1. Introduction
Lithium-ion batteries have attracted attention as a solution for environmental pollution and fossil fuel depletion due to their benefits of light weight, high energy density, high power density, and long cycle life. A lithium-ion battery consists of a cathode, an anode, an electrolyte, and a separator. In particular, the cathode and anode are important elements that determine the energy and power densities of the battery
1-2). Therefore, many studies have been conducted to improve battery performance in the electrode manufacturing process and to address the existing problems with the battery processing process. As for studies related to battery performance improvement, Li et al.
3) improved the power density by forming the coating layer of carbon and GdPO4 on LiFePO
4 and thereby increasing the ion diffusion rate. Lee et al.
4) cut electrodes using a laser to complement the shortcomings of the existing electrode cutting process. They compared cutting characteristics between compressed and uncompressed electrodes, and reported that compressed electrodes are more favorable for obtaining a uniform cutting width when electrodes are cut using a laser.
In recent years, many processes, such as cutting, welding, heat treatment, and surface processing, have been successfully replaced with laser
5-9). Laser is used for non-contact processing. They require low maintenance cost and can reduce the contamination of workpieces. They also enable micro-scale processing and can easily process complex geometry. Moreover, laser can process sensitive materials, such as plastics, glass, and thin films, with minimal deformation
10,13).
In this study, electrode structuring was performed using a laser to improve the power density of the lithium-ion battery. A problem with the existing electrode structure is that applying a thick coat of an active material to increase the energy density decreases the power density and, conversely, applying a thin coat of the active material to increase the power density decreases the energy density and accelerates the discharge of the battery. To overcome these limitations of the electrode structure, three-dimensional electrodes have been proposed. In a previous study, laser structuring was performed using femtosecond-laser, picosecond-laser, and nanosecond- laser pulses on LiFePO
4 electrodes, and the formed grooves and battery performances were compared
14). As the pulse duration was shorter, the aspect ratio of the structured electrode increased. As the aspect ratio increased, an increase in power density was reported in the battery performance test. In a previous study, however, only the influence of the pulse duration was observed and information on changes according to the laser power was not provided. In addition, the femtosecond laser, which has a small thermal effect and is favorable for selectively removing materials, is still an expensive device
10). Therefore, this study was conducted as a basic study to fabricate a high-power battery by forming geometric shapes on the electrode surface using the nanosecond laser, which requires lower investment cost than the femtosecond laser. Using nanosecond laser, the influence of the laser power was observed through the ablation width, ablation depth, and aspect ratio. In addition, the removal amount and the removal rate of active material were analyzed.
2. Experimental Materials and Methods
2.1 Material
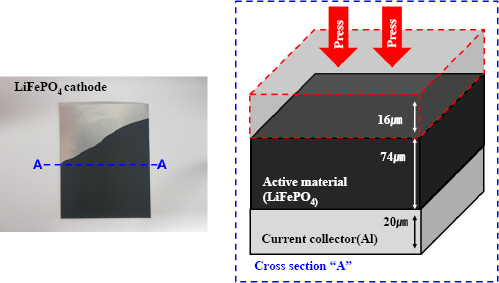
Fig. 1 shows the photograph of the electrode used in the experiment and the schematic of its cut surface. The electrode was fabricated in a dry room where the room temperature was 20┬░C and the dew point was maintained at -40┬░C or less.
Table 1 shows detailed information on the electrode. The slurry used for the electrode was prepared by mixing LiFePO
4 (active material), polyvinylidene fluoride (binder), and Super P (conducting agent) at a mass fraction ratio of 8:1:1. The prepared slurry with a thickness of 90 ╬╝m was coated only on one side on 20 ╬╝m aluminum foil to make an electrode with the one-side sandwich structure. It was subjected to primary drying in an oven at 120┬░C for two hours and the electrode was compressed by performing calendaring to create an electrode with a total thickness of 94 ╬╝m. Finally, secondary drying was performed at 120┬░C for 24 hours.
Fig.┬Ā1
Image of electrode used for the experiments
Table┬Ā1
Information of electrode used for the experiments
|
Classification |
Information |
|
Structure |
One-side sandwich |
|
Active material |
LiFePO4 (8) |
|
Binder |
Polyvinylidene fluoride (1) |
|
Conducting agent |
Super P (1) |
|
Active electrode thickness |
90 ╬╝m ŌåÆ 74 ╬╝m |
|
Current collector |
Aluminum Foil |
|
Current collector thickness |
20 ╬╝m |
2.2 Laser processing
The ytterbium pulsed fiber laser (YLPM-1-4x200-20-20, IPG) used for electrode structuring had a maximum average power of 20 W and a wavelength of 1,064 nm. It could also change the pulse duration from 4 to 200 ns. Its M2 value was 1.5. The experiment was simplified by only changing the average power among various laser processing parameters. The average power was increased by 2 W from 1 to 19 W.
2.3 Analysis method
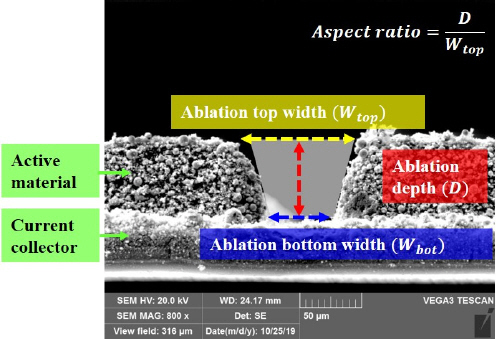
Fig. 3 shows a scanning electron microscope (SEM) image captured after laser irradiation on the electrode. The ablation top width (
Wtop), ablation bottom width (
Wbot), and ablation depth (D) were defined to analyze the geometric change of the electrode. The ablation top width is the top width of the groove formed when the active material was removed by laser processing on the electrode. The ablation bottom width is the bottom width of the groove formed when the active material was removed by laser processing on the electrode, and the ablation depth is the depth of the groove formed when the active material was removed by laser processing on the electrode. The aspect ratio was calculated using the measured ablation top width and ablation depth.
Fig.┬Ā2
Schematic of the nanosecond laser for laser structuring of electrode
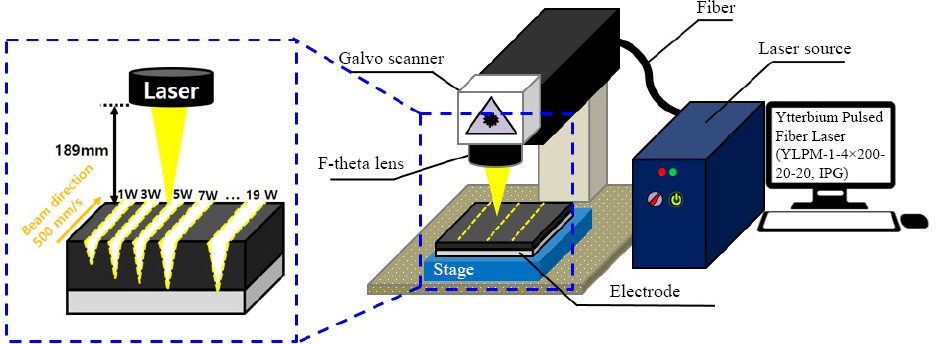
Fig.┬Ā3
Measurement method of the ablation top width, ablation bottom width, ablation depth
3. Experiment Results and Discussion
3.1 Ablation width and Ablation depth
Fig. 4 shows the SEM images of the electrode after laser processing. As can be seen from the figure, as the laser power increased, both the ablation width and ablation depth increased. The top view (
Fig. 4(a)) shows that the depth of the groove generated in the active material layer increased and reached the surface of the current collector as the laser power increased, but the Al foil with the active material completely removed was not observed.
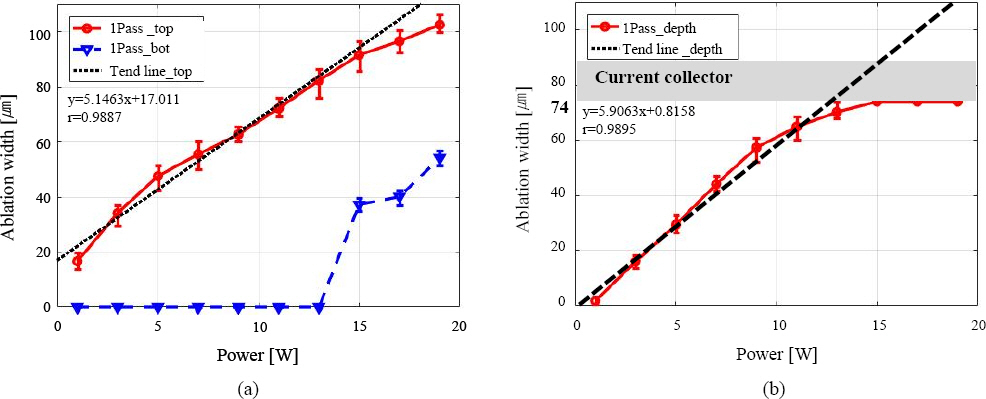
Fig. 5 shows the ablation width and ablation depth measurements according to the laser power.
Fig. 5(a) shows that the ablation top width linearly increased as the laser power increased. The largest width of approximately 102 ╬╝m was observed when the power was 19 W. The ablation bottom width, on the other hand, was not formed until 13 W, and it was formed from 15 W as most of the active material was removed.
Fig. 5(b) shows that the ablation depth linearly increased as the laser power increased. It increased more rapidly compared to the ablation width, but it no longer increased after the coated active material was removed to the surface of the current collector. For a more accurate comparison, the trend lines and correlation coefficients (╬│) of the ablation width and ablation depth were calculated through regression analysis. As the ablation depth no longer increased due to the complete removal of the active material from 13 W of the laser power, only the data before the complete removal of the active material were used for the regression analysis. As shown in
Fig. 5, the trend line slope of the ablation width was 5.1643 and that of the ablation depth was 5.9063, indicating that the slope of the ablation depth increased more rapidly.
Fig.┬Ā4
SEM image of the electrode after laser structuring in 1pass (a) Top view (b) Cross section view
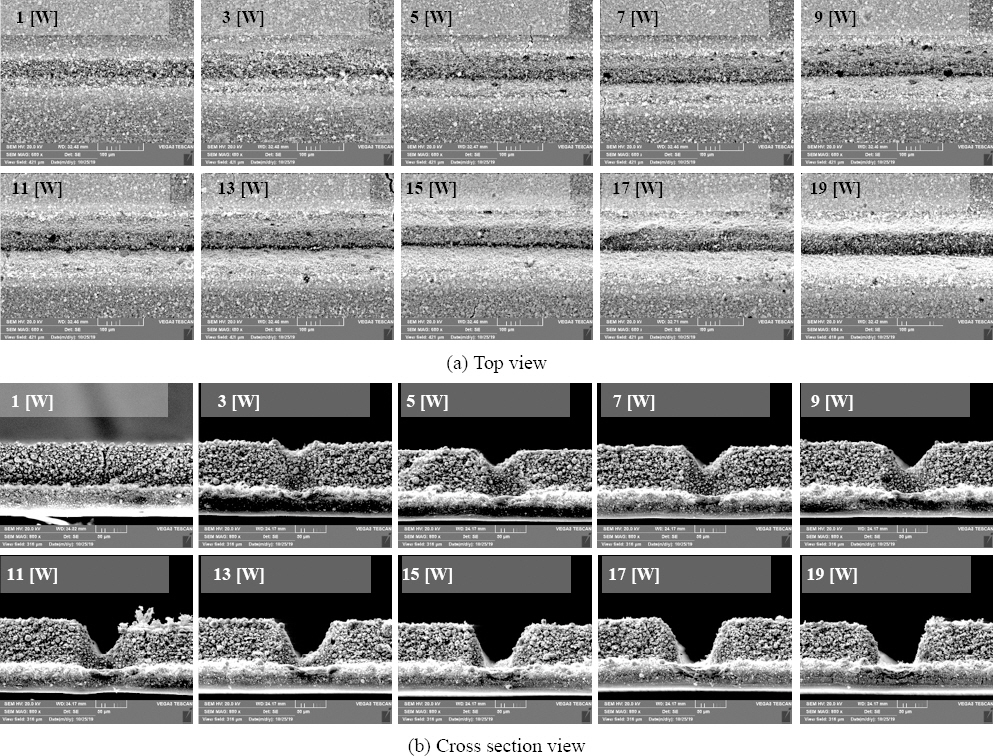
Fig.┬Ā5
(a) Ablation width and (b) ablation depth depending on power at 1pass
3.2 Aspect ratio
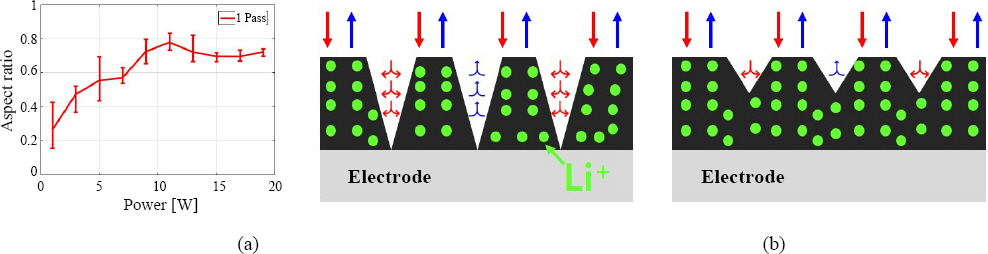
Fig. 6(a) shows the aspect ratio results according to the laser power calculated using the above ablation top width and ablation depth measurements. For structured electrodes, the aspect ratio of the formed groove is important because the electrode with a relatively higher aspect ratio has an increased surface area that can react electrochemically when grooves with the same width are formed. Consequently, an increase in the diffusion path of L
+ is favorable for the high-speed charging and discharging of the battery (
Fig. 6(b))
14). After laser irradiation, the aspect ratio of the groove formed in the electrode sharply increased as the power increased from 1 to 11 W, and it gradually decreased from 13 W. This is because the ablation top width increased with almost the same slope as the power increased from 1 to 19 W, but the ablation depth no longer increased after 13 W despite its relatively rapid increase when the power increased from 1 to 13 W. In addition, the aspect ratio was highest (approximately 0.77) when the power was 11 W.
Fig.┬Ā6
(a) Aspect ratio of structured-electrodes depending on laser power and (b) comparison of Li+ diffusion path in high and low aspect ratio groove in structured-electrodes
3.3 Removal amount and Removal rate of active material
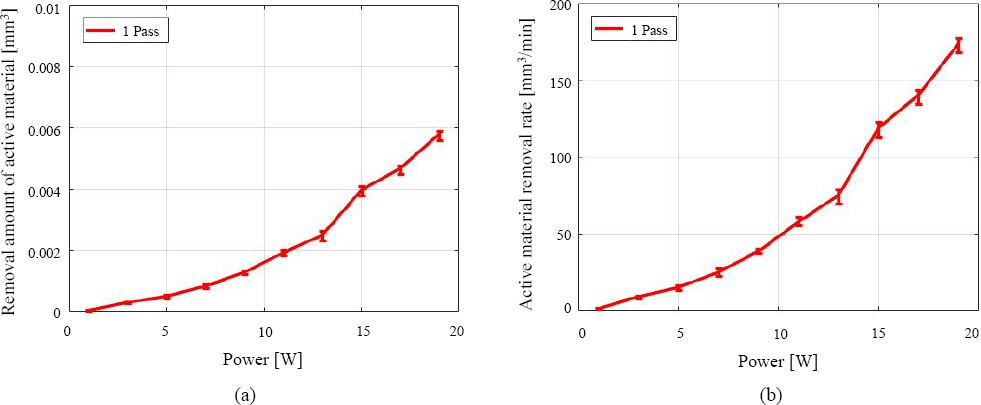
Fig. 7 shows the removal amount of active material and the active material removal rate after the laser structuring process of the electrode. The amount of the active material of the electrode is closely related to the energy density of the battery. This is because the energy density of the battery increases as the amount of the active material increases. Laser structuring of the electrode, however, is a method for increasing the power density by partially removing the active material and thereby causing electrochemical reaction on a larger surface. Therefore, the removal amount of active material needs to be analyzed, and further optimization is required. In addition, it is necessary to analyze the active material removal rate to determine the efficiency of the processing process. The removal amount of active material per unit volume and the removal rate per minute were calculated using equations (1) and (2).
Fig.┬Ā7
(a) Removal amount and (b) removal rate of active material depending on power
The removal amount of active material per unit length (1 mm) was calculated using the measured ablation top width (
Wtop), ablation bottom width (
Wbot), and ablation depth (D) as shown in equation (1). The active material removal rate was calculated using the ablation top width (
Wtop), ablation bottom width (
Wbot), ablation depth (D), and scanning speed (╬Į) as shown in equation (2).
Fig. 7(a) shows that the removal amount of active material increased as the laser power increased. It slowly increased as the power increased from 1 to 13 W, and then relatively sharply increased after 15 W. This appears to be because multiple reflections actively occurred from 15 W as most of the active material was removed and the laser beam reflected from the Al foil increased.
Fig. 7(b) shows the active material removal rate per minute. The active material removal rate per minute increased as the laser power increased. Therefore, the efficiency of the laser structuring process increased as the laser power increased.
4. Conclusion
This study is a basic study on the electrode laser structuring process for high-power batteries. The electrode used in the experiment used LiFePO4 as an active material, and the possibility of the laser structuring process that uses the nanosecond laser was discussed.
1) As the laser power increased, the ablation top width and ablation bottom width increased. Under the experimental conditions, the maximum ablation top width and ablation bottom width were measured to be approximately 102 and 53 ╬╝m, respectively.
2) The ablation depth increased as the laser power increased, but it no longer increased after 74 ╬╝m at which most of the active material was removed. In addition, the depth of the groove formed by laser processing reached the surface of the current collector, but the Al foil with the active material completely removed was not observed.
3) The removal amount of active material and the active material removal rate showed a tendency to increase as the laser power increased. The increase in laser power exhibited high efficiency in terms of process, but decreased the energy density of the battery by increasing the removal amount of active material in terms of battery performance.
4) The electrode laser structuring process overcomes the existing limitations of the electrode structure and improves the power density of the battery, but decreases the energy density due to the removal of the active material during the process. Therefore, appropriate laser processing parameters are required to maximize the effect of the electrode structuring process.
To verify the validity of this study, a rate capability test will be conducted by fabricating a coin cell. In addition, various processing parameters, such as the laser power, scanning speed, repetition rate, pulse duration, and number of passes, will be analyzed for the optimization of the electrode laser structuring process.
Acknowledgment
The research described herein was sponsored by the National Research Foundation of Korea (NRF) grant funded by the Korean government (MSIP; Ministry of Science, ICT & Future planning) (No. 2019R1A2C- 1089644). The opinions expressed in this paper is those of the authors and do not necessarily reflect the views of the sponsors.
References
3. Y. Li, J. Wang, H. X. Huang, J. Wang, M. Zhang, and Mm. M. Liang, Co-coating effect of GdPO4 and carbon on LiFePO
4 cathode surface for lithium ion batteries,
Adv. Powder Technol. 30(8) (2019) 1442ŌĆō1449.
https://doi.org/10.1016/j.apt.2019.04.017
[CROSSREF] 5. Y. Seo, D. Lee, and S. Pyo, Microstructural characteristics of cement-based materials fabricated using multi- mode fiber laser,
Materials (Basel). 13(3) (2020) 1ŌĆō10.
http://doi.org/10.3390/ma13030546
[CROSSREF] 9. R. Kohler, M. Bruns, P. Smyrek, S. Ulrich, M. Przybylski, and W. Pfleging, Laser annealing of textured thin film cathode material for lithium ion batteries,
Laser-based Micro-Nanopackaging Assem. IV. 7585 (2010) 75850O
https://doi.org/10.1117/12.841259
[CROSSREF]



 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



