv, 2Ēī©ņŖż ņØ┤ņāüņØś Ēü┤ļלļō£ ņĖĄņØĖ b, c, dļŖö Ļ░üĻ░ü 535ŌĆģHv, 539ŌĆģHv, 540ŌĆģHvļĪ£ ļ¬©ņ×¼ņØś Ļ▓ĮļÅäĻ░ÆņØĖ 220ŌĆģ~ŌĆģ250ŌĆģHv ļ▓öņ£äļ│┤ļŗż ņĢĮ 2ļ░░ ņĀĢļÅä ņāüņŖ╣ĒĢ£ ļåÆņØĆ Ļ▓ĮļÅäĻ░ÆņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņ▓½ ļ▓łņ×¼ Ēü┤ļלļō£ ņĖĄņØĖ aļŖö ļŗżļźĖ Ļ▓ĮļÅäĻ░ÆņŚÉ ļ╣äĒĢśņŚ¼ ņĢĮ 20ŌĆģ~ŌĆģ30ŌĆģHv ļé«ļŗż. ņØ┤ļŖö ņ▓½ ļ▓łņ¦Ė ņĖĄņØś Ļ▓ĮņÜ░ņŚÉļŖö ņØ┤ļ»Ė ĒśĢņä▒ļÉ£ Ēü┤ļלļō£ ņĖĄ ņ£äņŚÉ ņżæņ▓®ļÉśļŖö ļŗżļźĖ ņĖĄĻ│╝ ļŗ¼ļ”¼ ļ¬©ņ×¼ņØś ņÜ®ņ£Ąļ¤ēņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņĢäņä£ ĒؼņäØļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņśĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
ĒÜĪļ░®Ē¢ź Ļ▓ĮļÅäņØś Ļ▓ĮņÜ░ aņÖĆ bņØś ĒÅēĻĘĀ Ļ▓ĮļÅä Ļ░ÆņØĆ Ļ░üĻ░ü 582ŌĆģHv ļ░Å 555ŌĆģHvļĪ£, Ēü┤ļלļō£ ņĖĄ ĒĢśļČĆņŚÉņä£ ĒؼņäØņØś ņśüĒ¢źņ£╝ļĪ£ ņāüļČĆņŚÉ ļ╣äĒĢ┤ Ļ▓ĮļÅä Ļ░ÉņåīĻ░Ć ļŗżņåī ņ׳ņ¦Ćļ¦ī ļåÆņØĆ Ļ▓ĮļÅäĻ░ÆņØä ņ£Āņ¦ĆĒĢśĻ│Ā ņ׳ļŗż. ņżæņ▓®ļÉśļŖö ņśüņŚŁņŚÉņä£ļŖö Ēü┤ļלļō£ ņĖĄņØś ņ×¼ņÜ®ņ£Ą ļ░Å ņ×¼ņØæĻ│ĀļĪ£ ņØĖĒĢ┤ Ļ▓ĮļÅäĻ░Ć ņ”ØĻ░ÉĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļéśĻ│Ā ņ׳ļŗż.
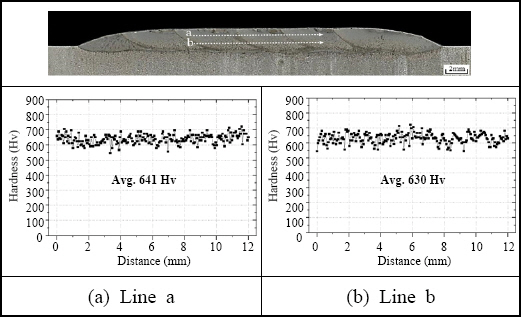
ļÅÖņØ╝ĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ 3ņĖĄĻ╣īņ¦Ć ņĀüņĖĄņŗ£Ēé© Ēü┤ļלļō£ ņĖĄņØś ņóģļ░®Ē¢źĻ│╝ ĒÜĪļ░®Ē¢źņØś Ļ▓ĮļÅäļź╝ ņĖĪņĀĢĒĢśņŚ¼
Fig. 7Ļ│╝
Fig. 8ņŚÉ Ļ░üĻ░ü ļéśĒāĆļéĖļŗż. ļ¬©ļōĀ ņśüņŚŁņŚÉņä£ ĒÅēĻĘĀĻ▓ĮļÅäļŖö 600Hv ņØ┤ņāüņ£╝ļĪ£ ļåÆņØĆ Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż. ļŗżļ¦ī Ļ▓ĮĻ│äļČĆņÖĆ Ļ░ĆĻ╣īņøīņ¦łņłśļĪØ ļ¬©ņ×¼ņÖĆņØś ĒؼņäØņ£╝ļĪ£ ņØĖĒĢ┤ņä£ Ļ▓ĮļÅäĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĒÜĪļ░®Ē¢źņØś Ļ▓ĮņÜ░ņŚÉļŖö Ļ░üĻ░ü 641Hv, 630HvļĪ£ 1ņĖĄņØś ĒÜĪļ░®Ē¢źļ│┤ļŗż ļ¬©ļæÉ ļåÆĻ▓ī ņĖĪņĀĢļÉśņŚłļŗż.
Fig.┬Ā7
Longitudinal hardness distribution of 3rd multipass clad layer at 20 % overlapping ratio
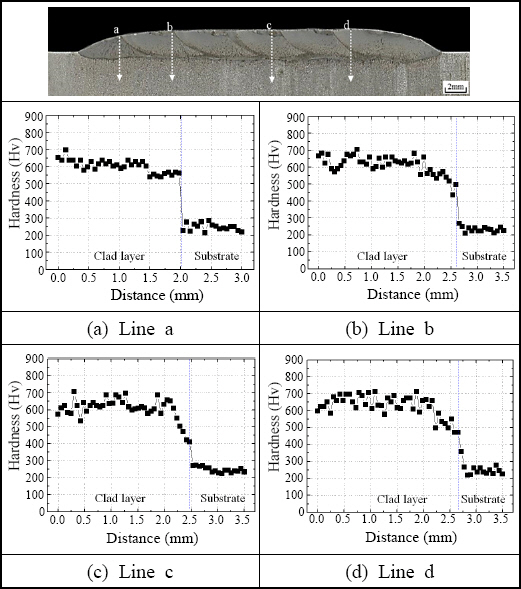
Fig.┬Ā8
Transverse hardness distribution of 3rd multipass clad layer at 20 % overlapping ratio
3.3 Ēü┤ļלļō£ ņĖĄņØś ļ»ĖņäĖņĪ░ņ¦ü ļ░Å ņä▒ļČäļČäĒż
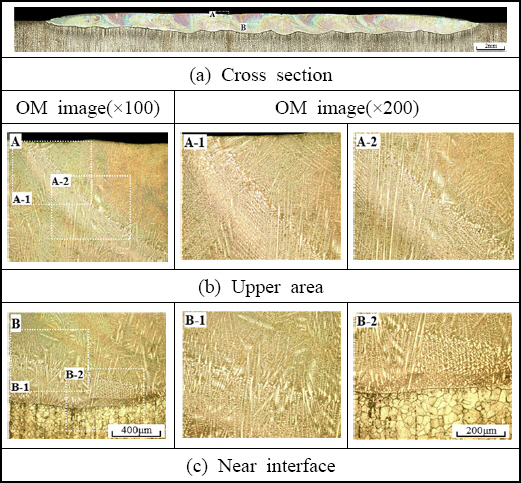
ņżæņ▓®ļźĀ 20ŌĆģ%ņŚÉņä£ ņ¢╗ņ¢┤ņ¦ä 1ņĖĄ ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļō£ ņĖĄņŚÉ ļīĆĒĢ┤ Ļ┤æĒĢÖĒśäļ»ĖĻ▓ĮņØä ņé¼ņÜ®ĒĢśņŚ¼ ņżæņ▓®ļČĆņÖĆ Ļ▓ĮĻ│äļČĆļź╝ Ļ┤Ćņ░░ĒĢśņśĆņ£╝ļ®░,
Fig. 9ņŚÉ ļ»ĖņäĖņĪ░ņ¦ü ņé¼ņ¦äņØä ļéśĒāĆļéĖļŗż. ļ¬©ļōĀ ņśüņŚŁņŚÉņä£ ĻĖ░Ļ│Ą ļ░Å ĻĘĀņŚ┤Ļ│╝ Ļ░ÖņØĆ Ļ▓░ĒĢ©ņØĆ Ļ┤Ćņ░░ļÉśņ¦Ć ņĢŖņĢśļŗż. ņĪ░ņ¦üņØĆ ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ņāüņØä ļéśĒāĆļāłņ£╝ļ®░, ņ×¼ņÜ®ņ£Ą ļ░Å ņ×¼ņØæĻ│ĀļĪ£ ņØĖĒĢ┤ ņżæņ▓®ļČĆ ņśüņŚŁņØ┤ ļæÉļō£ļ¤¼ņ¦ä Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. AņśüņŚŁņØĆ 3ļ▓łņ¦Ė ņżæņ▓®ļČĆņØś ņāüļČĆņÖĆ ņżæņĢÖļČĆļź╝ ĒÖĢļīĆĒĢ£ ņé¼ņ¦äņ£╝ļĪ£, ĒÖĢļīĆĒĢ£ ņé¼ņ¦äņØä ņé┤ĒÄ┤ļ│┤ļ®┤ ņØ┤ļ»Ė ĒśĢņä▒ļÉ£ Ēü┤ļלļō£ ņĖĄņŚÉ ņāłļĪ£ņÜ┤ Ēü┤ļלļō£ ņĖĄņØ┤ ņżæņ▓®ļÉśļ®┤ņä£ ņŻ╝ņāüņĀĢ ĻĄ¼ņĪ░ņØś ņĪ░ļīĆĒĢ£ ņĪ░ņ¦üņØ┤ ļéśĒāĆļé¼ņ£╝ļ®░, ņØ┤ļ¤¼ĒĢ£ ņĪ░ņ¦üņØĆ ņāłļĪ£ņÜ┤ Ēü┤ļלļō£ ņĖĄņŚÉņä£ ļŗżņŗ£ ņ×æņĢäņ¦ä Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. BņśüņŚŁņØĆ ļ¬©ņ×¼ņÖĆ Ēü┤ļלļō£ ņĖĄņØś Ļ▓ĮĻ│äļČĆļĪ£, ņŚ┤ņČĢņĀüņ£╝ļĪ£ ņØĖĒĢ┤ ļ│Ąņ×ĪĒĢ£ Ļ▓░ņĀĢņä▒ņן ļ░®Ē¢ź ļ░Å ņĪ░ļīĆĒĢ┤ņ¦ä ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖļź╝ Ļ┤Ćņ░░ĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā9
Microstructure of Multi-pass clad layer at 20 % overlapping ratio
1ņĖĄ ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļō£ ņĖĄņØś Ēæ£ļ®┤ņŚÉņä£ Ļ╣ŖņØ┤ļ░®Ē¢źņ£╝ļĪ£ EDS ņäĀļČäņäØņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļź╝
Fig. 10ņŚÉ ļéśĒāĆļéĖļŗż. ņ▓½ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄņØĖ aņØś Ļ▓ĮņÜ░ Ļ▓ĮļÅä ļČäĒż Ļ▓░Ļ│╝ņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļŗżļźĖ ņśüņŚŁņØĖ b, c, dņÖĆ ļŗ¼ļ”¼ ļ¬©ņ×¼ņÖĆņØś ĒؼņäØņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ļ¬©ņ×¼ņØś ņŻ╝ņä▒ļČäņØĖ FeĻ░Ć Ļ░Ćņן ļ¦ÄņØ┤ Ļ▓ĆņČ£ļÉśņŚłļŗż. ļśÉĒĢ£ ļ¬©ļōĀ ņśüņŚŁņŚÉņä£ ļ¬©ņ×¼ņÖĆ Ļ░ĆĻ╣īņøīņ¦łņłśļĪØ ĒؼņäØņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ FeĻ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓ĮĒ¢źņØ┤ ļéśĒāĆļé¼ļŗż.
Fig.┬Ā10
EDS line analysis results of 1st multi-pass clad layer at 20 % overlapping ratio
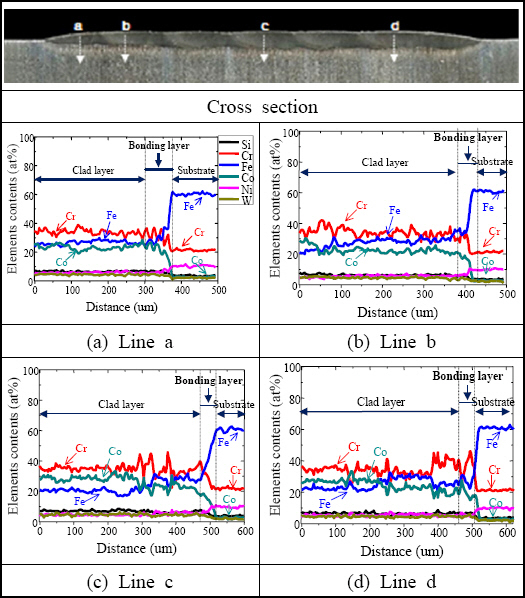
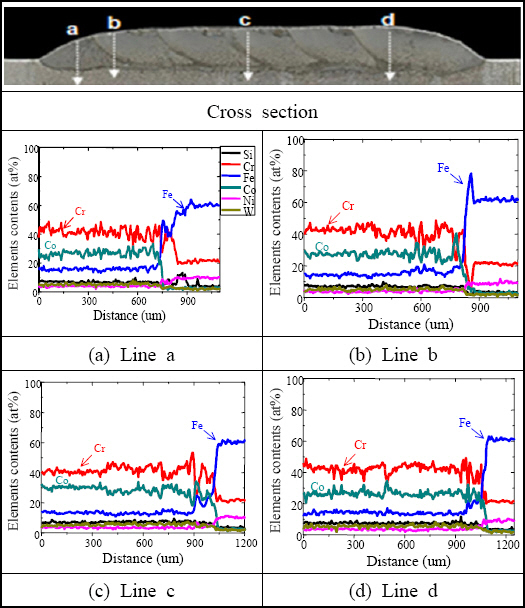
Fig. 11ņŚÉļŖö 3ņĖĄĻ╣īņ¦Ć ņĀüņĖĄļÉ£ Ēü┤ļלļō£ ņĖĄņØś EDS ņäĀļČäņäØ Ļ▓░Ļ│╝ļź╝ ļéśĒāĆļéĖļŗż. ļ¬©ļōĀ ņśüņŚŁņŚÉņä£ ņĀäļ░śņĀüņ£╝ļĪ£ 1ņĖĄ Ēü┤ļלļō£ ņĖĄņØś ņä▒ļČä ļČäĒżņÖĆ ņ£Āņé¼ĒĢ£ Ļ▓ĮĒ¢źņØä ļéśĒāĆļé┤ņ¦Ćļ¦ī, ņĀüņĖĄņŚÉ ņØśĒĢ┤ņä£ ņāüļČĆņŚÉ ĒؼņäØņ£©ņŚÉ Ļ░ÉņåīĒĢśņŚ¼ FeĻ░Ć Ļ░ÉņåīĒĢśĻ│Ā Cr ļ░Å CoņØś ĒĢ©ļ¤ēņØ┤ ņ”ØĻ░ĆĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Fig.┬Ā11
EDS line analysis results of 3rd multi-pass clad layer at 20 % overlapping ratio
1ņĖĄ Ēü┤ļלļō£ņØś ņżæņ▓®ļČĆ ļ░Å Ļ▓ĮĻ│äļČĆ ņä▒ļČä ļČäĒż ĒŖ╣ņä▒ņØä ņóĆ ļŹö ļ®┤ļ░ĆĒ׳ Ļ┤Ćņ░░ĒĢśĻĖ░ ņ£äĒĢ┤ EPMA ļ®┤ļČäņäØņØä ņŗżņŗ£ĒĢśņśĆņ£╝ļ®░, ĻĘĖ Ļ▓░Ļ│╝ļź╝
Fig. 12ņŚÉ ļéśĒāĆļéĖļŗż. ņ▓½ ļ▓łņ¦ĖņÖĆ ļæÉ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄņØś ņČ®ņ▓®ļČĆņØĖ (a)ļź╝ ņé┤ĒÄ┤ļ│┤ļ®┤ CoņÖĆ FeņØś ņä▒ļČä ļČäĒżļź╝ ĒåĄĒĢ┤ ņ▓½ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄĻ│╝ ļæÉ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄņØś ĒؼņäØļźĀ ņ░©ņØ┤ļź╝ ņĢī ņłś ņ׳ļŗż. Ēü┤ļלļö® ļČäļ¦ÉņØś ņŻ╝ņä▒ļČäņØĖ CoņØś Ļ▓ĮņÜ░ ļæÉ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄņŚÉņä£ ļŹö ļ¦ÄņØĆ ņ¢æņØ┤ ļČäĒżĒĢśņśĆļŗż. Fe ņä▒ļČäņØś Ļ▓ĮņÜ░ ļ¬©ņ×¼ņÖĆņØś ĒؼņäØņ£╝ļĪ£ ņ▓½ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄņŚÉņä£ ņ”ØĻ░ĆĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ļśÉĒĢ£ ļ╣ĀļźĖ ļāēĻ░ü ņåŹļÅä ļ░Å ņØæĻ│ĀņåŹļÅäļĪ£ ļČäĒżĻ░Ć ĻĘĀņØ╝ĒĢśņ¦Ć ņĢŖņĢśļŗż. ĻĘĖ ņÖĖ Cr, Ni, W ļ░Å CņØś ņä▒ļČäņØĆ ĒؼņäØļźĀņØś ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ļČäĒżņØś ņ░©ņØ┤ļŖö ņ׳ņŚłņ¦Ćļ¦ī ĻĘĖ ņ░©ņØ┤ļŖö ļ»Ėļ»ĖĒĢśņśĆļŗż.
Fig.┬Ā12
EPMA results of 1st multi-pass clad layer
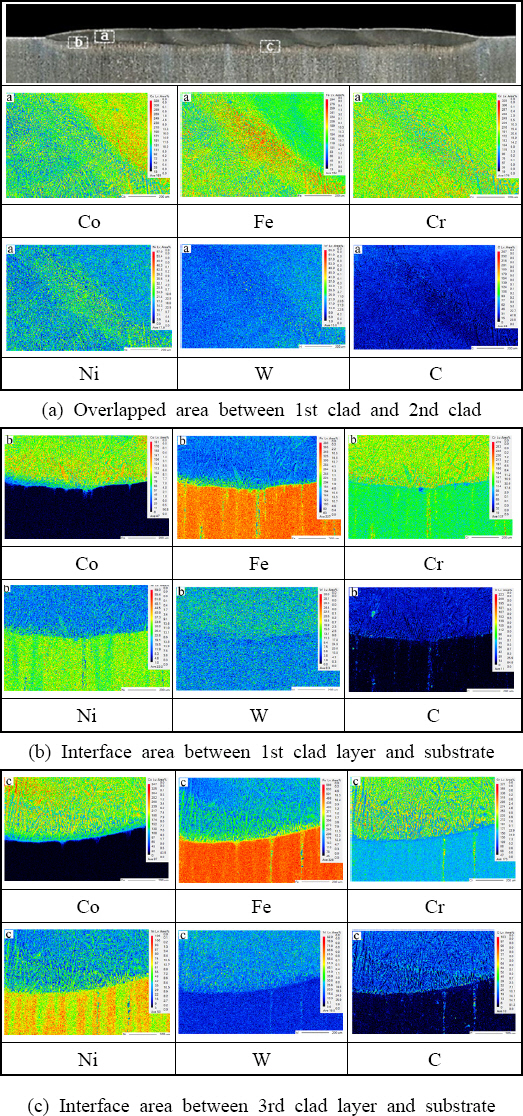
ņżæņ▓®ņŗ£ ļ¬©ņ×¼ņÖĆņØś ĒؼņäØņØ┤ Ļ░Ćņן ļ¦ÄņØ┤ ļ░£ņāØĒ¢łļŹś ņ▓½ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄĻ│╝ ļ¬©ņ×¼ ņé¼ņØ┤ņØś Ļ▓ĮĻ│äļČĆ ņä▒ļČä ļČäĒżņØĖ (b)ļź╝ ļČäņäØĒĢ£ Ļ▓░Ļ│╝, Ēü┤ļלļō£ ņĖĄ ļé┤ņŚÉ CoĻ░Ć Ļ│Āļź┤Ļ▓ī ļČäĒżĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ņŚłņ£╝ļ®░, FeļŖö 32ŌĆģ~ŌĆģ49ŌĆģŃÄøņØś ļæÉĻ╗śļź╝ Ļ░Ćņ¦ä ĒؼņäØņĖĄņŚÉņä£ ĻĖēĻ▓®ĒĢśĻ▓ī Ļ░ÉņåīĒĢśņśĆļŗż. ņäĖ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄĻ│╝ ļ¬©ņ×¼ ņé¼ņØ┤ņØś Ļ▓ĮĻ│äļČĆņØĖ (c)ļŖö (b)ņÖĆ ņ£Āņé¼ĒĢ£ ņä▒ļČä ļČäĒżļź╝ ļéśĒāĆļé┤ņŚłņ£╝ļéś ņāüļīĆņĀüņ£╝ļĪ£ ĒؼņäØņØ┤ Ļ░ÉņåīĒĢśņŚ¼ ļ¬©ņ×¼ņÖĆ Ēü┤ļלļō£ ņĖĄņØś ņä▒ļČä ļČäĒżņØś ņ░©ņØ┤Ļ░Ć ļŹö ļÜ£ļĀĘĒĢ┤ņ¦ä Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
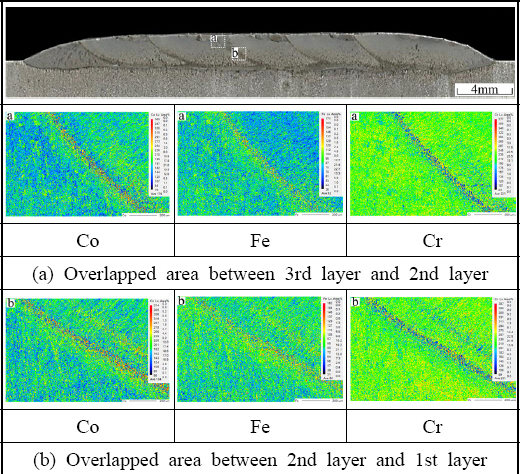
3ņĖĄĻ╣īņ¦Ć ņĀüņĖĄņŗ£Ēé© Ēü┤ļלļō£ ņĖĄņØś ņŻ╝ņÜö ņøÉņåīņŚÉ ļīĆĒĢ£ EPMA ļČäņäØ Ļ▓░Ļ│╝ļź╝
Fig. 13ņŚÉ ļéśĒāĆļéĖļŗż. (a)ļŖö 2ņĖĄ ļ░Å 3ņĖĄņØ┤ ņĀüņĖĄļÉśļŖö ņśüņŚŁņØ┤ļ®░, (b)ļŖö 1ņĖĄĻ│╝ 2ņĖĄņØ┤ ņĀüņĖĄļÉśļŖö ņśüņŚŁņØ┤ļŗż. ļ¬©ļōĀ ņśüņŚŁņŚÉņä£ ņä▒ļČä ņ░©ņØ┤Ļ░Ć ņĖĄĻ│╝ņØś Ļ▓ĮĻ│äļČĆņŚÉņä£ļ¦ī ĻĄ¼ļČäņØ┤ ļÉĀ ļ┐É Ēü░ ņ░©ņØ┤Ļ░Ć ņŚåņØīņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā13
EPMA results of 3rd multi-pass clad layer
4. Ļ▓░ ļĪĀ
ļé┤ņŚ┤Ļ░Ģ SNCrWņŚÉ LC-190 ļČäļ¦ÉņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļö®ņŗ£ ņżæņ▓®ļźĀ ļ░Å ļČäļ¦É Ļ│ĄĻĖēļ¤ēņŚÉ ļö░ļźĖ Ēü┤ļלļō£ ņĖĄņØś ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆņ£╝ļ®░, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1) ļČäļ¦É Ļ│ĄĻĖēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ Ēü┤ļלļō£ ņĖĄņØś ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśņśĆņ¦Ćļ¦ī Ļ│ĄĻĖēļ¤ēņØ┤ ļäłļ¼┤ ļ¦Äņ£╝ļ®┤ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśņśĆĻĖ░ ļĢīļ¼ĖņŚÉ ņĀüņĀłĒĢ£ ļČäļ¦É Ļ│ĄĻĖēļ¤ē ļ░Å ņ×ģņŚ┤ļ¤ēņØś ņĀ£ņ¢┤Ļ░Ć ĒĢäņÜöĒĢśņśĆļŗż.
2) ļĀłņØ┤ņĀĆ ņČ£ļĀź 2ŌĆģkW, ņØ┤ņåĪņåŹļÅä 3.5ŌĆģmm/s, ļČäļ¦ÉĻ│ĄĻĖēļ¤ē 5ŌĆģ~ŌĆģ6ŌĆģg/min, ņżæņ▓®ļźĀ 20%ņØĖ ņĪ░Ļ▒┤ņŚÉņä£ Ēü┤ļלļō£ ņĖĄņØś 1ņĖĄ ļåÆņØ┤ļŖö ņĢĮ 0.7mm ņśĆņ£╝ļ®░, 3ņĖĄĻ╣īņ¦ĆņØś ņĀüņĖĄ ļåÆņØ┤ļŖö ņĢĮ 2.0ŌĆģmm ņśĆļŗż.
3) ļ®ĆĒŗ░Ēī©ņŖż Ēü┤ļלļō£ ņĖĄņØś Ļ▓ĮļÅäļŖö Ēü┤ļלļō£ 1ņĖĄņØś Ļ▓ĮņÜ░ ĒÅēĻĘĀ 511Hv ņØ┤ņāüņ£╝ļĪ£ ļ¬©ņ×¼ļ│┤ļŗż 2ļ░░ ņØ┤ņāü ņāüņŖ╣ĒĢśņśĆņ£╝ļ®░, 3ņĖĄ ņĀüņĖĄņØś Ēü┤ļלļō£ ņĖĄņØĆ ĒÅēĻĘĀ 600Hv ņØ┤ņāüņØś Ļ▓ĮļÅä Ļ░ÆņØä ļéśĒāĆļé┤ņŚłļŗż.
4) Ļ┤æĒĢÖĒśäļ»ĖĻ▓ĮņØä ņØ┤ņÜ®ĒĢśņŚ¼ ļ»ĖņäĖņĪ░ņ¦üņØä Ļ┤Ćņ░░ĒĢ£ Ļ▓░Ļ│╝, ļ¬©ļōĀ ņśüņŚŁņŚÉņä£ ĻĖ░Ļ│Ą ļ░Å ĻĘĀņŚ┤Ļ│╝ Ļ░ÖņØĆ Ļ▓░ĒĢ©ņØĆ ļéśĒāĆļéśņ¦Ć ņĢśņĢśņ£╝ļ®░, ņĪ░ņ¦üņØĆ ļŹ┤ļō£ļØ╝ņØ┤ĒŖĖ ņāüņØä ļéśĒāĆļé┤ņŚłļŗż.
5) EDS ļ░Å EPMA ņä▒ļČä ļČäņäØņØä ĒåĄĒĢ┤ ņ▓½ ļ▓łņ¦Ė Ēü┤ļלļō£ ņĖĄņŚÉņä£ ļ¬©ņ×¼ņÖĆņØś ĒؼņäØņØ┤ Ļ░Ćņן ļ¦ÄņĢśņ£╝ļ®░, ĒؼņäØļźĀņØ┤ Ļ▓ĮļÅä Ļ░ÆņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣£ļŗżļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ĻĘĖ ņÖĖņØś Ēü┤ļלļō£ ņĖĄņŚÉņä£ļŖö ņ░©ņØ┤Ļ░Ć Ēü¼ņ¦Ć ņĢŖņØĆ ņä▒ļČä ļČäĒżļź╝ ļéśĒāĆļé┤ņŚłļŗż.



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



