Grey-Fuzzy Logic을 이용한 티타늄 박판에서 레이저 용접변수 최적화
Optimization of Laser Welding Parameters in Titanium Sheet Using Grey-Fuzzy Logic
Article information

Abstract
Currently, the industrial market for structures and products have been gradually weakening along with industrial development. The stability of this market is also diversifying and being demanded with the concept of selecting lightweight and high strength materials. The titanium materials have come into the spotlight as materials that meet these needs. Therefore, In this study, an experimental method was established by using the orthogonal array table in the Taguchi method, and the SNR(Signal to noise ratio) is output to the tensile strength and bead shape through the welding experiment. Two parameters were defuzzification with using Grey-Fuzzy Logic for optimizing process considering the output variables, such as tensile strength and bead shape and output to Grey-Fuzzy Reasoning Grade(GFRG). This study was conducted by estimating the optimal input parameter with analysing the output GFRG by one-way ANOVA(Analysis of variance) method. In this paper, the optimal welding parameters for the lap welding of pure titanium material were selected as the welding speed of 2m/min, the laser power of 1.3 kW, the top shielding gas flow rate of 30l/min and the bottom shielding gas flow rate of 10l/min.
1. 서 론
Grey System Theory(이하 GST)는 1982년 중국의 Julong Deng에 의해 제안된 이론으로써, 불규칙한 시계열 Data와 과거, 현재의 상태에 따른 진단 및 경향예측을 수행하는데 사용되는 방법이다1). GST의 가장 큰 특징은 불확실한 시스템의 행동을 추정하기 위해 한정된 데이터를 이용할 수 있다는 장점을 가지고 있다. 보통의 경우, 외부의 불확실한 데이터를 판단하고 평가하기 위해서 통계적 수법인 회귀분석, 최소 분산예측법과 연속적 수법인 Box-Jenkins 시계열 예측법 그리고 지수평활법 등을 활용한다. 하지만 기존의 방법을 적용할 경우 대량의 데이터 또는 일정 수 이상(최소 표본수)의 데이터가 필요하며 계산량이 많아지는 단점을 가지고 있다. GST는 이러한 단점을 보완하기 위해 새로운 경향 예측 법으로 개발되었으며 다양한 자연과학 및 공학 분야에서 응용 및 연구되고 있다. 또한, 퍼지이론은 부정확함, 애매함을 나타내는 퍼지니스(Fuzziness)의 개념을 퍼지 집합 이론(Fuzzy set theory)으로 표현하는 방법으로 미국 버클리 대학교의 Zadeh 교수에 의해 1965년 처음으로 소개되었다2). Zadeh 교수는 컴퓨터의 사고를 2진 논리 체계보다 인간에 가까운 논리체계로 나타내기 위하여 소속이 명확하지 않은 대상들이 어떠한 표현을 만족하는 집합에 ‘속한다’, ‘속하지 않는다’, ‘어느 정도 속한다’ 하는 불명확한(Fuzzy) 논리 체계를 다루는 퍼지 집합(Fuzzy set)의 개념을 제안하고, 각 대상들을 그 집합에 ‘속하는 정도(Grade of membership)’로 표현하여 언어적인 불명확한 표현을 수치상으로 컴퓨터가 이해할 수 있도록 하였다3).
이러한 논리로 제안된 Grey-Fuzzy Logic(GFL)은 그레이 시스템 이론과 퍼지 추론의 장점만을 활용하여 대상의 정보를 분석하는 방법이다. 현재 국내에서는 GFL을 사용하여 연구하는 분야는 영상처리, 설계분야, 시장분석분야에 사용되었지만, 용접공정 최적화분야에는 아직 적용되지 않은 상태이다.
따라서, 본 연구에서는 판형 열교환기 산업에서 많이 연구되어지는 Ti 소재를 사용하여 디스크 레이저 용접 후 획득한 데이터를 활용하여 용접부의 품질에 연관된 출력변수들의 교호작용을 고려하여 용접 공정 입력변수의 최적화를 최종 목표로 한다. 이를 위하여 우선적으로 다양한 조건에서 최소한의 실험을 위해 다구찌 기법의 직교배열표를 통하여 레이저 용접실험을 수행하고 다구찌 분석을 통해 최적화를 목표하는 출력인자에 발생되는 잡음 대비 신호비(Signal to noise ratio, SNR)를 이용하여 제어변수의 경향 예측을 우선적으로 수행한다. 경향예측 방법으로는 Grey System을 이용하여 잡음 대비 신호비를 Grey 상관계수로 변환하고 계수들 사이의 연관성을 퍼지 추론을 통해 비퍼지화 과정을 거쳐 산출한다. GFRG등급으로 분류하여 출력데이터를 도출한다. 도출된 데이터를 일원 분산분석법(One-way ANOVA)을 통해 인장강도와 DWR(Depth to width ratio)을 고려한 Ti에서 겹치기 레이저 용접에서의 최적 용접공정 입력변수를 예측한다.
2. 실험 계획
2.1 다구찌 실험계획
디스크레이저 용접공정에 사용된 실험에서 용접품질에 영향이 있는 입력변수가 많으므로 일반적으로 주로 사용되는 완전요인배치법으로 계획하여 실험을 수행하기에는 시간이 많이 소모되므로 Grey-Fuzzy Logic의 특징인 적은 데이터를 이용하여 경향 예측할 수 있으므로 다구찌 실험계획법인 직교배열표를 이용하여 실험계획 및 분석하는 방법이 적합하다. 다구찌 실험계획법의 직교배열표는 적은 수의 실험으로도 많은 효과를 각 열이 직교가 되게 미리 만들어 놓은 표이므로 어떤 수준에 대해서나 다른 열의 전체 수준이 동일한 횟수로 나타나도록 구성되어있다. 그러므로 인자의 수가 많은 경우에 주 효과와 기술적으로 의미 있는 2인자 교호작용을 검출하고, 기술적으로 의미 없는 2인자 교호작용 및 고차의 교호작용에 관한 정보를 희생시켜서, 실험횟수를 적게 할 수 있도록 특성을 지녔다4-7).
실험계획에서 입력변수는 레이저의 출력, 이송속도, 상부 보호가스 유량, 하부 보호가스 유량으로 총 4개의 입력변수를 선정하였으며, 각 변수는 예비실험을 통해 대략적인 데이터 값을 구성하고 3수준에 대한 실험계획을 수립하였다. 또한, 4번의 반복실험을 수행하여 제어할 수 없는 공정변수에 대한 용접 품질에 끼치는 영향을 최소화하였다. 다구찌 실험계획법으로 구성된 실험 조건에 대한 수준과 변수들을 Tables 1~2에 나타낸다.

Welding parameters and their levels for the experiments

Design of experiment conditions for experiment using taguchi method
3. 용접 실험 방법
3.1 실험 장치 구성
순수 Ti(ASTM-B265 Grade 1) 소재에 GFL을 적용하여 용접공정을 최적화하기 위하여 디스크 레이저 용접실험을 수행하였다. 실험에 사용되는 장비는 TRUMPF社 TruDisk 3302모델의 3.3 kW급 디스크레이저 용접기, Yaskawa 회사의 6축 로봇, 시편의 산화와 열변형을 방지하기 위한 퍼징 및 지그 장치, 원격 조정 장치로 구성되었다. Fig. 1은 본 연구를 위하여 디스크 레이저 용접 장치의 전체시스템을 나타낸다. 레이저 용접장치의 주요사양은 Table 3에 정리하였다.
Experimental setup for disk laser welding

Specification of disk laser.
3.2 실험 재료 및 방법
용접실험에 사용된 모재는 순수 Ti 재질의 평판을 사용하여 Fig. 2와 같이 두 종류의 모재 모두 150×100× 0.6mm 규격의 겹치기 용접 시험편을 제작 하였다.
A schematic diagram for disk laser welding process
본 연구는 기존의 사용되는 판형열교환기의 가스켓 방식의 고질적인 문제인 고압에서 사용이 어렵다는 단점을 해결하기 위하여, 내부에 고압이 발생되어도 판형열교환기의 용접접합면이 파손되지 않는 품질을 확보하기 위하여 GFL을 적용을 위한 겹치기 용접 실험을 수행하였다.
시험편의 용접하고자 하는 평면에 녹, 스케일, 산화물 등 이물질이 용접결함의 원인이 되지 않도록 Ethyl Alcohol과 Sand Paper를 이용하여 시험편을 용접시험을 수행하기 전에 닦아내었다. Fig. 3은 겹치기 용접 시험편의 규격을 나타낸다.
Specification of lap welding specimen
4. 실험 결과 및 다구찌 분석
4.1 인장강도 시험 결과 및 분석
겹치기 디스크 레이저 용접공정에서 다구찌 실험계획으로 수립한 케이스별로 Ti 소재 시험편에 대하여 인장강도 특성을 비교ㆍ분석하기 위하여 인장시험을 수행하였다. 본 연구에서 수행한 인장강도 시험은 레이저용접을 이용하여 용접한 Ti 시험편의 적용처인 판형열교환기에서 전열판 내부의 유체의 이동에 의해 전단면에 하중을 가한다고 판단하여 인장시험을 선정하였으며, 모재의 인장강도를 용접품질의 평가기준으로 제시하였다. 또한 인장시험의 적정성을 판단하기 위해 동일한 조건에서 용접된 시험편을 3등분하여 동일한 조건에서 12회에 걸쳐 인장시험을 수행하여 평균값을 구하였다. 겹치기 용접이음 인장시험편의 형상은 3mm이하의 박판에 사용되는 기준인 KS 13 B호를 기준으로 시험하여 그 시험결과와 다구찌 분석을 이용하여 SNR데이터를 산출한 값을 Table 4에 나타내었다.

Results of tensile strength and SNR
다구찌 실험계획을 통해 용접실험을 수행하여 획득한 각 조건에서 획득된 인장강도 결과 데이터를 다구찌 분석을 위해 다구찌 분석4,5)과 같이 망대특성으로 하여 예비실험에서 측정한 인장강도 값을 SNR(Signal to noise ratio)로 구하여 Table 4에 나타낸다. SNR분석을 통해 인장강도에 영향을 끼치는 인자는 레이저의 출력, 하부 보호가스 유량, 상부 보호가스 유량, 이송 속도순으로 판단하였다.
4.2 DWR 분석 결과
디스크 레이저 용접시 각 조건에서 순수 Ti의 용접부의 앞면과 뒷면에 충분한 용입이 이루어졌는지 단면형상(Macro)을 통해 용입의 형태를 확인하였다. 비드의 절단은 Wire cutting을 사용하여 겹치기 용접이 완료된 시편을 가로축 중간부분을 15×15mm의 크기로 절단하였다. 절단된 용접 시편은 절단공정 도중에 생길 수 있는 스크레치를 최소화하기 위해 연삭한 후 단면부를 폴리싱(Polishing)하였다. 시험편의 단면형상을 확인하기 위해 50% 증류수 + 40% Nitric acid(1.40) + 10% Hydrofluoric acid(40%) 용액을 적정 수준으로 혼합하여 단면부에 대해 에칭(Etching)작업을 수행한 후 정확한 비드형상 크기측정을 위하여 광학현미경 시스템을 이용하여 측정하였다. 10배의 광학 현미경으로 촬영된 용접부의 단면형상은 용접공정 입력변수 조건별로 분석하였고 실험횟수에 따라 나누어 표로 나타내었다. 비드 단면의 광학현미경으로 분석한 결과를 Table 5에 각각 나타낸다.
Results of disk laser welding for surface bead
Table 5에 나타난 비드 전단면을 이용하여 비드형상의 Fig. 4에 나타낸 바와 같이 비드 폭과 용입 깊이의 측정위치를 정의하였고, 모식도를 바탕으로 비드의 형상을 측정하여 그 비를 DWR(Depth to Width Ratio)로 측정하여 결과를 Table 6에 정리하였다. 다구찌 실험계획을 통해 용접실험을 수행하여 각 조건에서 획득된 시편을 절단하여 단면분석을 통해 DWR을 검출하였고 DWR데이터를 이용하여 다구찌 분석에서 망대특성으로 고려하여 SNR를 산출하여 Table 6에 함께 나타내었다. SNR분석을 통해 다구찌 분석한 결과 상부 보호가스 유량, 이송속도, 레이저 출력, 하부 보호가스 유량 순으로 DWR에 영향을 끼치는 인자로 판단하였다.

Schematic diagram for measurement of weld bead geometry
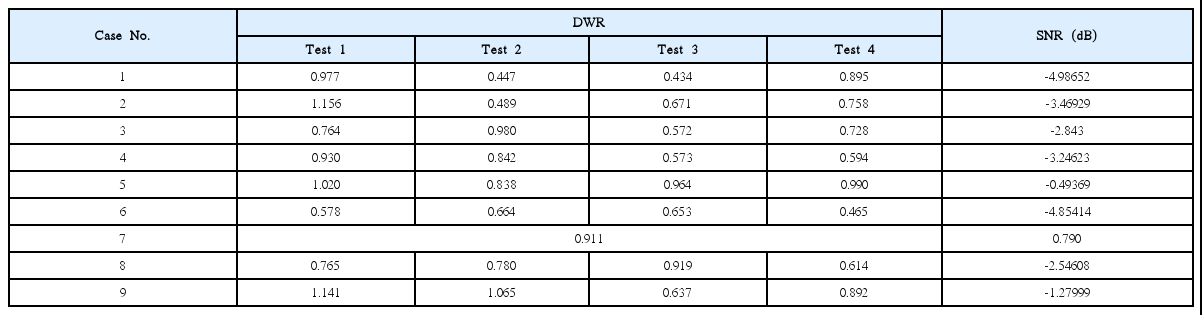
Results of DWR(depth to width ratio)
5. Grey-Fuzzy Logic
5.1 Grey-Fuzzy Logic을 적용한 최적화
Grey-Fuzzy logic의 최적화 기법은 기존의 퍼지추론에서의 소속도함수의 정의를 용이하도록 Grey 시스템 이론을 사용하여 최적화하고자하는 데이터의 경향을 [0-1] 사이의 수로 변환시켜 Fuzzy 추론을 통해 다수의 출력값을 최적화할 수 있도록 고안된 최적화 기법이다8-11).
Grey-Fuzzy logic의 순서도는 Fig. 5와 같으며 그 순서는 다음과 같다. 우선, 실험을 통해 획득한 데이터를 다구찌 분석기법을 사용하여 SNR값으로 산출한다. 산출된 SNR데이터를 Grey relational coefficient 값으로 변환하여 불규칙하게 분포되어있는 데이터들을 [0-1]사이의 정수로 정의한다. 정의된 그레이 상관계수를 퍼지 추론을 통해 최적화하고자하는 최적화인자들을 멤버쉽(Membership) 함수와 퍼지 규칙을 이용하여 연계한다. 연계된 데이터를 정수로 산출하기 위해 무게중심법을 이용하여 비퍼지화하여 다수의 인자를 고려한 최적의 출력 데이터를 획득한다. 일반적으로 출력데이터의 분석은 일원분산분석법을 이용하여 입력변수들의 기여도 및 최적 변수를 정의한다.
Process of the grey-fuzzy logic
5.2 Grey system
일반적으로 SNR분석을 수행했을 경우, 하나의 대상의 출력값에 대한 최적값만을 확인할 수 있어 앞서 분석한 다구찌 분석과 같이 최적의 인장강도의 용접조건과 최적의 DWR의 용접조건과 영향도가 상이한 경우가 생기게 된다. 본 논문에서는 용접품질을 향상시키기 위해 인장강도 값과 DWR의 값의 데이터를 연계하여 디스크 레이저 용접 용접조건을 최적화할 수 있도록 상호간의 관계를 연계할 계수로써 그레이 상관 계수로 변환하였으며, 그레이 관계 계수는 각 출력값의 계수를 연속체로 인식하고 데이터를 출력하는 방식이다. 인장강도 및 DWR의 그레이 관계계수를 구하기 위해서는 앞서 구한 망대특성의 SNR 값을 0~1사이의 값으로 변환하기 위해 일반적으로 Pre-Processing 과정을 거치고 데이터를 획득하여 그레이 관계 계수를 구하게 된다. 망대특성 SNR값의 그레이 관계 계수로 변환하기 위한 Pre-processing의 식은 식(1)과 같다11,12).
계산된 전처리 데이터를 이용하여 다음 식(2)에 대입하여 그레이 관계 계수를 구한다.
인장강도 및 DWR의 망대특성 SNR값을 그레이 관계계수로 변환하게 되면 그레이 관계 계수의 값이 0에 가까울수록 인장강도 및 DWR의 용접품질이 높은 것을 확인할 수 있었고, 그 결과 데이터를 Tables 7~8에 정리하였다.

Results of grey relational coefficient in tensile strength
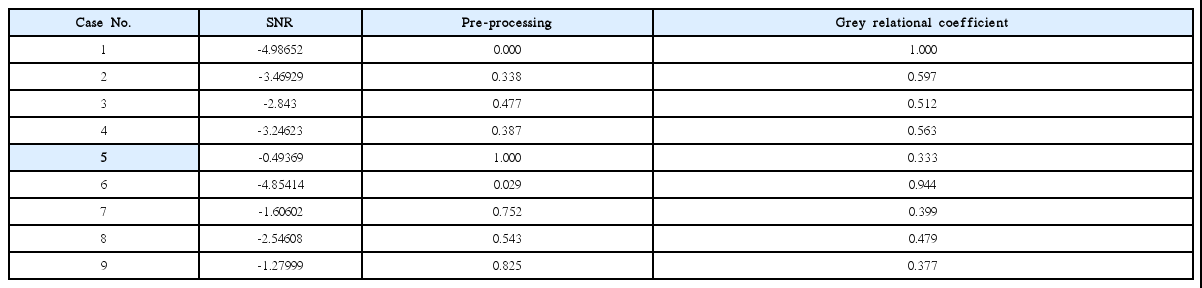
Results of grey relational coefficient in DWR
5.3 퍼지 추론 모델
퍼지 추론 통해 0과 1이 아닌 불명확한 수준의 데이터 값을 비슷한 수준으로 정의하는 방법으로는 사용된다. 앞서 계산된 그레이 관계 계수를 통해 0에 가까운 그레이 관계 계수일수록 용접품질이 높다는 것을 확인하였고 퍼지추론은 컴퓨터가 인식할 수 있도록 규칙을 정의하여 입력하여 퍼지 추론 모델을 생성해야 하는데, 그 규칙의 일반적인 형태는 식(3)과 (4)와 같다13).
여기서, M은 Fuzzy 규칙들의 경우의 수이고(i = 1, 2, M) δ1 와 δ2 는 그레이 관계 계수입력 변수이다. Ai , Bi 그리고 Ci 은 퍼지 추론의 부분집합에 해당되는 그룹에 의해 정의된다. 위에 언급한 규칙을 사용하여 Ti 소재의 디스크 레이저 용접의 퍼지 추론 모델을 작성한다.
Matlab을 이용하여 정의된 규칙을 통해 퍼지 추론을 작성하게 되면 Fig. 6과 같이 2개의 입력 값과 1개의 출력 값으로 구분하여 나타나게 된다. 여기서 사용된 퍼지 논리는 Mamdani 방법을 사용하여 정의하였다. 퍼지 추론 모델에 사용된 입력변수의 소속도함수의 경우는 Figs. 7~8과 같이 인장강도와 DWR의 그레이 관계 계수 데이터를 S, M, L 3가지 등급으로 나누어 정의했으며 0에 가까울수록 최적화된 품질의 용접공정으로 인식할 수 있도록 하였고 출력 값은 Fig. 9에 나타낸바와 같이 5개의 등급으로 나누어 정의하였다. 즉, Table 9와 같이 DWR과 인장강도의 그레이 관계계수가 적을수록 용접품질이 좋다고 판단하였다.

Defined fuzzy model
Grey relational coefficient of DWR
Grey relational coefficient of tensile strength
Grey-Fuzzy reasoning grade

Fuzzy rules for defining grade of activated laser welds
5.4 Grey-Fuzzy Reasoning Grade
그레이 퍼지 추론 등급(GFRG)은 퍼지규칙을 통해 Fig. 10에 나타낸 3차원 등고선과 같이 0에 수렴할수록 고품질의 용접부를 얻을 수 있도록 정의하였다. 또한, 앞서 정의된 소속도 함수와 퍼지 규칙을 이용하여 디스크 레이저 용접공정의 각각의 조건에서 Grey-Fuzzy reasoning grade를 정의하였다. Grey-Fuzzy logic은 그레이 관계 계수(Grey relational coefficient)값을 이용하여 Fuzzy추론의 통해 각 등급을 구분하였다14,15).
Three-dimensional contour of fuzzy inference
Fuzzy추론은 소속도함수에서 퍼지규칙을 통해 각 조건에서 영향도를 무게중심법을 통해 비퍼지화하여 GFRG (Grey-Fuzzy reasoning grade)값을 산출하였다. Grey- Fuzzy logic의 전반적인 과정은 Table 10에 나타낸바와 같이 출력값을 다구찌 분석에서 망대특성으로 SNR값을 산출하여 그레이 상관계수를 위한 전처리를 수행하여 0-1사이의 데이터로 정의하고, 퍼지추론을 통해 그레이 상관계수를 구해 상호간의 데이터를 연계하여 GFRG를 구할 수 있도록 하였다.

Results of grey-fuzzy reasoning grade
5.5 일원분산분석법
DWR과 인장강도를 고려하여 Grey-Fuzzy추론을 통해 획득한 GFRG데이터를 이용하여 분산분석 방법 중 일원 분산분석법을 통해 각 변수들이 용접품질에 미치는 영향을 분석하여 Fig. 11과 Table 11에 나타낸다.
Activated laser welding parameter levels

The ANOVA for the GFRG
분석결과 DWR과 인장강도에 영향을 기여하는 인자의 순서는 상부 보호가스(47.812%), 이송속도(22.193%), 하부 보호가스(21.824%), 레이저의 출력(8.171%) 순서로 DWR과 인장강도를 고려한 용접품질에 영향을 미쳤고, ANOVA 분석을 통해 두 출력인자의 최적 입력변수를 예측하였고 그 결과, 최적의 디스크 레이저 용접 조건은 이송속도 2 m/min, 출력 1.3 kW, 상부 보호가스 유량 30 ℓ/min, 하부 보호가스 유량 10 ℓ/min에서 최적의 DWR값과 인장강도를 얻을 수 있을 것으로 예상된다.
6. 결 론
본 연구에서는 디스크 레이저 용접공정의 출력변수인 인장강도와 DWR을 고려하여 입력변수를 추츨할 수 있도록 Grey-Fuzzy logic을 이용하여 최적화를 수행하였고 다음과 같은 결론을 얻을 수 있었다.
1) 다구찌 실험계획법을 통해 산출된 SNR 데이터로 예측할 수 있는 최적의 입력변수는 단일 대상의 출력변수를 목표로만 수행할 수 있고 최적화 대상에 따라 최적의 입력변수가 다름을 확인하였다.
2) 용접공정에서 2개 이상의 출력변수를 고려한 최적화 방안으로 그레이 관계 계수와 퍼지 추론을 사용한 Grey-Fuzzy logic의 적용을 제안하였고 두 대상의 그레이 관계 계수를 퍼지추론의 비퍼지화 방법 중 무게 중심법을 사용하여 GFRG데이터를 획득하였다.
3) 획득한 GFRG 데이터를 일원 분산분석법을 통해 최적화하는 대상의 출력변수에 영향을 미치는 입력변수 순위를 분별하고 인장강도와 DWR의 최적출력값을 얻을 수 있는 입력변수(이송속도 2m/min, 출력 1.3 kW, 상부 보호가스 유량 30ℓ/min, 하부 보호가스 유량 10ℓ/min)를 예측하였다.
본 연구의 결과는 Ti 소재에서 디스크 레이저 용접변수의 최적화 기법으로 사용하여 2개의 출력인자를 고려한 최적의 입력변수를 예측할 수 있었다. 또한, Grey- Fuzzy logic을 이용하여 레이저 용접뿐만 아니라 여러 용접공정에서 최적화 기법으로 적용될 수 있을 것으로 사료된다. 추후, 본 연구에서 적용한 인장강도-DWR의 연계 외에도 다수의 출력인자를 고려한 용접변수 최적화 기법으로 활용될 것으로 사료된다.
Acknowledgements
본 연구는 2015년도 정부(교육부)의 재원으로 한국연구재단의 지원을 받아 수행된 기초연구사업임. (No. 2015R1D1A3A01020246)



































