


1. ņä£ ļĪĀ
IMO(International Maritime Organization)ļŖö ņäĀļ░ĢņØś ņÜ┤ĒĢŁ ņŗ£ ļ░£ņāØĒĢśļŖö ņś©ņŗżĻ░ĆņŖżļź╝ ņĀ£ĒĢ£ĒĢśļŖö ĻĄŁņĀ£ ĻĘ£ņĢĮņØś ņĀ£ņĀĢņØä ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņČöņ¦äĒĢ┤ ņÖöņ£╝ļ®░, 2016ļģä 1ņøö 1ņØ╝ ņØ┤Ēøä Ļ▒┤ņĪ░ļÉśņ¢┤ Emission Control Area(ECA)ļź╝ ņÜ┤ĒĢŁĒĢśļŖö ņäĀļ░ĢņŚÉ ļīĆĒĢ┤ņä£ļŖö ņ¦łņåīņé░ĒÖöļ¼╝(NOx) Tier IIIļź╝ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŗż1). ņØ┤ļŖö ņØ┤ņĀäņŚÉ ņĀüņÜ®ļÉśņŚłļŹś Tier II ĻĖ░ņżĆļ│┤ļŗż 75% Ļ░ÉņČĢļÉ£ Ļ▓āņ£╝ļĪ£ NOxņØś ļ░░ņČ£ņØä ņĪ░ņĀłĒĢśĻĖ░ ņ£äĒĢ£ ņČöĻ░ĆņØś ņןņ╣śļéś LNG ņŚ░ļŻī ņĀüņÜ® ļō▒ņØś ņāłļĪ£ņÜ┤ ļ░®ļ▓ĢņØä ņĀüņÜ®ĒĢśņ¦Ć ņĢŖĻ│Āņä£ļŖö ļ¦īņĪ▒ĒĢśĻĖ░ ņ¢┤ļĀżņÜ┤ ĻĖ░ņżĆņØ┤ļŗż. ECAļŖö ņ┤łĻĖ░ņŚÉ ļČüļ»Ė ņŚ░ņĢł ļ░Å ļ»ĖĻĄŁ ņ╣┤ļ”¼ļĖī ĒĢ┤ņĢłņØ┤ ņ¦ĆņĀĢļÉśņŚłĻ│Ā, ņĄ£ĻĘ╝ņŚÉ ļ░£ĒŖĖĒĢ┤ ļ░Å ļČüĒĢ┤Ļ░Ć ņČöĻ░ĆļÉśņŚłņ£╝ļ®░, ņĀä ņäĖĻ│äņĀüņØĖ ĒÖśĻ▓ĮņśżņŚ╝ņŚÉ ļīĆĒĢ£ Ļ┤Ćņŗ¼ņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ Ē¢źĒøä ņĀÉņ░© ĒÖĢņé░ļÉĀ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż. ĻĘĖļ”¼Ļ│Ā ņäĀļ░ĢņŚÉ ņØśĒĢ£ ņØ╝ļ░śĒĢ┤ņŚŁņŚÉņä£ņØś ĒÖ®ņé░ĒÖöļ¼╝(SOx) ļ░░ņČ£ņØä ĻĘ£ņĀ£ĒĢśļŖö Global Sulphur CapņØś ņŗ£Ē¢ēņØ┤ IMOņØś ĒĢ┤ņ¢æĒÖśĻ▓Įļ│┤ĒśĖņ£äņøÉĒÜī(MEPC) 70ņ░© ĒÜīņØśņŚÉņä£ 2020ļģäņ£╝ļĪ£ ĒÖĢņĀĢļÉśņ¢┤ ņŚ░ļŻīņ£Ā ņżæņØś ņ£ĀĒÖ®ņä▒ļČä ĒĢ©ļ¤ēņØä ĒśäĒ¢ē 3.5%ņŚÉņä£ 0.5%ļĪ£ ņŚäĻ▓®Ē׳ ņĀ£ĒĢ£ĒĢĀ ņśłņĀĢņØ┤ļŗż2). Global Sulphur CapņØĆ SOxņŚÉ ļīĆĒĢ£ Ļ░ĢļĀźĒĢ£ ļ░░ņČ£ĻĘ£ņĀ£ ņĀüņÜ®ņØä ņĀä ņäĖĻ│ä ņØ╝ļ░ś ĒĢ┤ņŚŁņ£╝ļĪ£ ĒÖĢļīĆĒĢśĻ│Ā 400gtĻĖē ņØ┤ņāüņØś ņŗĀņĪ░ņäĀļ┐Éļ¦ī ņĢäļŗłļØ╝ ņÜ┤ĒĢŁņżæņØĖ ĒśäņĪ┤ņäĀņŚÉ ļīĆĒĢ┤ņä£ļÅä ļÅÖņØ╝ĒĢśĻ▓ī ņĀüņÜ®ĒĢśļŖö ĒĢ£ņĖĄ Ļ░ĢĒÖöļÉ£ ĻĘ£ņĀ£ņØ┤ļŗż. ļö░ļØ╝ņä£ IMOļŖö ņĢĮ 70,000ņ▓Ö ņØ┤ņāüņØś ņäĀļ░ĢņØ┤ Ē¢źĒøä Global Sulphur Capņ£╝ļĪ£ ņØĖĒĢ£ ņśüĒ¢źņØä ļ░øņØä Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢśĻ│Ā ņ׳ļŗż3). ņØ┤ļ¤¼ĒĢ£ ļ░░ņČ£ĻĘ£ņĀ£ ĻĘ£ņĀĢņØä ņżĆņłśĒĢśĻĖ░ ņ£äĒĢ┤ ĻĖ░ņĪ┤ņØś ņäĀļ░Ģ ņŚ░ļŻīņ£Āļź╝ ņé¼ņÜ®ĒĢśļ®┤ņä£ SCR (Selective Catalytic Reduction), EGR (Exhaust Gas Re-circulation), SOx Scrubber ļō▒ņØś ņČöĻ░Ć ņןņ╣śļź╝ ņäĀļ░ĢņŚÉ ņĀüņÜ®ĒĢśļŖö ļ░®ļ▓ĢņØä Ļ│ĀļĀżĒĢĀ ņłś ņ׳ņ£╝ļéś, ĻČüĻĘ╣ņĀüņ£╝ļĪ£ļŖö LNG ņŚ░ļŻī ļō▒ņØś ņ╣£ĒÖśĻ▓Į ņŚ░ļŻīļĪ£ ņäĀļ░ĢņØä ņČöņ¦äĒĢśļŖö ļ░®Ē¢źņ£╝ļĪ£ Ļ┤ĆļĀ© ĻĖ░ņłĀņØ┤ ļ░£ņĀäĒĢśĻ│Ā ņŗ£ņןņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ĒÖĢņןļÉĀ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż.
LNG ņŚ░ļŻī ņČöņ¦ä ņäĀļ░ĢņØĆ ņ╣£ĒÖśĻ▓Į ņŚÉļäłņ¦ĆņøÉņØĖ ņ▓£ņŚ░Ļ░ĆņŖżļź╝ ņŻ╝ ņŚ░ļŻīļĪ£ ņÜ┤ĒĢŁĒĢśļŖö ņäĀļ░Ģņ£╝ļĪ£, ņØ┤ļĪĀņĀüņ£╝ļĪ£ ĻĖ░ņĪ┤ ņäĀļ░Ģ ņŚ░ļŻīņØĖ Heavy Fuel Oil(HFO) ļīĆļ╣ä NOxļŖö 80- 90%Ļ╣īņ¦Ć, SOxļŖö 100% Ļ░ÉņåīĻ░Ć Ļ░ĆļŖźĒĢśļ®░, ņś©ņŗżĻ░ĆņŖż ļ░Å ņ£ĀĒĢ┤ Ļ░ĆņŖżņØś ļ░£ņāØņØ┤ ĒśäņĀĆĒĢśĻ▓ī ņżäņ¢┤ļō£ļŖö ņןņĀÉņØ┤ ņ׳ļŗż. ļö░ļØ╝ņä£ Ē¢źĒøä ĒÖśĻ▓ĮĻĘ£ņĀ£ņØś Ļ░ĢĒÖöņÖĆ LNG Ļ░ĆĻ▓® ņČöņØ┤ņŚÉ ļö░ļØ╝ LNG ņŚ░ļŻī ņČöņ¦ä ņäĀļ░ĢņØś ņĀäņ▓┤ ņĀÉņ£Ā ļ╣äņ£©ņØĆ ļŹöņÜ▒ ņ”ØĻ░ĆĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż4). ņäĀļ░ĢņŚÉ LNG ņŚ░ļŻīļź╝ ņĀüņÜ®ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņäĀļ░Ģ ņČöņ¦ä ņŗ£ņŖżĒģ£ņØ┤ LNG ņŚ░ļŻīņŚÉ ļ¦×Ļ▓ī ļ│ĆĻ▓ĮļÉśņ¢┤ņĢ╝ ĒĢ©Ļ│╝ ļÅÖņŗ£ņŚÉ, LNG Fuel TankĻ░Ć ņäĀļ░ĢņŚÉ ņĀüņÜ®ļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż. IGF CodeņŚÉņä£ļŖö ļÅģļ”ĮĒśĢ Tank ĻĄ¼ņĪ░ņØĖ Type A, Type B, Type C ļ░Å Membrane Tankļź╝ LNG Fuel TankņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ļ░®ņĢłņ£╝ļĪ£ ņĀ£ņŗ£ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ ņżæņŚÉņä£ Type C ļÅģļ”ĮĒśĢ TankļŖö ļåÆņØĆ ņ”ØĻĖ░ņĢĢņØä Ļ▓¼ļö£ ņłś ņ׳ļÅäļĪØ ņĢĢļĀźņÜ®ĻĖ░ ņØ┤ļĪĀņŚÉ ņżĆĒĢśņŚ¼ ņäżĻ│äļÉśļ®░ 2ņ░© ļ░®ļ▓ĮņØä ņäżĻ│äĒĢśņ¦Ć ņĢŖņĢäļÅä ļÉ£ļŗż5). ļö░ļØ╝ņä£ ĻĖ░ņĪ┤ ņäĀņ▓┤ĻĄ¼ņĪ░ņŚÉ ļīĆĒĢ£ Ēü░ ļ│ĆĻ▓Į ņŚåņØ┤ ņĀüņÜ® Ļ░ĆļŖźĒĢśļŗżļŖö ņןņĀÉņØ┤ ņ׳ļŗż. ļśÉĒĢ£, -163┬░CņØś ĻĘ╣ņĀĆņś© ĒÖśĻ▓ĮņŚÉņä£ Fuel Tank ļé┤ļČĆņŚÉ LNGņŚ░ļŻīļź╝ ņĢłņĀäĒĢśĻ▓ī ņĀĆņןĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņāüņś© ļ░Å ĻĘ╣ņĀĆņś©ņŚÉņä£ Ļ░ĢļÅäņÖĆ ņČ®Ļ▓® ņØĖņä▒ ļō▒ņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦łņØ┤ ņÜ░ņłśĒĢ£ ņ×¼ļŻīļź╝ ņĀüņÜ®ĒĢ┤ņĢ╝ ĒĢśĻ│Ā, Fuel Tank ņĀ£ņ×æņŚÉ ļīĆĒĢ£ ņāØņé░ņä▒ Ē¢źņāüļÅä ĒĢ©Ļ╗ś Ļ│ĀļĀżļÉśņ¢┤ņĢ╝ ĒĢ£ļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö LNG Fuel TankņØś ņ┤łĻĖ░ ĻĄ¼ņĪ░ ņäżĻ│äļź╝ ņłśĒ¢ēĒĢśĻ│Ā Ļ▓░Ļ│╝ļź╝ Ļ▓ĆĒåĀĒĢśņśĆņ£╝ļ®░, 9% ļŗłņ╝łĻ░Ģ ņåīņ×¼ņØś ņÜ®ņĀæļČĆ ņä▒ļŖź ĒÅēĻ░Ćļź╝ ņ£äĒĢ┤ SMAW(Shielded Metal Arc Welding), SAW(Submerged Arc Welding) ļ░Å FCAW (Flux Cored Arc Welding) ņŗ£ĒÄĖņŚÉ ļīĆĒĢ£ ĻĘ╣ņĀĆņś© Impact Testļź╝ ņłśĒ¢ēĒĢśĻ│Ā Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. ĒŖ╣Ē׳, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ Ļ▓ĆĒåĀļÉ£ tanker ņäĀņóģņŚÉņä£ļŖö ĒÖöļ¼╝ ņĀüņ×¼ļ¤ēņØä ņĄ£ļīĆĒĢ£ ņ£Āņ¦ĆĒĢśļ®┤ņä£ Upper Deck ņāüļŗ©ņŚÉ LNG Fuel Tankļź╝ ļ░░ņ╣śĒĢśņŚ¼ Ļ░Ćņן ĒÜ©ņ£©ņĀüņØĖ Type C ļÅģļ”ĮĒśĢ TankņØś ņĀüņÜ® ņĪ░Ļ▒┤ņØä Ļ│ĀļĀżĒĢśņśĆļŗż.
2. IMO Type C LNG Fuel Tank ņäżĻ│ä
2.1 Principal Dimension of the LNG Fuel Tank
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņĀüņÜ® ņäĀļ░Ģ ļ░Å Ēā▒Ēü¼ ļ░░ņ╣ś ĒŖ╣ņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ Fig. 1Ļ│╝ Ļ░ÖņØ┤ DWT 114,000 MT Aframax tankerņØś Upper Deck ņāüļŗ© ņ£äņ╣śņŚÉ Type C ļÅģļ”ĮĒśĢ Fuel Tankļź╝ ņĀüņÜ®ĒĢśļŖö Ļ▓āņØä Ļ▓ĆĒåĀĒĢśņśĆļŗż. ļīĆņāü ņäĀļ░ĢņØś ņŻ╝ņÜö ņĀ£ņøÉņØĆ Table 1ņŚÉ ņĀĢļ”¼ĒĢśņśĆņ£╝ļ®░, Table 2ņŚÉņä£ļŖö Type C ļÅģļ”ĮĒśĢ LNG Fuel TankņØś ņŻ╝ņÜö ņĀ£ņøÉņØä ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż.

2.2 Design Internal Pressure Calculation
2.2.1 Design Vapour pressure calculation
IGF CodeņŚÉņä£ ņĀ£ņŗ£ĒĢśĻ│Ā ņ׳ļŖö Type C TankņØś ņäżĻ│ä ĻĖ░ņżĆņØĆ ĒīīĻ┤┤ņŚŁĒĢÖĻ│╝ ĻĘĀņŚ┤ņ¦äņĀä ņØ┤ļĪĀņØä ļ░śņśüĒĢśņŚ¼ ņäżĻ│äņłśļ¬ģ ļÅÖņĢłņŚÉ ņ┤łĻĖ░ņØś Ēæ£ļ®┤ Ļ▓░ĒĢ©ņØ┤ TankņØś ņÖĖĒīÉ ļæÉĻ╗śņØś ņĀłļ░ś ņØ┤ņāüņ£╝ļĪ£ ņĀäĒīīļÉśņ¦Ć ņĢŖņØä ļ¦īĒü╝ ļé«ņØĆ ļÅÖņĀü ņØæļĀź(dynamic stress)ņØ┤ ļ░śņśüļÉśņ¢┤ ņ׳ĻĖ░ ļĢīļ¼ĖņŚÉ Type C TankņŚÉņä£ļŖö 2ņ░© ļ░®ļ▓ĮņØ┤ ņČöĻ░ĆļĪ£ ņÜöĻĄ¼ļÉśņ¦Ć ņĢŖļŖöļŗż5,6).
Type C Tank ĻĄ¼ņĪ░ ļé┤ļČĆņŚÉ ņ×æņÜ®ĒĢśļŖö ņäżĻ│äņĢĢļĀź PeqļŖö Vapour pressure P0ņÖĆ Internal liquid pressure (Pgd)maxņØś ņĪ░ĒĢ®ņ£╝ļĪ£ ņĢäļלņÖĆ Ļ░ÖņØ┤ ņĀĢņØśļÉ£ļŗż.
ņŚ¼ĻĖ░ņä£,
Žām: design primary membrane stress
╬öŽāA: allowable dynamic membrane stress
C: Max(h,0.75b,0.45l)
h : height of Tank (dimension in shipŌĆÖs vertical direction) [m]
b: width of Tank (dimension in shipŌĆÖs transverse direction) [m]
l: length of Tank (dimension in shipŌĆÖs longitu- dinal direction) [m]
Žür: the relative density of the cargo
ņāüĻĖ░ Ļ│╝ņĀĢņŚÉ ļö░ļØ╝ņä£ Vapour pressureļŖö 0.36 MPaļĪ£ Ļ│äņé░ļÉśņŚłņ£╝ļéś, IGF CodeņŚÉņä£ Tank design Vapour pressure P0Ļ░Ć MARVS ļ│┤ļŗż ņ×æņ¦Ć ņĢŖņĢäņĢ╝ ĒĢ£ļŗżĻ│Ā ļ¬ģņŗ£ĒĢśĻ│Ā ņ׳ņ£╝ļ»ĆļĪ£ ņäżĻ│ä ĒĢśņżæ Ļ│äņé░ņŚÉļŖö P0ŌĆģ=ŌĆģMARVSŌĆģ= 0.4MPaņØ┤ ņĀüņÜ®ļÉśņŚłļŗż6).
2.2.2 Internal liquid pressure calculation
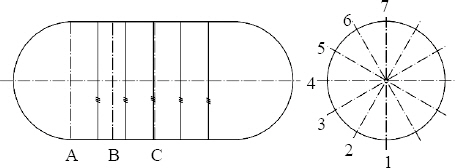
LNG Fuel Tank ņÖĖĒīÉņŚÉ ņ×æņÜ®ĒĢśļŖö ļé┤ļČĆ ņĢĢļĀźņŚÉ ļīĆĒĢ£ ņČ®ļČäĒĢ£ ĻĄ¼ņĪ░ Ļ░ĢļÅäļź╝ Ļ▓Ćņ”ØĒĢśĻĖ░ ņ£äĒĢ┤ Fig. 2ņÖĆ Ļ░ÖņØ┤ ņ£äņ╣śļź╝ ņäĀņĀĢĒĢśņŚ¼ Ļ░ü ņ£äņ╣ś ļ│ä Design internal pressureļź╝ Ļ│äņé░ĒĢśņśĆļŗż.
ņäĀļ░Ģ ņÜ┤ļÅÖņŚÉ ļö░ļźĖ Ļ░ĆņåŹļÅäņŚÉ ņØśĒĢ┤ Tank ļé┤ļČĆ LNG FuelņØś ļ¼┤Ļ▓ī ņżæņŗ¼ņØä ĻĖ░ņżĆņ£╝ļĪ£ Internal liquid pressureĻ░Ć ļ░£ņāØĒĢ£ļŗż. IGF CodeņŚÉņä£ļŖö Internal liquid pressure Ļ░ÆņØĖ Pgdļź╝ ņżæļĀź(gravity)Ļ│╝ ļÅÖņĀü Ļ░ĆņåŹļÅä(dynamic ac- celeration)ļź╝ ņĪ░ĒĢ®ĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņĀĢņØśĒĢśĻ│Ā ņ׳ļŗż.
ņŚ¼ĻĖ░ņä£,
╬▒╬▓: dimensionless acceleration, resulting from gravitational and dynamic loads in an arbitrary direction ╬▓
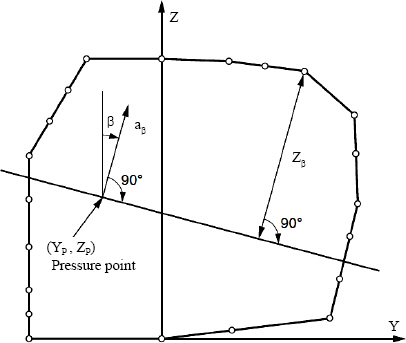
Z╬▓: largest liquid height (m) above the point where the pressure is to be determined measured from the Tank shell in the ╬▓ direction
Tank ļé┤ļČĆņØś ĒŖ╣ņĀĢ ņ£äņ╣śņŚÉņä£ Max. Internal liquid pressureļź╝ Ļ│äņé░ĒĢśĻĖ░ ņ£äĒĢ┤ Fig. 3Ļ│╝ Ļ░ÖņØ┤ ņ×äņØśņØś ļ░®Ē¢ź ╬▓ņŚÉ ļīĆĒĢ┤ ļ¼┤ņ░©ņøÉ Ļ░ĆņåŹļÅä ╬▒╬▓Ļ░ÆņØ┤ ņé░ņČ£ļÉśņ¢┤ņĢ╝ ĒĢśļ®░, ņäżĻ│ä ņłśļæÉ ZļŖö Fig. 4ņÖĆ Ļ░ÖņØ┤ Ļ│äņé░ļÉĀ ņłś ņ׳ļŗż.
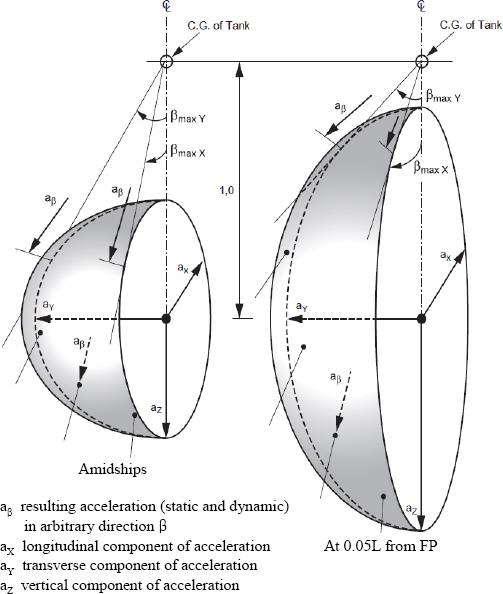
ļ¼┤ņ░©ņøÉ Ļ░ĆņåŹļÅä ╬▒╬▓ļŖö ļČüļīĆņä£ņ¢æ Ēīī(North Atlantic Wave)ņŚÉ ļīĆĒĢ£ 10-8ĒÖĢļźĀ ĻĖ░ņżĆ(probability level)ņ£╝ļĪ£ ņäĀļ░Ģ ņÜ┤ļÅÖņŚÉ ņØśĒĢ£ Ļ░ü ļ░®Ē¢ź ļ│ä Ļ░ĆņåŹļÅä ņä▒ļČäņØä ņĀĢņØśĒĢśĻ│Ā ņ׳ļŖö IGC CodeņŚÉ ļö░ļØ╝ņä£ ļŗżņØīĻ│╝ Ļ░ÖņØ┤ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż7).
Vertical acceleration :
Transverse acceleration :
Longitudinal acceleration :
ņŚ¼ĻĖ░ņä£,
L0: length of the ship for determination of scantlings as defined in recognized standards [m]
CB: block coefficient
B: greatest moulded breadth of the ship [m]
x: longitudinal distance from amidships to the center of gravity [m]
y: transverse distance from centerline to the center of gravity [m]
z: vertical distance from the shipŌĆÖs actual water- line to the center of gravity [m]
K: 1 in general loading conditions and hull forms
V: service speed [knots]
IGC CodeņŚÉ ļö░ļØ╝ Ļ│äņé░ļÉ£ Ļ░ü ļ░®Ē¢ź ļ│ä ļ¼┤ņ░©ņøÉ Ļ░ĆņåŹļÅä Ļ│äņé░ Ļ▓░Ļ│╝ļŖö Table 3Ļ│╝ Ļ░Öļŗż.
2.3 Rule Scantling of Shell Thickness
Type C Tank ņäżĻ│äņŚÉ ļīĆĒĢ£ ņäĀĻĖē ĻĘ£ņĀĢņØĆ ASME Boiler and Pressure Vessel Codeļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ļŗżņØīĻ│╝ Ļ░ÖņØ┤ BV ņäĀĻĖēĻĘ£ņĀĢņØä ņĀüņÜ®ĒĢśņŚ¼ Ļ│äņé░ļÉ£ ņäżĻ│äņĢĢļĀźņŚÉ ļīĆĒĢ£ ļČĆņ×¼ņ╣śņłś Ļ│äņé░ņØä ņłśĒ¢ēĒĢśņśĆļŗż8).
2.3.1 Scantling for the cylindrical shells
ņŚ¼ĻĖ░ņä£,
p: design pressure [MPa]
D: inside diameter of vessel [mm]
Rm,20: minimum tensile strength at ambient temperature(20┬░C)
RS,MIN,T = Min (ReH,Rp,0.2) at design temperature T
SA: Average stress to produce creep rupture in 100,000 hours at the design temperature T
A : Safety factor
e : Efficiency of welded joint
2.3.2 Scantling for the dished heads
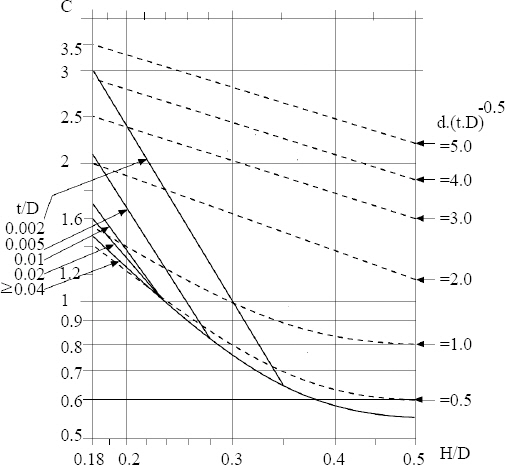
Type C TankņØś Dished head plate thicknessļź╝ Ļ│äņé░ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ BV ņäĀĻĖēĻĘ£ņĀĢņØä ļŗżņØīĻ│╝ Ļ░ÖņØ┤ ņĀüņÜ®ĒĢśņśĆļŗż8).
ņŚ¼ĻĖ░ņä£ CļŖö dished head ĒśĢņāüņŚÉ ļīĆĒĢ┤ H/DņÖĆ t/DņØś ĒĢ©ņłśļĪ£ ņĀĢņØśļÉśļŖö shape factorļĪ£ ļŗżņØīņØś Fig. 5ņÖĆ Ļ░Öļŗż.
2.3.3 Scantling for the stiffening rings
BV ņäĀĻĖēĻĘ£ņĀĢņŚÉļŖö LNG Fuel Tank ļé┤ļČĆņØś stiffening ring ļČĆņ×¼ ņ╣śņłś ņé░ņĀĢņŚÉ Ļ┤ĆĒĢ£ ļ│äļÅäņØś ĻĖ░ņżĆņØ┤ ņĀĢņØśļÉśņ¦Ć ņĢŖņĢä DNVGL ņäĀĻĖēĻĘ£ņĀĢņØä ņĀüņÜ®ĒĢśņśĆļŗż. DNVGL ņäĀĻĖēĻĘ£ņĀĢņŚÉņä£ļŖö pressure vesselņØś stiffening ring ļŗ©ļ®┤ņŚÉ ļīĆĒĢ£ rule Ļ┤Ćņä▒ļ¬©ļ®śĒŖĖ(moment of inertia) IXņÖĆ Ļ┤Ćņä▒ļ¬©ļ®śĒŖĖ Ļ│äņé░ņŚÉ ĻĖ░ņŚ¼ĒĢśļŖö ņÖĖĒīÉņØś ĒŚłņÜ® ĻĖĖņØ┤(permissible length) LSļź╝ ņĢäļלņÖĆ Ļ░ÖņØ┤ ņĀ£ņŗ£ĒĢśĻ│Ā ņ׳ļŗż9).
ņŚ¼ĻĖ░ņä£,
D: outside diameter [mm]
Ped: external design pressure [MPa]
L: effective length between stiffeners [mm]
DS: diameter to the neutral axis of stiffener [mm]
E: modulus of elasticity at room temperature [N/mm2]
t: thickness of plate, exclusive of corrosion allo- wance [mm]
2.4 3-D FE Analysis
ņäĀĻĖē ĻĘ£ņĀĢņŚÉ ņØśĒĢ┤ Ļ│äņé░ļÉ£ LNG Fuel TankņØś ņÖĖĒīÉ ļČĆņ×¼ņÖĆ ļé┤ļČĆ ĻĄ¼ņĪ░ ļČĆņ×¼ņŚÉ ļīĆĒĢ£ ĻĄ¼ņĪ░ ņĢłņĀäņä▒ņØä ĒÖĢļ│┤ĒĢśĻĖ░ ņ£äĒĢ┤ 3-D F.E. Analysisļź╝ ņłśĒ¢ēĒĢśĻ│Ā ņØæļĀź ĒÅēĻ░Ć Ļ▓░Ļ│╝ļź╝ ņ┤łĻĖ░ ņäżĻ│äņŚÉ ļ░śņśüĒĢśņśĆļŗż. ĻĄ¼ņĪ░ ĒĢ┤ņäØņØĆ ļ▓öņÜ® ĒĢ┤ņäØ ĒöäļĪ£ĻĘĖļשņØĖ MSC.Patran / MSC.Nastran softwareĻ░Ć ņĀüņÜ®ļÉśņŚłļŗż.
ĒĢ┤ņäØņØś ņĀĢļÅä Ē¢źņāüņØä ņ£äĒĢ┤ Cylindrical Shell FE ModelņØä ņøÉņŻ╝ ļ░®Ē¢źņ£╝ļĪ£ 6╦Ü Ļ░äĻ▓®ņ£╝ļĪ£ Meshļź╝ ļČäĒĢĀĒĢśņśĆļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ ĒĢ┤ņäØņØä ņ£äĒĢ┤ ņ×æņä▒ļÉ£ FE ModelņØś Element numberļŖö 3,828ņØ┤Ļ│Ā, Node numberļŖö 3,528 ņØ┤ļ®░, ĒĢ┤ņäØņŚÉ ņĀüņÜ®ļÉ£ ForceņÖĆ Length ļŗ©ņ£äļŖö Ļ░üĻ░ü N, mm ņØ┤ļŗż.
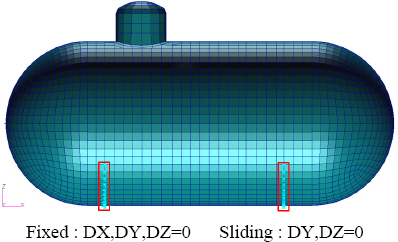
2.4.1 FE Model and Boundary Conditions
ļ│Ė ļģ╝ļ¼ĖņŚÉ ņĀüņÜ®ļÉ£ ļŗ©ņØ╝ ņŗżļ”░ļŹö ĒśĢĒā£ņØś Type C LNG Fuel TankļŖö Fixed supportņÖĆ Sliding supportņŚÉ ņØśĒĢ┤ ņäĀņ▓┤ ĻĄ¼ņĪ░ņŚÉ ņ¦Ćņ¦ĆļÉ£ļŗż. ļö░ļØ╝ņä£ Support ņ£äņ╣śņŚÉņä£ FE modelņŚÉ ļ│Ćņ£ä ĻĄ¼ņåŹ ņĪ░Ļ▒┤(Nodal displacement constraint condition)ņØä ņĀüņÜ®ĒĢśņŚ¼ ņäĀņ▓┤ ĻĄ¼ņĪ░ļź╝ ņāØļץĒĢśĻ│Ā SupportņŚÉņä£ņØś ĒĢśņżæņĀäļŗ¼ ĒÜ©Ļ│╝ļź╝ FE AnalysisņŚÉ ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŗż. Fig. 6Ļ│╝ Ļ░ÖņØ┤ Fixed support ņ£äņ╣śļŖö DX, DY, DZ ļ│Ćņ£ä ĻĄ¼ņåŹ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśņśĆĻ│Ā, Sliding support ņ£äņ╣śņŚÉļŖö DY, DZ ļ│Ćņ£ä ĻĄ¼ņåŹ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśņśĆļŗż.
2.4.2 Loading Conditions
FE Analysis ņłśĒ¢ēņØä ņ£äĒĢ┤ Type C LNG Fuel TankņØś ĻĄ¼ņĪ░ ļČĆņ×¼ņŚÉ ņ×æņÜ®ĒĢśļŖö ņØæļĀźņØ┤ ņĄ£ļīĆĻ░Ć ļÉśļŖö ņĪ░Ļ▒┤ļōż(Most Severe Condition)ņØä ņäĀĻĖē ĻĘ£ņĀĢ, ņ░ĖĻ│Ā ļ¼ĖĒŚī ļ░Å IGC Codeļź╝ ĒåĄĒĢ┤ņä£ Table 4ņÖĆ Ļ░ÖņØ┤ ņäĀņĀĢĒĢśņśĆļŗż5,7-9).
Table┬Ā4
Loading conditions
ņØæļĀź ĒÅēĻ░Ćļź╝ ņ£äĒĢ£ Allowable Stress ŽāAll ļŖö BV ņäĀĻĖē ĻĘ£ņĀĢ ļ░Å IGC CodeņŚÉ ļö░ļØ╝ ļŗżņØīņØś Table 5ņÖĆ Ļ░ÖņØ┤ ņĀüņÜ®ļÉśņŚłļŗż.
2.4.3 Analysis Results
LC1 - LC4ņØś Load CaseņŚÉ ļīĆĒĢ┤ LNG Fuel TankņŚÉ ļīĆĒĢ£ 3-D F.E. Analysisļź╝ ņłśĒ¢ēĒĢśĻ│Ā ņ┤łĻĖ░ Rule ScantlingņØä ņĀüņÜ®ĒĢ£ ĻĄ¼ņĪ░ņŚÉ ļīĆĒĢ£ ņØæļĀźĒÅēĻ░Ćļź╝ ņłśĒ¢ēĒĢśņśĆļŗż.
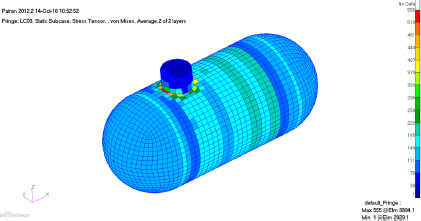
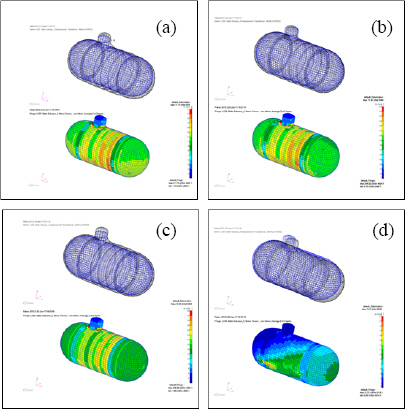
ņ┤łĻĖ░ ĒĢ┤ņäØ Ļ▓░Ļ│╝ņŚÉņä£ļŖö Fig. 7Ļ│╝ Ļ░ÖņØ┤ Tank Dome ĒĢśļČĆņÖĆ Tank Support ņ£äņ╣śņŚÉņä£ ĻĄŁļČĆņĀüņ£╝ļĪ£ ņØæļĀźņØ┤ ļåÆĻ▓ī ļČäĒżĒĢśĻ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļŖö ĻĄ¼ņĪ░ ļČłņŚ░ņåŹ ļČĆņŚÉņä£ ņØæļĀźņ¦æņżæ ĒśäņāüņØ┤ ļ░£ņāØĒĢśĻ│Ā, Tank Support ņ£äņ╣śņŚÉņä£ Design PressureņÖĆ Tank ņ×ÉņżæņŚÉ ņØśĒĢ£ Reaction forceĻ░Ć ņżæņ▓®ļÉśņ¢┤ ņ×æņÜ®ĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļö░ļØ╝ņä£ Dome ņŚ░Ļ▓░ļČĆņÖĆ Tank Support ņØĖņĀæ ĻĄ¼ņĪ░ļČĆņ×¼ļź╝ ņżæņŗ¼ņ£╝ļĪ£ ņČöĻ░Ć ļ│┤Ļ░ĢņØä ņĀüņÜ®ĒĢśĻ│Ā ļ░śļ│Ą ĻĄ¼ņĪ░ĒĢ┤ņäØ Ļ▓Ćņ”ØņØä ĒåĄĒĢ┤ ĻĄŁļČĆņĀüņØĖ ņØæļĀź ņ¦æņżæ ņŚåņØ┤ ĻĘĀļō▒ĒĢśĻ▓ī ņØæļĀźņØ┤ ļČäĒżļÉśļŖö Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ņŚłļŗż. ļŗżņØīņØś Fig. 8ņŚÉņä£ļŖö Ļ░ü Load CaseņŚÉ ļīĆĒĢ£ Type C LNG Fuel TankņØś Deformed ShapeņÖĆ Von- Mises Stress ņĄ£ņóģ Ļ▓░Ļ│╝ļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. Design Vapour pressureņØś 1.5ļ░░ļź╝ ņäżĻ│äĒĢśņżæņ£╝ļĪ£ ņĀüņÜ®ĒĢśļŖö LC3ņØś Hydro Tank Test conditionņŚÉņä£ ņĄ£ļīĆ ņØæļĀźņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļéś, ņĄ£ņóģ ĒĢ┤ņäØ Ļ▓░Ļ│╝ļŖö ļ¬©ļōĀ Load CaseņŚÉņä£ ĒŚłņÜ®ņØæļĀź ĻĖ░ņżĆņØä ļ¦īņĪ▒ĒĢśĻ│Ā ņ׳ņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
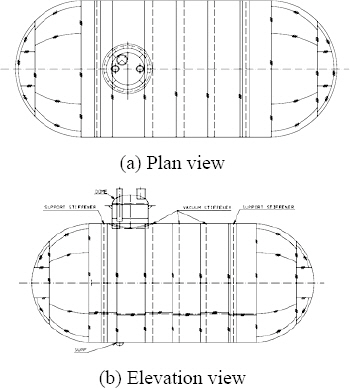
ļ│Ė ņŚ░ĻĄ¼ Ļ▓░Ļ│╝ļź╝ ļ░öĒāĢņ£╝ļĪ£ Type C LNG Fuel Tankļź╝ Ļ░£ļ░£ĒĢśņśĆņ£╝ļ®░, Fuel Tank ĻĄ¼ņĪ░ ĒśĢņāüņØĆ Fig. 9ņÖĆ Ļ░Öļŗż.
3. 9%ļŗłņ╝łĻ░Ģ ņÜ®ņĀæļČĆ ņä▒ļŖź ĒÅēĻ░Ć
3.1 9%ļŗłņ╝łĻ░ĢņØś ņÜ®ņĀæ ņŗ£Ļ│Ą
9%ļŗłņ╝łĻ░ĢņØĆ 1944ļģäņŚÉ ļ»ĖĻĄŁņØś INCOņé¼(International Nickel Co. Ltd.)ņŚÉ ņØśĒĢ┤ ņĄ£ņ┤łļĪ£ Ļ░£ļ░£ļÉ£ Ļ░ĢļÅäĻ░Ć ļåÆĻ│Ā ņÜ®ņĀæņä▒ņØ┤ ņÜ░ņłśĒĢ£ Ļ░Ģņ×¼ļĪ£ņä£, 1956ļģäņŚÉ ASTM ĻĘ£Ļ▓®ņ£╝ļĪ£ ņĀ£ņĀĢļÉśņŚłņ£╝ļ®░, ĒŖ╣Ē׳ ĻĘ╣ņĀĆņś©ņŚÉņä£ņØś ņČ®Ļ▓®ņØĖņä▒ņØ┤ ņÜ░ņłśĒĢśņŚ¼ LNG Tank ņåīņ×¼ļĪ£ ļäÉļ”¼ ņĀüņÜ®ļÉśņ¢┤ ņÖöļŗż10).
Table 6ņŚÉņä£ļŖö Ļ░ü ļéśļØ╝ņŚÉņä£ ņĀüņÜ®ņżæņØĖ 9%ļŗłņ╝łĻ░ĢņØś ĻĘ£Ļ▓®Ļ│╝ ņŻ╝ņÜöņä▒ļČä ļ▓öņ£äļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ņØ╝ļ░śņĀüņ£╝ļĪ£, ļŗłņ╝łņØ┤ ņĀĆņś© ņØĖņä▒ņØä ņ”ØĻ░Ćņŗ£ĒéżļŖö ņØ┤ņ£ĀļŖö Ļ▓░ņĀĢļ”ĮņØä ļ»ĖņäĖĒÖöņŗ£ĒéżĻ│Ā ņĪ░ņ¦üņØä ņĢłņĀĢĒÖöņŗ£ņ╝£ņä£ ņŚ░ņä▒-ņĘ©ņä▒ ņ▓£ņØ┤ņś©ļÅä(Ductile Brittle Transition Temperature)ļź╝ ņĀĆĒĢśņŗ£Ēéżļ®░, ĻĘ╣ņĀĆņś©ņŚÉņä£ Cross-SlipņØ┤ ņל ņØ╝ņ¢┤ļéśĻ▓ī ĒĢśņŚ¼ ļ▓ĮĻ░£ĒīīĻ┤┤(Cleavage fracture)ļ│┤ļŗż ņåīņä▒ļ│ĆĒśĢņØ┤ ļ©╝ņĀĆ ļ░£ņāØĒĢśļÅäļĪØ ņ£ĀļÅäĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļ┐Éļ¦ī ņĢäļŗłļØ╝ ļŗłņ╝łĻ░ĢņØĆ ņĀĆņś©ņØĖņä▒ņØä Ļ░Éņåīņŗ£ĒéżļŖö C, P, SņØś ĒĢ©ņ£Āļ¤ēņØä ļŗłņ╝łņä▒ļČäņ£╝ļĪ£ ļīĆņ▓┤ĒĢśņŚ¼ ņĀĆņś©ņØĖņä▒ņŚÉ ļīĆĒĢ£ Ļ▒┤ņĀäņä▒ņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż11).
Table┬Ā6
Chemical compositions of 9% Ni steel (wt%)12)
9%ļŗłņ╝łĻ░ĢņØś ņÜ®ņĀæņŚÉļŖö Shielded Metal Arc Welding (SMAW) ņÖĆ Submerged Arc Welding (SAW) ļ░®ļ▓ĢņØ┤ ņŻ╝ļĪ£ ņĀüņÜ®ļÉśĻ│Ā ņ׳ņ£╝ļ®░, Flux Cored Arc Welding (FCAW)ņ×¼ļŻīļÅä Ļ░£ļ░£ļÉśņŚłņ£╝ļéś ņĢäņ¦ü ņŗż ĻĄ¼ņĪ░ļ¼╝ņŚÉ ņĀüņÜ®ļÉ£ ņé¼ļĪĆļŖö Ļ▒░ņØś ņŚåļŗż. ĻĄŁļé┤ņŚÉņä£ļŖö ņ£Īņāü LNG Storage Tank ņĀ£ņ×æ Ļ│╝ņĀĢņŚÉņä£ SAWļź╝ ņé¼ņÜ®ĒĢśļŖö ņØ╝ļČĆņØś ņłśĒÅēņÜ®ņĀæļČĆņ£äļź╝ ņĀ£ņÖĖĒĢśĻ│ĀļŖö ļīĆļČĆļČäņØ┤ SMAWļ¦īņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŖö ņŗżņĀĢņØ┤ļŗż13).
SMAW ņÜ®ņĀæņØĆ ņÜ®Ļ░Ćņ×¼ņØś ņŚ░ņåŹņĀüņØĖ Ļ│ĄĻĖēņØ┤ ļČłĻ░ĆļŖźĒĢśņŚ¼ ņÜ®ņĀæ ĒÜ©ņ£©ņØ┤ ņĀĆĒĢśļÉśĻ│Ā, ņ×öļ┤ēņØ┤ ļé©Ļ▓ī ļÉśņ¢┤ ņŗ£Ļ│Ąļ╣äņÜ®ņØ┤ ņ”ØĻ░ĆĒĢśļŖö ļŗ©ņĀÉņØ┤ ņ׳ļŗż. ļ░śļ®┤ FCAW ņÜ®ņĀæņØĆ ņÜ®Ļ░Ćņ×¼ņØś ņŚ░ņåŹņĀüņØĖ Ļ│ĄĻĖēņØ┤ Ļ░ĆļŖźĒĢśļ®░, Fig. 10ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņÜ®ņ░®ĒÜ©ņ£©ņØ┤ SMAW ņÜ®ņĀæņŚÉ ļ╣äĒĢśņŚ¼ ņĢĮ 30% ņØ┤ņāü ļåÆņĢä ņāØņé░ņä▒ņØä Ē¢źņāü ņŗ£Ēé¼ ņłś ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż.

ļ│Ė ļģ╝ļ¼ĖņŚÉ ņĀüņÜ®ļÉ£ 9% ļŗłņ╝łĻ░Ģ ņŗ£ĒŚśĒÄĖņØś ļæÉĻ╗śļŖö LNG Fuel Tank ņ┤łĻĖ░ ņäżĻ│ä Ļ▓░Ļ│╝ļź╝ ļ░śņśüĒĢśņŚ¼ 20.0 mmĻ░Ć ņäĀņĀĢļÉśņŚłļŗż.
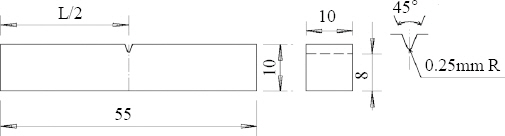
Ļ░ü ņÜ®ņĀæ ņŗ£Ļ│Ą ļ░®ļ▓ĢņŚÉ ļīĆĒĢ£ ņŗ£ĒŚśĒÄĖ ņé¼ņØ┤ņ”łļŖö Fig. 11Ļ│╝ Ļ░ÖņØ┤ 100 mm X 300 mm ņØ┤ļ®░, ņĢäļלļ│┤ĻĖ░ ņÜ®ņĀæņ£╝ļĪ£ ņÜ®ņĀæ Ļ░£ņäĀĒśĢņāüņØĆ V ĒśĢņāü, Ļ░£ņäĀĻ░üņØĆ 60ļÅäĻ░Ć ņĀüņÜ®ļÉśņŚłļŗż.

ļ│Ė ļģ╝ļ¼ĖņŚÉ ņĀüņÜ®ļÉ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØĆ Table 7Ļ│╝ Ļ░Öņ£╝ļ®░, Table 8ņØĆ ņÜ®Ļ░Ćņ×¼ņŚÉ ļīĆĒĢ┤ mill test certificateņŚÉ ļ¬ģņŗ£ļÉ£ ĒÖöĒĢÖņĪ░ņä▒ ņä▒ļČäņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż.
3.2 ņÜ®ņĀæ ņŗ£Ļ│Ą ļ░®ļ▓ĢņŚÉ ļö░ļźĖ Impact Test Ļ▓░Ļ│╝ Ļ▓ĆĒåĀ
Impact TestļŖö ņČ®Ļ▓®ļĀźņŚÉ ļīĆĒĢ£ ņĀĆĒĢŁņØä ņĖĪņĀĢĒĢśļŖö Ļ▓āņ£╝ļĪ£, ņŗ£ĒŚśĒÄĖņŚÉ ņČ®Ļ▓®ĒĢśņżæņØä Ļ░ĆĒĢśņŚ¼ ĒīīĻ┤┤ĒĢśĻ│Ā ņŗ£ĒŚśĒÄĖņØ┤ ĒīīĻ┤┤ļÉĀ ļĢī ĒØĪņłśļÉśļŖö ņŚÉļäłņ¦ĆņØś Ēü¼ĻĖ░ļź╝ ĻĄ¼ĒĢśņŚ¼ ņ×¼ļŻīņØś ņØĖņä▒ņØä ņĖĪņĀĢĒĢśļŖö ņŗ£ĒŚśņØ┤ļŗż.
ņÜ®ņĀæ ņŗ£Ļ│Ą ļ░®ļ▓ĢņŚÉ ļö░ļźĖ ĻĘ╣ņĀĆņś© ĒÖśĻ▓ĮņŚÉņä£ņØś ņČ®Ļ▓® ņØĖņä▒ņØä ļ╣äĻĄÉĒĢśĻĖ░ ņ£äĒĢ┤ FCAW, SAW, SMAWļź╝ ņĀüņÜ®ĒĢśņŚ¼ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. ļśÉĒĢ£, ņäĀĻĖē ĻĘ£ņĀĢņŚÉ ļö░ļØ╝ -196┬░C ņś©ļÅäņĪ░Ļ▒┤ņŚÉņä£ Impact Testļź╝ ņłśĒ¢ēĒĢśĻ│Ā Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢśņśĆļŗż. TestņŚÉ ņĀüņÜ®ļÉ£ Impact Test ņŗ£ĒÄĖņØś ĒśĢņāüņØĆ Fig. 12ņÖĆ Ļ░Öņ£╝ļ®░ Table 9ņŚÉļŖö ĻĘ╣ņĀĆņś© ĒÖśĻ▓ĮņŚÉņä£ ņłśĒ¢ēļÉ£ Impact Test Ļ▓░Ļ│╝ļź╝ ņĀĢļ”¼ĒĢśņśĆļŗż.
Table┬Ā9
Charpy V-notch impact test results at -196┬░C15)
| Welding process | Location | Impact energy [J] | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | Average | ||
| FCAW | Weld metal | 72 | 72 | 75 | 73.0 |
| F.L. | 89 | 98 | 99 | 95.3 | |
| F.L. + 2mm | 155 | 168 | 176 | 166.3 | |
| SAW | Weld Metal | 92 | 109 | 106 | 102.3 |
| F.L. | 96 | 92 | 89 | 92.3 | |
| F.L. + 2mm | 167 | 168 | 176 | 170.3 | |
| SMAW | Weld Metal | 83.5 | 84.9 | - | 84.2 |
| F.L. | 100.5 | 98.7 | - | 99.6 | |
| F.L. + 2mm | 140.1 | 138.5 | - | 139.3 | |
| BV & DNVGL requirement16,17) | - | - | - | 34 | |
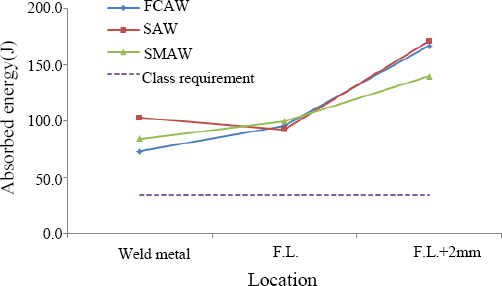
Weld Metal(ņÜ®ņĀæĻĖłņåŹ), Fusion Line(ņÜ®ņ£ĄņäĀ), Fusion Line+2mm ņ£äņ╣śņØś ļģĖņ╣śņŚÉ ļīĆĒĢ£ Impact TestĻ░Ć ņłśĒ¢ēļÉśņŚłņ£╝ļ®░, FCAWņÖĆ SMAWļŖö Weld MetalņØś Average Impact EnergyĻ░Ć Ļ░Ćņן ļé«ņØĆ Ļ▓░Ļ│╝ļź╝ ļ│┤ņśĆļŗż.
SAWņŚÉņä£ļŖö F.L.ņŚÉņä£ ņĄ£ņåīĻ░ÆņØä ļéśĒāĆļé┤ņŚłņ£╝ļéś, Fig. 13ņŚÉņä£ ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļō»ņØ┤ Impact Energy Ļ▓░Ļ│╝ļŖö ļ¬©ļōĀ ņÜ®ņĀæ ņŗ£Ļ│ĄņŚÉņä£ ņäĀĻĖē ĻĘ£ņĀĢņŚÉņä£ ņĀ£ņŗ£ĒĢśļŖö ĻĖ░ņżĆņØĖ 34JņØä 2ļ░░ ņØ┤ņāüņ£╝ļĪ£ Ēü¼Ļ▓ī ļ¦īņĪ▒ĒĢśņśĆļŗż. ļö░ļØ╝ņä£ 9% ļŗłņ╝łĻ░ĢņØś ņÜ®ņĀæņŚÉ ĻĖ░ņĪ┤ņŚÉ ņĀüņÜ®ĒĢ┤ ņÖöļŹś SAW, SMAW ņÜ®ņĀæ ņŗ£Ļ│ĄņŚÉ ņČöĻ░ĆĒĢśņŚ¼ FCAW ņÜ®ņĀæņŗ£Ļ│ĄļÅä ņČ®ļČäĒ׳ ņĀüņÜ® Ļ░ĆļŖźĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
3.3 FCAW ņĀüņÜ®ņä▒ņŚÉ ļīĆĒĢ£ ņČöĻ░Ć Ļ▓ĆĒåĀ
9% ļŗłņ╝łĻ░ĢņŚÉ ņé¼ņÜ®ļÉśļŖö Ļ│ĀNiĻ│ä ņÜ®ņĀæņ×¼ļŻīļŖö 9% ļŗłņ╝łĻ░ĢņŚÉ ļ╣äĒĢśņŚ¼ ņ£ĄņĀÉņØ┤ 150┬░C ņĀĢļÅä ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņ×ģļ¤ēņØ┤ ņ×æņĢä ņÜ®ņ×ģļČłļ¤ēņØä ņØ╝ņ£╝ĒéżĻĖ░ ņē¼ņÜ░ļ®░, ņĀÉņä▒ņØ┤ Ļ░ĢĒĢśņŚ¼ ļ╣äļō£Ļ░Ć ņל ĒŹ╝ņ¦Ćņ¦Ć ņĢŖļŖö ĒŖ╣ņä▒ Ļ░Ćņ¦Ćļ»ĆļĪ£ ņÜ®ņĀæ ņŗ£Ļ│Ąņāü ļ¦ÄņØĆ ņŻ╝ņØśĻ░Ć ĒĢäņÜöĒĢśļŗż11).
ņÜ®ņĀæ ņĪ░Ļ▒┤ ņżæ Ļ░£ņäĀĻ░üņØ┤ ņČĢņåīļÉśļ®┤ Ļ░£ņäĀļ®┤ņØś ņÜ®ņ×ģņØ┤ ņ¢ĢņĢäņ¦ł Ļ░ĆļŖźņä▒ņØ┤ ļåÆņ£╝ļ®░, ĒŖ╣Ē׳ ņÜ®ņ×ģņØ┤ ņĢĮĒĢ£ ļŗłņ╝łĒĢ®ĻĖłņØś Ļ▓ĮņÜ░ Ļ░£ņäĀĻ░ü ņČĢņåīņŚÉ ļö░ļØ╝ Ļ░£ņäĀļ®┤ņŚÉņä£ ņÜ®ņ×ģļČĆņĪ▒ņØ┤ ļ░£ņāØĒĢĀ Ļ░ĆļŖźņä▒ņØ┤ ņ׳ļŗż.
9% ļŗłņ╝łĻ░Ģ FCAW ņĀüņÜ®ņŚÉ ļīĆĒĢ£ Ļ░£ņäĀĻ░ü ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņÜ®ņĀæ Ļ░£ņäĀļ®┤ņØś Ļ▒┤ņĀäņä▒ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░£ņäĀĻ░üņØä Ļ░üĻ░ü 60ļÅä, 35ļÅäļĪ£ ņĀüņÜ®ĒĢśņŚ¼ Bending Test Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĻ▓ĆĒåĀ ĒĢśņśĆļŗż.
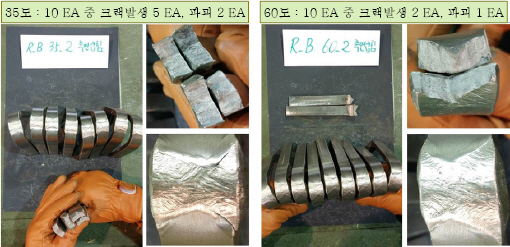
Table 10 ļ░Å Fig. 14ņŚÉņä£ ļ│╝ ņłś ņ׳ļō»ņØ┤, Ļ░£ņäĀĻ░ü 60ļÅäņØś Ļ▓ĮņÜ░ 10Ļ░£ņØś ņŗ£ĒÄĖ ņżæ 2Ļ░£ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░, 1Ļ░£Ļ░Ć ĒīīĻ┤┤ļÉśņŚłļŗż.
Table┬Ā10
Bending test results
| Groove angle | Cracked specimens(EA) | Fractured specimens(EA) | Total specimens(EA) |
|---|---|---|---|
| 60┬░ | 2 | 1 | 10 |
| 35┬░ | 5 | 2 | 10 |
Ļ░£ņäĀĻ░ü 35ļÅäņØś Ļ▓ĮņÜ░, 10Ļ░£ņØś ņŗ£ĒÄĖ ņżæ 5Ļ░£ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ļ░£ņāØĒĢśņśĆņ£╝ļ®░, 2Ļ░£Ļ░Ć ĒīīĻ┤┤ļÉśņŚłļŗż. ļö░ļØ╝ņä£ Ļ░£ņäĀĻ░üņØ┤ ņóüņĢäņ¦ÉņŚÉ ļö░ļØ╝ Ļ░£ņäĀļ®┤ņŚÉņä£ ĻĘĀņŚ┤ņØ┤ ļŹö ļ¦ÄņØ┤ ļ░£ņāØĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
Bending Test Ļ▓░Ļ│╝ļź╝ ļČäņäØĒĢśĻĖ░ ņ£äĒĢ┤ Ļ░£ņäĀĻ░ü 35ļÅäņÖĆ 60ļÅäņØś ņ┤łņĖĄ ņÜ®ņĀæ Ēøä ļ¦łĒü¼ļĪ£ ļŗ©ļ®┤ņØä ĒÖĢņØĖĒĢśņśĆļŗż. Fig. 15ņŚÉņä£ ļéśĒāĆļé£ ļ░öņÖĆ Ļ░ÖņØ┤ Ļ░£ņäĀĻ░ü 35ļÅä ņĪ░Ļ▒┤ņØś Ļ▓ĮņÜ░ ņØ╝ļČĆ ņŗ£ĒÄĖņŚÉņä£ Root ļČĆņØś ņÜ®ņ×ģļČĆņĪ▒ņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ņØ┤ļĪ£ ņØĖĒĢ┤ Ļ░ĆņÜ░ņ¦Ģ Ļ╣ŖņØ┤ ļ░Å ĒÅŁņØä ļŹö ļŖśļ”¼ļŖö ņČöĻ░Ć ņ×æņŚģņØś ņ”ØĻ░ĆĻ░Ć ņÜöĻĄ¼ļÉśļ»ĆļĪ£ Ļ░£ņäĀĻ░ü ņČĢņåīļĪ£ ņØĖĒĢ£ ņāØņé░ņä▒ Ē¢źņāü ĒÜ©Ļ│╝ļŖö Ēü¼ņ¦Ć ņĢŖņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
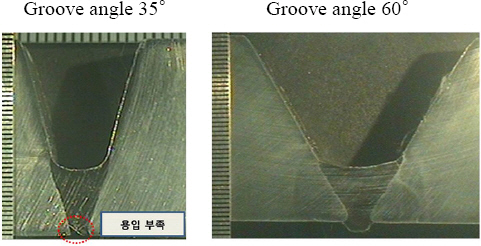
ļ░śļ®┤ņŚÉ Ļ░£ņäĀĻ░ü 60ļÅä ņĪ░Ļ▒┤ņŚÉņä£ļŖö Fig. 15ņÖĆ Ļ░ÖņØ┤ ņĢłņĀĢņĀüņ£╝ļĪ£ ņÜ®ņ×ģņØ┤ ļÉśņ¢┤ ņ׳ļŖö ņāüĒā£ļź╝ ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņäĀļ░ĢņÜ® LNG Fuel Tank ņĀüņÜ®ņØä ņ£äĒĢ┤ IMO Type C independent TankņØś ņäżĻ│ä ņ┤łĻĖ░ļŗ©Ļ│äņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ļČĆņ×¼ņ╣śņłś Ļ│äņé░ ļ░®ļ▓Ģ ļ░Å ĻĄ¼ņĪ░ĒĢ┤ņäØņØä ĒåĄĒĢ£ ĻĄ¼ņĪ░ ņĢłņĀäņä▒ ĒÅēĻ░Ćļ░®ļ▓ĢņØä Ļ▓ĆĒåĀĒĢśņśĆĻ│Ā, LNG Fuel Tank ņĀ£ņ×æ ļŗ©Ļ│äņŚÉņä£ 9%ļŗłņ╝łĻ░Ģ ņåīņ×¼ņŚÉ ņĀüņÜ® Ļ░ĆļŖźĒĢ£ ņÜ®ņĀæ ņŗ£Ļ│Ąļ░®ļ▓ĢņŚÉ ļīĆĒĢ┤ ņÜ®ņĀæļČĆ ņä▒ļŖźņØä ĒÅēĻ░ĆĒĢśņśĆļŗż.
ņäĀļ░ĢņÜ® LNG Fuel Tank ņ┤łĻĖ░ ņäżĻ│äļź╝ ņ£äĒĢ┤ņä£ IGF Code ļ░Å IGC CodeņŚÉ ņĀĢņØśļÉ£ Tank ļé┤ļČĆ ņäżĻ│äņĢĢļĀźĻ│╝ ņäĀĻĖēĻĘ£ņĀĢņŚÉ ņØśĒĢ£ ņĢĢļĀźņÜ®ĻĖ░ ņäżĻ│ä ĻĖ░ņżĆņØä ņĀüņÜ®ĒĢśņŚ¼ ņ┤łĻĖ░ ļČĆņ×¼ ņ╣śņłśļź╝ ņé░ņĀĢĒĢśņśĆļŗż. ļśÉĒĢ£, 3-D FE Analysisļź╝ ĒåĄĒĢ┤ LNG Fuel TankņØś ĻĄ¼ņĪ░ ļČĆņ×¼ņŚÉ ņ×æņÜ®ĒĢśļŖö ņØæļĀźņØ┤ ņĄ£ļīĆĻ░Ć ļÉśļŖö ConditionņØä ĻĄ¼ĒśäĒĢśĻ│Ā, ĻĄ¼ņĪ░ ļČłņŚ░ņåŹ ļČĆ ļ░Å Support ņ£äņ╣śņŚÉ ļīĆĒĢ£ ņČöĻ░Ćļ│┤Ļ░ĢņØä ņĀüņÜ®ĒĢśņŚ¼ ĻĄ¼ņĪ░ ņĢłņĀäņä▒ņØä ĒÖĢļ│┤ĒĢĀ ņłś ņ׳ļŗż.
9%ļŗłņ╝łĻ░ĢņØś SMAW, SAW, FCAW ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ ĻĘ╣ņĀĆņś© ĒÖśĻ▓ĮņŚÉņä£ Impact Testļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. Weld metalņŚÉņä£ņØś Average Impact Energy Ļ▓░Ļ│╝ļŖö SAWĻ░Ć ņäĀĻĖē ĻĖ░ņżĆ ļīĆļ╣ä 301%ļĪ£ Ļ░Ćņן ļåÆņĢśĻ│Ā, SMAWļŖö 248%, FCAWļŖö 215% ļåÆņØĆ Ļ▓░Ļ│╝ļź╝ ļ│┤ņśĆņ£╝ļ®░, 3Ļ░Ćņ¦Ć ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ Fusion Line ļ░Å Fusion Line + 2mmņŚÉņä£ ņĖĪņĀĢļÉ£ Ļ▓░Ļ│╝ļÅä ļ¬©ļæÉ ņäĀĻĖēņØś ņĀĆņś©ņØĖņä▒ ĻĖ░ņżĆņØä Ēü¼Ļ▓ī ļ¦īņĪ▒ĒĢśņśĆļŗż.
ļö░ļØ╝ņä£ ņ¦ĆĻĖłĻ╣īņ¦Ć 9%ļŗłņ╝łĻ░ĢņØä ņĀüņÜ®ĒĢ£ LNG Tank ņĀ£ņ×æņØä ņ£äĒĢ┤ SMAW, SAWņÜ®ņĀæņØ┤ ņŻ╝ļĪ£ ņĀüņÜ®ļÉśņ¢┤ ņÖöņ£╝ļéś, ņāüļīĆņĀüņ£╝ļĪ£ ņāØņé░ņä▒ņØ┤ ļåÆņØĆ FCAWņÜ®ņĀæ ĻĖ░ļ▓ĢļÅä ņĀüņÜ®ņØ┤ Ļ░ĆļŖźĒĢ©ņØä ņŗżĒŚśĻ▓░Ļ│╝ļĪ£ļČĆĒä░ ĒÖĢņØĖĒĢśņśĆļŗż.
9%ļŗłņ╝łĻ░ĢņØś FCAWņÜ®ņĀæņŚÉņä£ Ļ░£ņäĀĻ░ü ņČĢņåīļĪ£ ņØĖĒĢ£ ņāØņé░ņä▒ ņ”ØļīĆ ĒÜ©Ļ│╝ļŖö ņÜ®ņ×ģļČĆņĪ▒ ĒĢ┤Ļ▓░ņØä ņ£äĒĢ£ ņČöĻ░Ć Ļ│ĄņĀĢņØś ņ”ØĻ░ĆļĪ£ ņØĖĒĢ┤ Ēü¼ņ¦Ć ņĢŖņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśļéś, Ē¢źĒøä ņāØņé░ņä▒ Ē¢źņāüņØä ņ£äĒĢ£ ļŗżņ¢æĒĢ£ ņäĀĒ¢ēņŚ░ĻĄ¼ļź╝ ĒåĄĒĢ┤ 9%ļŗłņ╝łĻ░ĢņŚÉ ļīĆĒĢ£ FCAWņÜ®ņĀæņØä ĒÖĢļīĆ ņĀüņÜ®ĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



