A Review of Joining Processes for High Strength 7xxx Series Aluminum Alloys
Article information

Abstract
The applications of high strength aluminum alloys in automobile manufacturing has been growing with increasing demands for fuel efficiency and reduction of CO2 emissions. Aluminum alloys pair a high specific strength with relatively low cost compared to similar lightweight metals. The 7XXX series aluminum alloys in particular exhibit a high strength in excess of 500 MPa after heat treatment. However, these alloys exhibit poor weldability because of their high crack susceptibility, high thermal expansion coefficient, and low vaporization-temperature of alloying elements such as Zn and Mg, which readily contributes to weld defects such as cracks and porosity. In this paper, the mechanical properties and microstructural characteristics of 7XXX aluminum alloys are related to welding processes and reviewed for better understanding of the welding characteristics of this high strength alloy.
1. Introduction
In order to accommodate stricter environmental regulations, technological advances in high fuel efficiency vehicles have been constantly demanded of the automobile industry. Automotive bodies consist of a body in white (BIW), which is the structure of the vehicle, and hands-on parts such as the doors, hood, and trunk cover. These parts typically constitute about 30 % of the overall weight of a vehicle. Therefore, the reduction in the weight of automotive bodies is critical for the improvement of fuel efficiency1). At the same time, the weight of additional components required for safety, convenience, and emotional response is continuously increasing. These applications can raise the total weight of a vehicle, especially in high-end vehicles. For this reason, many carmakers are using more nonferrous lightweight materials such as aluminum, magnesium, and plastic in automobile bodies.
Aluminum alloys constitute a fairly a representative class of lightweight material, and their applications in automotive car bodies are expanding. For car bodies, Al-Mg alloys (5XXX series) and Al-Mg-Si alloys (6XXX series) are typically used due to their high strength and formability2,3). Al-Zn alloys (7XXX series), which are typically used in aircraft parts, possess a strength over 500 MPa through the formation of strengthening precipitates4). Recently, research into the application of 7XXX alloys to automobile parts has been pursued5-7).
The 7XXX series aluminum alloys are known to be difficult to conventionally weld using fusion processes like arc, resistance spot, and laser welding8,9). The weldability of various aluminum alloys is summarized in Table 110). The weldability of 2XXX and 7XXX aluminum alloys is poor when fusion welding because of the likelihood of hot cracking due to large mush zone created during the welding process.

The 7XXX series aluminum alloys are usually heat- treated by an artificial aging process, which ensures a high strength. When welding, the physical properties of the aluminum welds are compromised due to the annealing and tempering of the heat affected zone. Additionally, the heat affected zone of an aluminum alloy is wider than that of a carbon steel owing to aluminum’s higher thermal conductivity. When welds possess the metallurgical discontinuities caused by these factors, the strength of the connected part is degraded, and corrosion resistance may be compromised in some cases11).
Mechanical fastening could be used to join the components of a vehicle body as an alternative to welding. However, in spite of its intuitive and simple nature, mechanical fastening possesses many disadvantages, such as indentations or protrusions in the connection appearance, low fatigue cracking resistance due to stress concentrations, easy opportunities for crevice corrosion, and increase in weight by necessitating wider flanges at connections.
Therefore, the selection of a proper welding process is a matter of great importance in the assembly of a car body. As shown in Table 2, the evaluation of material weldability using various welding processes has been reported to this end11-39).

Research into the welding and joining of 7XXX series aluminum alloys over the last ten years
In this paper, we review and summarize the current state of welding research conducted on 7XXX series aluminum alloys using various welding processes. The arc welding and laser welding methods are selected as the considered fusion welding processes, and friction stir welding is chosen as the considered method of solid-state welding. The characteristics of each process are analyzed, and the resulting mechanical and morphological variations are then compared.
2. Arc welding characteristics of 7XXX series aluminum alloys
In the last decade, only a few studies have been published on the arc welding of 7XXX series aluminum alloys. In this section, the weldability of these alloys using gas tungsten arc welding (GTAW) and gas metal arc welding (GMAW) fusion welding processes are discussed.
When arc welding, proper selection of filler material is critical as it affects the metallurgical and mechanical properties of the ensuing welds. General guidance on filler metal selection for the GMAW process is provided in Table 340). Typically, a 4XXX filler wire containing Si is used in order to suppress hot crack propagation. In other cases, 5XXX filler wire is used to obtain joint strength31). In some of the research reviewed, the use of 2XXX filler wire has also been reported20).

A typical fusion weld can be divided into a fusion zone (FZ), a partially melted zone (PMZ), a heat affected zone (HAZ), and the base metal (BM). Because the arc welding process applies a relatively high heat input, morphological changes around the welds can be easily identified. Fig. 1 shows the typical structure of a GTAW weld.
The BM is a metal sheet formed by the rolling process. The grains of the BM are accordingly elongated with fine particles such as MgZn and Mg32(Al,Zn)49 precipitated and dispersed throughout14,33). After welding, this as-rolled structure disappears because the high temperature approaches the melting temperature. In its place, an equiaxed dendritic structure is formed at the core of the FZ due to the rapid cooling rate (Fig. 1(b)). The precipitation dissolution and texture coarsening within the grain boundary has been confirmed as shown in Fig. 1(c). In the PMZ, a columnar structure is developed near the FZ as shown in Fig. 1(d). Balasubramanian et al. observed that this precipitation was partially dissolved, and that the meta-stable phase was transformed to the stable state. The large temperature difference between the solidus and liquidus formed grain boundary melting, as shown in Fig. 1(c). They also mentioned that hot cracking could potentially be generated in the PMZ12,21).
Table 4 gives the hardness profile along the fusion weld in a 7XXX aluminum alloy. The hardness value of the weld is clearly lower than that of the base metal. The difference in the hardness of the FZ in welds produced by GMAW and GTAW processes was not significant despite the different levels of heat input. The average hardness of the FZ was 84 Hv, which corresponds to about 60 % of that of the base material, which was 138.8 Hv.
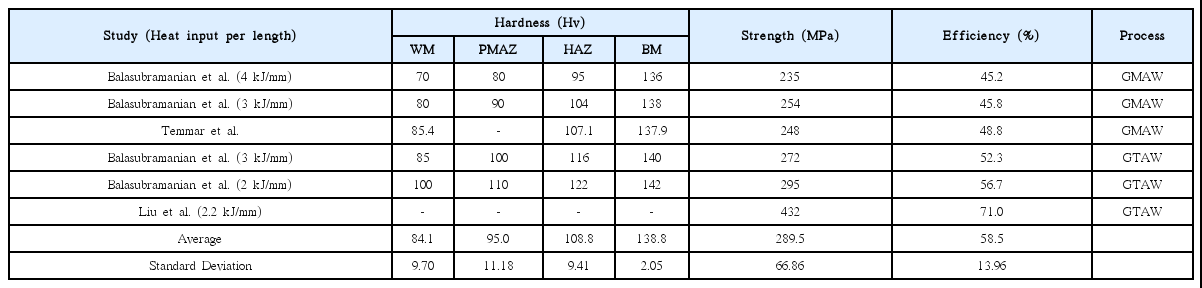
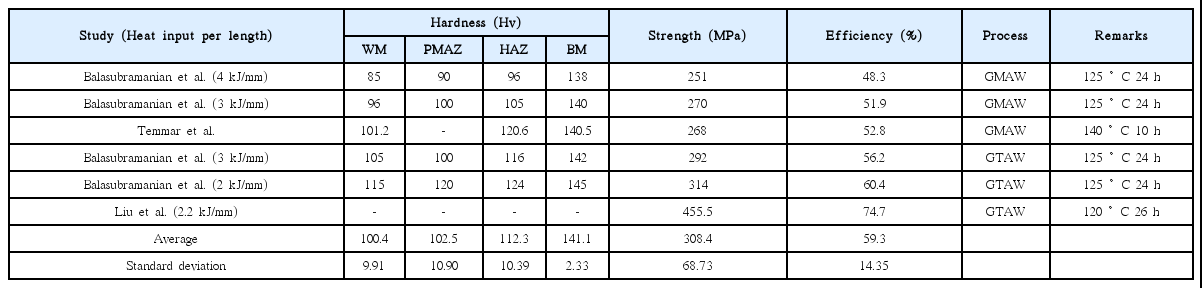
The observed failure strength of the weld was about 290 MPa with a joint efficiency of 58 % of that of the base material. The joint efficiency of GTAW process was observed to be about 10 % higher than that of GMAW process because the heat input of GTAW is relatively small. As shown in Table 5, both the hardness and strength increased after artificial aging due to the nature of the aluminum alloy. Still, the lowest hardness was measured at the FZ, even after aging heat-treatment.
3. Laser welding characteristics of 7XXX series aluminum alloys
The welding defects reported when laser welding 7XXX series aluminum alloys were underfill, pore, and cracking, as shown in Figs. 2 and 3. The laser welding process requires a small heat input than arc welding process by applying an integrated high-density energy beam. However, this high-density beam increases the possibility for the material vaporization during the welding process. As a result, compared to the arc welding process, the laser welding process is more likely to generate underfill20,36) and porosity26,27).
Weld defects (a) transverse cracking on the top bead of an Al7075 laser-arc hybrid welded sample, (b) a typical HAZ crack in laser welded Al7075 (c) X-ray radiography showing the extent of porosity in laser-arc hybrid welded Al7075-T651, and (d) X-ray radiography of laser welds supplied with 4043 cold wire18,19,25)
It is difficult to control these defects using the autogenous laser process. As a result, the laser-arc hybrid welding process was introduced to reduce these defects by adding a filler wire. The supply of filler wire was not only found to improve the bead shape and quality, but also suppressed the formation of hot cracking when an adequate filler metal was selected.
The regions of laser welds can also be divided into an FZ, PMZ, HAZ, and BM. An equiaxed structure is formed in the center of the FZ as shown in Fig. 7, and an elongated columnar structure is generated at the PMZ which is narrower than that of the PMZ resulting from arc welds. In the HAZ located behind the PMZ, coarsened grain was observed to form due to thermal conduction.

Hu et al. reported that cracks could develop on the bead surface when the arc current increased in the laser-arc hybrid welding process18-20). Ola et al. further explained the causes of many internal defects25). The formation of pores within the welds was found to be affected by the presence of shielding gas, and it was confirmed that Ar gas is more effective than He gas for the reduction of porosity. Additionally, the generation of internal pores was found to increase in hot wire feeding applications; when cold wire was supplied, internal pores were observed to decrease significantly25).
Compared to the autogenous laser process, crack formation in the HAZ was reduced when the laser-arc hybrid process was applied, as shown in Fig. 4. However, cracks were observed to increase when cold wire was fed into the weld pool. Ola et al. proposed a compromise scheme by adding cold wire to a preheated weld joint25), demonstrating that in the case of the laser-arc hybrid process, sound welds could be achieved by selecting the proper working conditions18-20).

Most tensile tests of laser-welded 7XXX specimens resulted in fracturing at the FZ, however, the overall strength of the specimens was typically higher than that of the arc welded specimens. The average tensile strength of autogenous laser welded specimens was measured to be 446 MPa. A fracture strength of 339.5 MPa was obtained through the addition of Al 2319 filler wire, and 308.6 MPa strength was achieved by using Al 4043 filler wire38). In many of the reviewed papers, it was reported that the artificial aging treatment improved the fracture strength of the autogenous laser weld, similar to arc welding. However, natural aging treatments were not found to be effective, as shown in Fig. 520,39). If age hardening occurred by post baking process, the material is able to recover from the thermal degradation generated during the welding process.
The minimum hardness was measured at the FZ as previously reported for arc welds. The occurrence FZ failure can be explained by this hardness profile. Hu et al. and Liu et al. observed that the hardness of the weld increased overall after aging treatment. The hardness profiles before and after aging treatment are described in Fig. 6. The greatest hardness improvement of 30 to 40 % occurred in the fusion zone18-20,39).
4. Friction stir welding characteristics of 7XXX series aluminum alloys
Unlike conventional fusion welding processes, friction stir welding (FSW) is performed under low temperature conditions below the melting temperature of the base metal. As a result, the residual stresses and deformations generated by FSW are very small compared to fusion welding processes. Mechanical bonding and plastic deformation behaviors, not chemical alloying, are the key factors in the friction stir, thus the influence of the chemical composition of the BM is relatively less important than it is for fusion welding processes41). Various research into FSW has been conducted on materials that are difficult to weld with fusion welding, such as 2XXX and 7XXX series aluminum alloys. The range of application of FSW is gradually expanding to materials with higher and higher melting temperatures42).
The published research into FSW of aluminum alloys over the last ten years was reviewed and is summarized in Fig. 8. Studies of FSW welding have steadily increased in last decade, especially within the last five years. Research into the use of FSW for high strength Al 7075 has been conducted both in Korea and abroad. The 2XXX and 7XXX series aluminum alloys are well known to have narrow process window compared with other aluminum alloys43). These FSW process parameters, such as tool rotation speed, welding speed, and tool shape, affect the physical properties of the resulting welds. Therefore, the design of the welding tool and the selection of the process parameters are very important factors in FSW. Rajakumar et al. state that the strength and hardness of welds produced by FSW vary depending on the process conditions, as shown in Fig. 929,30). Rajakumar et al. also reported a tensile fracture strength of about 350 MPa, but a strength in excess of 480 MPa was achieved in other reviewed literature14,16,29,30,37). This indicates that a large variation in strength may occur, even when applying a solid-state welding process like FSW.
Published technical papers discussing friction stir welding over the last 10 years
The welds produced by FSW can be divided into a stir zone (SZ), a thermomechanically affected zone (TMAZ), an HAZ, and the BM. In some cases in the literature, the TMAZ is further subdivided by the presence of recrystallization34). As shown in Fig. 10, the lowest hardness across the weld profile was measured in the heat affected zone17,23). This can be explained by the precipitation and recrystallization behavior. Su et al. applied FSW to an Al 7050-T651 alloy, and investigated the behavior of the precipitate using a transmission electron microscope (TEM). Fine spherical precipitates with a diameter of about 50 μm were found to be uniformly distributed in the BM. In the TMAZ, precipitates of 10 to 100 μm in size were found to be elongated along the grain boundaries. In the HAZ, increased precipitation was observed, particularly at the grain boundary due to the heat generated during the FSW process. It was confirmed that thermal softening had occurred in this region. Within the SZ, dynamic recrystallization was observed to occur. Equiaxed grains formed during the recrystallization process, but hardness degradation was not severe as typically observed hardness in the FZ of fusion welds. The reason for this can be explained by Su et al.’s observation of the sub-grain formation and dislocation within the grain22,24,32,34,44). The location of tensile fracture in welds created by FSW was observed in the HAZ, at a higher strength than that obtained by fusion welding.
Light optical macrographs showing the location and appearance of fracture in a dissimilar friction stir weldment SSRT tested in a 3.5% NaCl solution (nominal strain rate 10-7 s-1): (a) photograph of failed specimen showing the extent of pitting and damage; (b) micrograph revealing the precise fracture location11)
However, FSW is limited in process flexibility than fusion welding. Additionally, the process speed of FSW is even lower than that of arc welding. Although the FSW process has been mentioned as one of the possible candidates to replace the conventional fusion welding process, it has not yet been widely applied in many industrial fields for these reasons.
5. Conclusions
The 7XXX series aluminum alloys are considered to be a key material in the next generation of automobile bodies due to their high stiffness and relatively moderate price. However, traditional fusion welding processes are difficult to apply to these alloys because of their high thermal conductivity and thermal expansion coefficient. Additionally, the low vaporization temperature of alloying elements results in a wide mush zone, which makes the application of conventional fusion welding processes problematic.
An optimized process for welding 7XXX series aluminum alloys has yet to be established. As a result, the degradation of the properties of the heat affected zone resulting from thermal softening, which occurs regardless of the welding process, has yet to be mitigated.
Higher tensile strength can be obtained in welds created by the laser welding or friction stir welding processes than with arc welding. The hardness of the fusion zone was not observed to improve after the age hardening treatment, and the properties of the heat affected zone were observed to deteriorate regardless of the welding process, suggesting a limit to the enhancement of joint strength using any current welding process.
Nevertheless, the use of aluminum alloys in the global automobile market is becoming competitive as lightweight car body technology is increasingly required to satisfy the requirements of both safety regulations and fuel efficiency. The use of 7XXX aluminum alloys is destined to increase in the automobile industry, and technical preparations must be undertaken to ensure that the necessary welding and joining can be conducted successfully and cost-effectively in order to respond to the rapidly changing needs of the automobile customer.