전착도장 마모 수명과 상대재의 기계적 특성 사이의 관계 연구
Effect of the Mechanical Property of a Counterpart on the Fretting Lifetime of an Electrodeposited Coating
Article information

Abstract
This article investigates the effect of mechanical properties of a counterpart on the wear lifetime of an electro-deposited coating. Reciprocal sliding tests using ball-on-flat contact configuration were conducted under the condition similar to those found in an automotive seat slide rail. The kinetic friction coefficient between the coating and the counterpart was measured during the test. Wear lifetime of the coating was defined as the number of cycles to a critical friction coefficient. It was identified that wear lifetime of the coating varies according to counterpart material. It was found that there is the linear relation between the wear lifetime and the ratio of hardness to elastic modulus of a counterpart. Obtained results could be used for predicting the wear lifetime of an electro-deposited coating.
1. 서 론
차량용 시트 슬라이딩 레일은 시트 내 롤러나 볼 등과 같은 상대재(counterpart)에 의해 마모가 발생한다. 상대재는 레일 위에서 롤링, 슬라이딩 운동을 겪는다1). 시트 레일과 상대재 사이에서 발생하는 마찰을 최소화시키기 위해 그리스(grease) 등의 반고체 윤활제가 사용된다. 시트 레일은 고장력 강판으로 제작되며 시트 레일 표면은 부식 방지 및 마찰 감소를 위해 전착도장이 적층된다2,3). 전착 도장된 고장력 강판에서의 마찰 성능은 기존 문헌에서 발견된다4,5). 전착도장과 베어링 강구(STB2) 볼 사이의 동적 마찰 계수는 0.25- 0.3 수준으로 강판과 STB2 볼 사이의 마찰계수 0.5보다 낮았다. 전착도장이 마모되고 반고체 윤활제의 성능이 저하되면 시트 레일 위치 조절 시 스퀵 소음(squeak noise)이 발생된다. 그래서 전착 도장의 마모 수명 향상 및 예측은 시트 레일 설계에서 중요한 이슈 중의 하나이다.
저마찰 고체 윤활제의 마모 수명은 마찰 계수 변화 선도에서 결정되기도 한다. 즉, 마찰을 겪는 저마찰 고체 윤활제가 임계 마찰 계수 값에 도달할 때의 사이클로 고체 윤활제 수명을 규정하기도 한다. 시험을 중단할 임계 마찰 계수는 시험자가 결정하거나 윤활제 없는 고체 접촉 시의 동적 마찰 계수 값을 사용한다6,7). 이 방법은 마모율 계산을 통한 마모 수명 평가보다 시험 시간이 짧아 저마찰 고체 윤활제의 시험 평가에서 널리 이용된다.
마찰과 마모는 접촉하는 두 물체 사이에서 발생하기 때문에 접촉 물체의 기계적 특성에 의해 마찰과 마모율이 달라진다8). 철계합금-몰리브덴 혼합 코팅층에서의 몰리브덴 혼합 분율에 따라 마찰계수와 마모율이 달랐다9). 경도(hardness)는 트라이보(tribo) 부품 설계 시 널리 이용되지만 단순히 경도와 전착도장 마모 수명(마찰계수 변화를 통해 결정된 수명) 사이의 상관 관계는 아직 확인되지 않았다. 본 연구에서는 상대재의 탄성계수, 경도 등과 같은 물성치와 전착 도장의 마모 수명과의 상관 관계가 연구되었다. 이를 위해 다양한 상대재를 사용한 전착도장 마모 실험 결과가 확보되었다. 실험 결과를 통해 상대재의 경도/탄성계수 비와 전착도장 수명 사이의 관계가 확인되었다.
2. 본 론
2.1 마모 시험 장치
본 연구에서는 저자가 개발한 마모 시험 장치가 사용되었다1,5). Fig. 1은 개발된 마모 시험기 측면도이다. 볼 시편인 상대재는 실린더 타입의 홀더에 삽입되어 고정되었다. 볼 홀더는 강체팔의 홀에 삽입되어 수직 방향의 이동만 가능하도록 하였다. 강체팔은 로드셀(load- cell)과 연결되며 로드셀은 왼쪽 지지대에 고정되었다. 볼 시편과 전착도장 시편 사이의 접촉 하중은 볼 홀더 위의 무게추(dead weights)를 통해 부가되었다. 볼과 전착도장 사이의 선형 왕복 변위는 sine 함수 형태로 리니어 모터에 의해 부가되었다. 리니어 스테이지의 무빙 테이블(carriage)에 전착도장 시편이 고정되었다. 상대재와 전착도장 시편 사이의 상대 변위는 레이저 변위 센서(Keyence, LK-081)에 의해 측정되었다. 부가된 변위 진폭이 0.15mm 인 경우, 레이저 변위 센서는 무빙 테이블 위에 설치되어 실제 볼 홀더와 전착도장 사이의 변위를 측정하였다. 이는 볼 홀더 외경과 강체팔 홀 내경 사이의 공차 영향을 최소하기 위함이었다 (홀더와 강체팔 사이의 허용공차는 0.015mm이내 제작되었다). 반면 부가된 변위 진폭이 0.5mm인 경우 레이저 변위 센서는 베이스에 설치되어 무빙 테이블의 변위를 측정하였다.
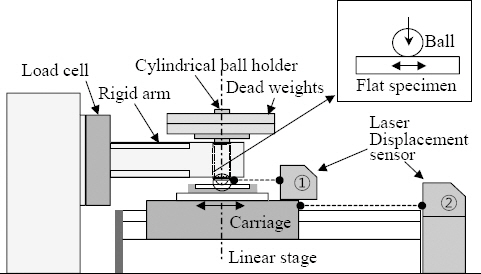
The developed wear testing machine
2.2 시편 및 시험 조건
볼대면(ball-on-flat plate) 마모 시험을 위해 평판 시편과 볼 시편이 각각 준비되었다. 평판 시편의 재료는 고장력 강판(SPFC780DP, 탄성계수 205GPa, 포와송비 0.28)이며 고장력 강판의 표면에는 음이온형 전착도장(cathodic electro-deposition)이 0.024-0.03 mm의 두께로 적층되었다. 전착도장은 고장력 강판의 부식 저항성을 향상시키기 위해 사용되지만 저마찰 성능 또한 보유하고 있다. Fig. 2는 고장력강판에 적층된 전착도장의 표면 모습이다. 적층된 전착도장의 초기 표면 조도(Ra)는 0.52±0.05 μm 이었다.
Micro-image of an electrodeposited coating
본 연구에서는 STB2, SUS316L, AISI1010, ZrO2, Si3N4 볼이 상대재(counterpart)로 사용되었다. Table 1과 Table 2는 사용된 볼 시편의 화학적 구성 성분을 보여준다. Table 3은 각 볼의 기계적 물성치를 나타낸다. 선택된 볼 중에서 Si3N4 볼이 가장 높은 탄성계수와 경도를 보유하고 있다. 반면 SUS316L이 가장 낮은 탄성계수와 경도 값을 가지고 있다. 실험에 사용된 모든 볼 시편은 직경이 5mm이며 초기 표면 조도(Ra)는 0.025 μm 수준이었다.

Chemical composition (wt. %) of commercial steel balls

Chemical composition (wt. %) of commercial ceramic balls

Mechanical properties of balls provided by the manufacturers
실험을 위해 접촉면에 부가한 수직 하중은 50N이였다. 이는 차량용 시트 레일의 Φ5mm 볼과 레일 사이의 하중 크기와 유사하다 (2개의 레일로 구성된 80 kgf의 시트 무게에 레일 당 8개 볼인 경우로 고려). 부가 변위 진폭은 0.15 mm와 0.5 mm를 각각 선택하였다. 이는 접촉면에 프레팅(fretting)과 왕복 슬라이딩(Reciprocal sliding) 운동을 각각 발생시키기 위함이었다10,11). 초당 왕복 수는 1 Hz로 설정하였으며 실험 중 룸 온도는 25 °C, 상대습도(RH)는 50%로 유지되었다.
3. 실험 결과 및 분석
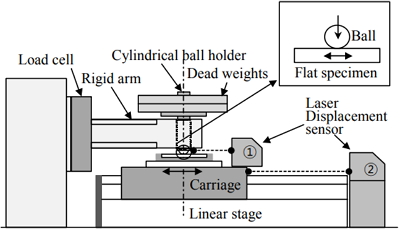
전착도장과 볼 사이의 동적 마찰 계수가 사이클에 따라 측정되었으며 마찰 계수 값이 0.5 부근에서 시험이 중단되었다4,5). Fig. 3은 다양한 볼 시편에 따른 전착도장의 마찰 계수 변화를 보여 준다. 부가한 변위 진폭에 따라 다른 마찰 계수 변화를 보였다. Si3N4 볼과 ZrO2 볼 시편을 사용한 시험(변위 진폭 δ=0.15mm)의 경우, 1250 사이클까지 마찰 계수는 0.06 수준으로 유지되었다. 이후 마찰 계수는 사이클에 따라 증가하였다. 반면 부가한 변위 진폭이 0.5mm 인 경우, 초기 마찰 계수는 대략 0.08 이었다. 100 사이클 동안 마찰 계수는 급격히 증가한 후 대략 300-400 사이클 동안 0.25-0.28 수준을 유지하였다 (안정적 단계). 기존 문헌에 따르면 이 단계에서는 접촉면에 전착도장층이 존재하고 저마찰 기능을 유지하는 것으로 파악되었다4). 마찰 계수는 안정적 단계 이후에 사이클에 따라 급격히 증가하였다 (증가 단계). 이 단계에서는 전착도장이 국부적으로 벗겨지면서 접촉면에 볼과 고장력 강판이 접촉하기 때문이다. Fig. 4는 마찰 계수가 0.5일 때의 마모된 전착도장 표면을 보여준다. 마찰 계수가 0.5 부근일 때 전착도장은 대부분 제거되어 볼과 고장력 강판이 접촉했음을 확인할 수 있다. 마찰 계수 측정 결과에서 동일 재료의 볼 시편을 사용하더라도 부가한 변위 진폭에 따라 마찰 계수 변화 차이가 존재했다. 그러나 STB2 볼의 경우 0.15mm와 0.5mm 변위 진폭에서 마찰 계수 변화 차이는 크지 않았다. 두 변위 진폭에서 마찰 계수 차이가 크지 않은 이유에 대해 추가적인 연구가 필요하다.
The kinetic friction coefficient evolutions of an electro-deposited coating against various counterparts at the displacement amplitude (δ) of 0.5mm

Worn surface image of an electro-deposited coating against ZrO2 ball at a friction coefficient of 0.5
접촉면에 존재하던 전착도장이 볼의 슬라이딩에 의해 마모되어 저마찰 기능을 수행하지 못할 때의 사이클을 전착도장의 마모 수명으로 고려할 수 있다. 즉, Fig. 3에서는 마찰 계수가 0.5일 때의 사이클을 전착도장의 수명으로 정의될 수 있다. 또는 마찰 계수가 안정적 단계 이후 급격히 증가하기 시작할 때의 사이클로 규정하기도 한다. 본 연구에서는 전착도장의 마모 수명을 마찰 계수가 0.4와 0.5에 도달할 때의 사이클로 고려하기로 한다. 시험에 사용된 볼 시편의 초기 표면 조도(Ra)가 유사한 점을 고려할 때 볼 시편(상대재)의 기계적 특성이 전착도장의 마모 수명에 영향을 끼친 것으로 파악된다.
경도는 재료의 마모 저항성을 나타내는 물성치 중의 하나이다. 그러나 상대재(counterpart)의 경도와 전착도장의 마모 수명 사이의 관계는 아직 확인되지 않았다. Fig. 5는 상대재에 따른 전착도장의 마모 수명을 보여준다. 그림에서 SUS316L 볼에 대한 전착도장 마모 수명이 가장 짧음을 확인할 수 있다. ZrO2 볼(경도: 11.77 GPa)에 대한 전착도장 수명이 Si3N4 볼(경도: 15.21 GPa)에 대한 전착도장 수명보다 높았다. 그래서 상대재의 경도만으로는 전착도장의 마모 수명을 예측하기 어렵다. 본 연구에서는 상대재의 경도/탄성계수 비(H/E)와 전착도장의 수명 사이의 연관성을 조사하였다.

The critical number of cycles to a COF of (a) 0.4 and (b) 0.5 with respect to various counterparts. Numbers in the plot denote imposed displacement amplitude
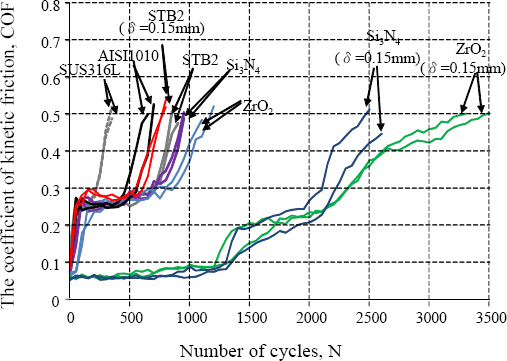
Fig. 6은 상대재의 H/E 비에 따른 전착도장 수명 그래프를 보여준다. Fig. 6에서는 마찰 계수가 0.4에 도달할 때의 사이클을 마모 수명으로 정의하였다. 부가 변위 진폭이 0.5mm와 0.15mm 인 경우 모두 전착도장의 마모 수명과 경도/탄성계수 비 사이에는 선형관계가 존재했다; 선형 회귀 분석 결과 결정계수(R2)가 각각 0.92, 0.97로 마모 수명이 경도/탄성 계수 비의 선형 함수로 표현될 수 있다는 것을 확인하였다. 한편 경도/탄성계수 비에 따른 마모 수명 증가율은 0.15mm 인 경우가 0.5mm 변위 진폭보다 6.05배 큰 것으로 나타났다.

The relation between the ratio (H/E) and the critical number of cycles to a COF of 0.4
Fig. 7는 마찰 계수가 0.5 일 때의 전착도장 마모 수명과 경도/탄성계수(H/E) 비 사이의 관계를 보여 준다. 부가 변위 진폭이 0.15mm, 0.5mm 인 경우 모두 마모 수명과 H/E 비는 선형관계가 있었다. 또한 경도/탄성계수 비에 따른 마모 수명 증가율은 0.15mm 인 경우가 0.5mm 변위 진폭보다 7.2배 큰 것으로 나타났다. Fig. 6와 Fig. 7에서 나타나는 것처럼, 전착도장의 마모 수명은 상대재의 경도/탄성계수 비가 증가할수록 선형적으로 증가하였다. 이는 전착도장의 마모 수명 예측에서 상대재의 경도/탄성계수 비가 이용될 수 있음을 의미한다. 본 연구에서는 전착도장의 마모 수명이 분석되었지만 향후 다른 저마찰 고체 윤활제 수명 또한 평가될 것이다. 또한 다양한 재료의 상대재가 사용될 필요가 있다.
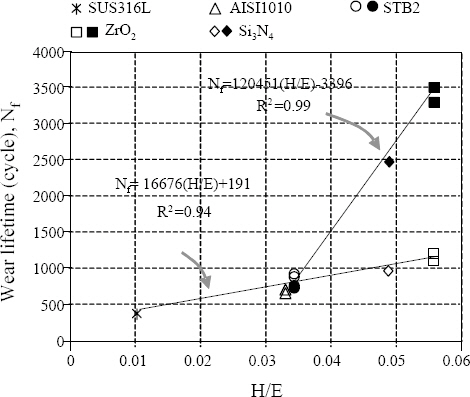
The relation between the ratio (H/E) and the critical number of cycles to a COF of 0.5
4. 결 론
본 연구에서는 다양한 상대재에 따른 차량용 전착도장의 마모 수명이 평가되었다. 전착도장의 마모 수명은 임계 마찰 계수(0.4와 0.5) 도달 시의 사이클로 규정하였다. 본 연구를 통해 다음의 결론을 도출하였다.
1) 상대재에 따라 전착도장의 마모 수명은 달랐다. 상대재가 Stainless steel 316L 볼일 때 전착도장의 마모 수명이 가장 짧았고 상대재가 ZrO2 볼일 때 마모 수명이 가장 길었다. 이는 마모 측면에서는 ZrO2 볼이 전착도장의 상대재로 적합함을 나타낸다.
2) 부가한 왕복 상대 변위 진폭이 0.5mm 일 때, 안정적 동적 마찰 계수(stable friction coefficient)는 0.25-0.27 수준으로 상대재에 따라 큰 차이가 없었다. 상대 변위 진폭이 0.15mm 일 때 ZrO2, Si3N4 상대재와 전착도장 사이의 안정적 동적 마찰 계수는 0.06 수준이었다. 이 두 상대재의 경우 부가된 변위 진폭에 따라 안정적 동적 마찰 계수는 달랐다.
3) 상대재의 경도/탄성계수 비와 전착도장 마모 수명 사이에 선형 관계가 존재했다. 부가한 변위 진폭이 0.15mm 일 때 경도/탄성계수 비 증가에 따른 마모 수명 증가율이 0.5mm 일 때보다 높았다. 상대재의 경도/탄성계수 비는 전착도장의 마모 수명 예측에 직접적인 도움이 될 수 있을 것이다.
본 연구에서는 5종류의 상대재를 사용하였다. 더 많은 상대재를 사용하여 다양한 부가 변위 진폭 조건에서 왕복 슬라이딩 실험이 수행될 필요가 있다. 또한 다양한 저마찰 고체 윤활제가 시험 평가될 필요가 있다.
Acknowledgements
이 출판물은 2015년도 한국항공대학교 교비지원 연구비에 의하여 지원된 연구의 결과임.