


1. ņä£ ļĪĀ
ņ¦ĆĻĄ¼ ņś©ļé£ĒÖö ļ¼ĖņĀ£ļĪ£ ņØĖĒĢśņŚ¼ ņĀä ņäĖĻ│äņĀüņ£╝ļĪ£ ĒÖśĻ▓ĮĻĘ£ņĀ£Ļ░Ć Ļ░ĢĒÖöļÉśļ®┤ņä£ ņś©ņŗżĻ░ĆņŖż ļ░░ņČ£ņØś 19%ļź╝ ņ░©ņ¦ĆĒĢśĻ│Ā ņ׳ļŖö ņłśņåĪ ļČäņĢ╝ņŚÉņä£ļŖö ņØ┤ļź╝ Ļ░£ņäĀĒĢśĻĖ░ ņ£äĒĢ£ ņŚ░ļ╣äĒ¢źņāüņØ┤ ņØ┤ņŖłĒÖöļÉśĻ│Ā ņ׳ļŗż. ņ×ÉļÅÖņ░©ļŖö ļÅÖļĀź ĻĖ░Ļ│äņżæņØś ĒĢśļéśļĪ£ņä£ ņäĀļ░Ģ ļ░Å ļ╣äĒ¢ēĻĖ░ņÖĆ ļŹöļČłņ¢┤ ņżæņÜö ņÜ┤ņåĪņłśļŗ© ņżæņØś ĒĢśļéśņØ┤ļŗż. ņØ┤ņŚÉ ņ×ÉļÅÖņ░© ĒÜīņé¼ņŚÉņä£ļŖö ņś©ņŗżĻ░ĆņŖż ļ░░ņČ£ņØä ņĄ£ļīĆĒĢ£ ņżäņØ┤ĻĖ░ ņ£äĒĢ£ ļģĖļĀźņ£╝ļĪ£ Ļ│ĀĒÜ©ņ£©ņØś ņ×ÉļÅÖņ░© Ļ░£ļ░£ņŚÉ Ēלņō░Ļ│Ā ņ׳ļŗż. ņØ┤ļź╝ ņ£äĒĢ£ ļ░®ļ▓ĢņØś ĒĢśļéśļĪ£ ņ×ÉļÅÖņ░© ņ░©ņ▓┤ņØś Ļ▓Įļ¤ēĒÖöļŖö ļ¦żņÜ░ ņżæņÜöĒĢ£ ļ░®ļ▓ĢņØ┤ļ®░ AHSS(Advanced High Strength Steel), UHSS(Ultra High Strength Steel)ņÖĆ Ļ░ÖņØĆ Ļ│ĀĻ░ĢļÅäĻ░ĢņØä ņ×ÉļÅÖņ░© ņ░©ņ▓┤ņŚÉ ņĀüņÜ®ĒĢśĻ│Āņ×É ļģĖļĀźĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ│ĀĻ░ĢļÅäĻ░ĢņØ┤ ņ░©ņ▓┤ņŚÉ ņĀüņÜ®ļÉśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņŗĀĻ░ĢņóģņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉ ļīĆĒĢ£ ņÜ®ņĀæņä▒ ĒÅēĻ░Ć ļ░Å ņĄ£ņĀüņĪ░Ļ▒┤ ņäżņĀĢņØ┤ ĒĢäņÜöĒĢśļ®░ ņØ┤ņÖĆ Ļ┤ĆļĀ©ļÉ£ ņØ╝ņØä ņŻ╝ļĪ£ ņŗżĒŚśņ£╝ļĪ£ ņłśĒ¢ē1)ļÉśĻ│Ā ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ļÅäĻĖł, ļæÉĻ╗ś, ņØ┤ņóģ Ļ░Ģņóģ ļō▒ņŚÉ ļö░ļźĖ ņĪ░ĒĢ®ņØ┤ ĻĖ░ĒĢśĻĖēņłśņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņØ┤ ļ¬©ļōĀ Ļ▓ĮņÜ░ņØś ņłśņŚÉ ļīĆĒĢ┤ ņŗżĒŚśņØä ĒåĄĒĢ┤ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśĻ│Ā ņĄ£ņĀüņĪ░Ļ▒┤ņØä ļÅäņČ£ĒĢśļŖö ļŹ░ņŚÉļŖö ĒĢ£Ļ│äĻ░Ć ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ¼ĖņĀ£ņĀÉņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ĒĢ┤ņäØņŚÉ ļīĆĒĢ£ ĒÅēĻ░ĆĻ░Ć ņłśĒ¢ēļÉśņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. ņĀäĻĘ╣ Ļ░ĆņĢĢļĀźņØä Ļ│ĀļĀżĒĢ£ ņŗ£ļ«¼ļĀłņØ┤ņģś2) ĻĘĖļ”¼Ļ│Ā ņĀäĻĖ░ ļ░Å ņŚ┤ņĀü ļ¬©ļŹĖņØä ņ╗żĒöīļ¦üĒĢśņŚ¼ ĒĢ┤ņäØĒĢ£ ņŗ£ļ«¼ļĀłņØ┤ņģś3) ļō▒ņØś ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░, ļśÉĒĢ£ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢ£ ņĢäņŚ░ ļÅäĻĖł Ļ░ĢĒīÉņØś ņÜ®ņĀæ ĒŖ╣ņä▒ ļ░Å ņĀäĻĘ╣ņØś ļ¦łļ¬© ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼4)ņÖĆ ņŖżĒģīņØĖļĀłņŖż Ļ░ĢņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ĒŖ╣ņä▒ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼5)Ļ░Ć ņłśĒ¢ēļÉśņŚłļŗż. Park6) ļō▒ņØĆ 780MPaĻĖē Ļ░Ģņ×¼ņØś ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢ┤ ņĀÉņÜ®ņĀæ ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢśņŚ¼ 1500MPaĻĖē Ļ│ĀĻ░ĢļÅä Ļ░ĢĒīÉņØś ļÅÖņóģ ļ░Å ņØ┤ņóģņŚÉ ļīĆĒĢ£ ņŚ¼ļ¤¼ ņĪ░ĒĢ®ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņä▒ ĒÅēĻ░Ćļź╝ ņłśĒ¢ēĒĢśņśĆļŗż. ņØ┤ļź╝ ņ£äĒĢśņŚ¼ ĻĖłĒśĢņŚÉ ņØśĒĢ┤ ņŚ┤ņ▓śļ”¼ļÉ£ 1500MPaĻĖē ĒĢ½ņŖżĒā¼ĒĢæĻ░ĢņØś ļÅÖņóģ, ļæÉĻ╗ś, Ļ░Ģņóģ, ļæÉĻ╗śņÖĆ Ļ░ĢņóģņØä ļŗżļź┤Ļ▓ī ĒĢśņŚ¼ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆņ£╝ļ®░ ļśÉĒĢ£ ņØ┤ņŚÉ ļö░ļźĖ ņĄ£ņĀü ņÜ®ņĀæ ņĪ░Ļ▒┤ņØĖ ļĪ£ĻĘĖĻ│ĪņäĀņØä ļÅäņČ£ĒĢśņśĆĻ│Ā, ļĪ£ĻĘĖĻ│ĪņäĀņØä ņØ┤ņÜ®ĒĢśņŚ¼ 1500MPaĻĖē Ļ░Ģņ×¼ņØś ļŗżņ¢æĒĢ£ ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ņÜ®ņĀæņä▒ ļŹ░ņØ┤Ēä░ļ▓ĀņØ┤ņŖżļź╝ ņĀ£ņĢłĒĢśņśĆļŗż. ņØ┤Ēøä ņłśņ¦æļÉ£ ļŹ░ņØ┤Ēä░ļ▓ĀņØ┤ņŖżļź╝ ņØ┤ņÜ®ĒĢ┤ ļĪ£ĻĘĖĻ│ĪņäĀ ĒŖ╣ņä▒ņØä ļČäņäØĒĢśņŚ¼ ņØ┤ņŚÉ ļö░ļźĖ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ļäłĻ▓¤ ņ¦Ćļ”äņØś ņśłņĖĪ ļ¬©ļŹĖņØä ļ¦īļōżņŚłļŗż.
2. ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģś
2.1 ņŗ£ļ«¼ļĀłņØ┤ņģś ļ░®ļ▓Ģ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢ£ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ Ļ▓░Ļ│╝ļź╝ ļČäņäØĒĢśņśĆļŗż. ņØ┤ņÖĆ Ļ░ÖņØĆ ĒĢ┤ņäØņØĆ ņŚ┤, ĻĖ░Ļ│ä, ņĀäĻĖ░ņĀüņØĖ ĒĢ┤ņäØņØ┤ ņżæņÜöĒĢśļ®░, ņØ┤ļŖö ņä£ļĪ£ ņŚ░ņä▒ļÉśņ¢┤ ņ׳ļŗż. ņØ┤ļōż ņżæņŚÉņä£ļÅä ļ░£ņŚ┤ņŚÉ Ļ░Ćņן ņżæņÜöĒĢ£ ņÜöņåīņØĖ ņĀæņ┤ē ņĀĆĒĢŁņØś Ļ│äņé░ņØ┤ ļ¦żņÜ░ ņżæņÜöĒĢśļŗż.
ļ░£ņŚ┤ņØś Ļ░Ćņן Ēü░ ņÜöņåīņØĖ ņĀĆĒĢŁņØĆ ņĀæņ┤ēņĀĆĒĢŁņŚÉņä£ Ļ░Ćņן ļåÆĻ▓ī ļéśĒāĆļéśļ®░ ņŗ£ļ«¼ļĀłņØ┤ņģś ņāüņŚÉ ņō░ņØ┤ļŖö ņĀĆĒĢŁ ļ¬©ļŹĖņØĆ ņĢäļלņØś ņŗØ (1)Ļ│╝ Ļ░Öļŗż7,8).
ņŗØ (1)ņŚÉņä£ņØś ŽücontactļŖö ņĀæņ┤ēņĀĆĒĢŁņØä ņØśļ»ĖĒĢśļ®░, Žü1,Žü2ļŖö ļ¦×ļŗ┐ņĢä ņ׳ļŖö ĻĖłņåŹ ņ×¼ļŻīņØś Ļ│Āņ£ĀņĀĆĒĢŁņØä ļéśĒāĆļéĖļŗż. Žücontaminant ļŖö ņĀæņ┤ēļČĆ Ēæ£ļ®┤ ņśżņŚ╝ņŚÉ ņØśĒĢ£ ņĀĆĒĢŁņØä ņØśļ»ĖĒĢ£ļŗż. ļśÉĒĢ£ ŽānļŖö Ļ│äļ®┤ņØś ņĀæņ┤ēņłśņ¦üņØæļĀźņØä ļéśĒāĆļé┤ļ®░ Žās-softļŖö ņĀæņ┤ēļÉ£ ļæÉ ĻĖłņåŹ ņżæņŚÉ Ļ▓ĮļÅäĻ░Ć ņĢĮĒĢ£ ĻĖłņåŹņØś ņØæļĀźņØä ļéśĒāĆļéĖļŗż.
ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņ£äĒĢ┤ ļ¬©ļŹĖļ¦üļÉ£ ņĀäĻĘ╣ ļ░Å ĒīÉņ×¼ļŖö Fig. 1Ļ│╝ Ļ░Öļŗż. ĻĘĖļ”╝ņŚÉņä£ņÖĆ Ļ░ÖņØ┤ 4Ļ░ü ĒśĢĒā£ņØś ļ®öņē¼ļź╝ ņØ┤ņÜ®ĒĢśņśĆņ£╝ļ®░, ņÜ®ņĀæņØ┤ ņØ╝ņ¢┤ļéśļŖö ļČĆļČäņŚÉ ļīĆĒĢ┤ņä£ļŖö ļ®öņē¼ņØś Ēü¼ĻĖ░ļź╝ ņ×æĻ▓ī ļ¬©ļŹĖļ¦üņØä ĒĢśņśĆļŗż. ņĀäĻĘ╣ņØĆ ņČĢļīĆņ╣ŁņØś ļ¬©ļŹĖņØä ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, ņĀäĻĘ╣ņØĆ xy ņČĢ ļīĆņ╣Ł ĒśĢĒā£ļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż.

2.2 ņŗ£ļ«¼ļĀłņØ┤ņģś ņĪ░Ļ▒┤
ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņ£äĒĢ£ ņĪ░Ļ▒┤ņ£╝ļĪ£ ņé¼ņÜ®ļÉ£ ņÜ®ņĀæĻĖ░ļŖö 60Hz ĻĄÉļźśņÜ®ņĀæĻĖ░ļĪ£ ņäżņĀĢĒĢśņśĆņ£╝ļ®░, ņé¼ņÜ®ļÉ£ ņĀäĻĘ╣ņØĆ ņØ╝ļ░śņĀüņØĖ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņŚÉ ļ¦ÄņØ┤ ņō░ņØ┤ļŖö ļÅöĒśĢ ņĀäĻĘ╣ņ£╝ļĪ£ ņ¦üĻ▓Į 16mm, ņäĀļŗ©Ļ▓Į 6mmņØĖ CuCrņåīņ×¼ņØś ņĀäĻĘ╣ņØä ņØ┤ņÜ®ĒĢśņśĆļŗż. ļāēĻ░üņłśļŖö 20┬░CļĪ£ 4 l/min ņØś ņ£Āļ¤ēņ£╝ļĪ£ ņĀäĻĘ╣ņŚÉ ĒØÉļź┤ļÅäļĪØ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņØä ņäżņĀĢĒĢśņśĆļŗż.
ņŗ£ļ«¼ļĀłņØ┤ņģśņŚÉ ņé¼ņÜ®ļÉ£ ņ×¼ļŻīļŖö 1500MPaĻĖē ĒĢ½ņŖżĒā¼ĒĢæĻ░Ģņ£╝ļĪ£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö HS1500ņ£╝ļĪ£ ļ¬ģļ¬ģĒĢśņśĆļŗż. HS1500 Ļ░Ģņ×¼ļŖö 1.0mmņÖĆ 1.4mm ļæÉĻ╗śļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż. ņØ┤ņóģ Ļ░Ģņ×¼ņØś ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņ£äĒĢ┤ņä£ ņČöĻ░ĆņĀüņ£╝ļĪ£ DP590Ļ│╝ DP780 1.0mmņÖĆ 1.4mmļź╝ ņØ┤ņÜ®ĒĢśņśĆļŗż. Ļ░üĻ░ü ļæÉĻ╗ś ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ļÅÖņóģ ļ░Å ņØ┤ņóģĻ░ĢņóģņŚÉ ļīĆĒĢ£ ņĪ░ĒĢ®ņ£╝ļĪ£ ņ┤Ø 7Ļ░Ćņ¦Ć ņĪ░ĒĢ®ņŚÉ ļīĆĒĢśņŚ¼ Table 1Ļ│╝ Ļ░ÖņØĆ ņÜ®ņĀæņĪ░Ļ▒┤ņ£╝ļĪ£ ņŗ£ļ«¼ļĀłņØ┤ņģś ĒĢśņśĆĻ│Ā Ļ░ü ņ×¼ļŻīņØś ĒÖöĒĢÖņĀü ņä▒ļČäņØĆ Table 2ņÖĆ Ļ░Öļŗż.
2.3 ļĪ£ļĖīĻ│ĪņäĀ
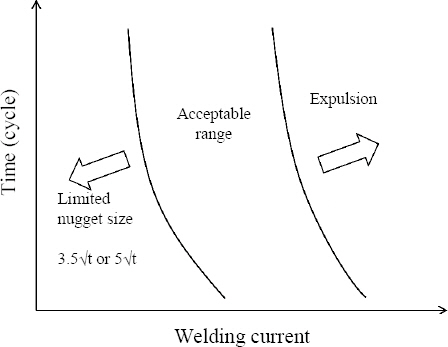
ņĀĆĒĢŁņĀÉ ņÜ®ņĀæņŚÉņä£ ņÜ®ņĀæņä▒ņØä Ēæ£ĒśäĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņŻ╝ļĪ£ ņé¼ņÜ®ļÉśļŖö ļ░®ļ▓ĢņØ┤ ļĪ£ļĖīĻ│ĪņäĀņØä ĒÖ£ņÜ®ĒĢ£ļŗż6). ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļÅä ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļĪ£ļĖīĻ│ĪņäĀņØä ĒÖ£ņÜ®ĒĢśņŚ¼ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśĻ│Ā ņĀüņĀĢ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØś ņśüņŚŁņØä Ēæ£ņŗ£ĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņØĖ ļĪ£ļĖīĻ│ĪņäĀņØĆ Fig. 2ņÖĆ Ļ░ÖņØ┤ Ēæ£ĒśäļÉśļ®░ ņ×ģņŚ┤ļ¤ēņØ┤ ņĀüņ¢┤ ņČ®ļČäĒĢ£ ļäłĻ▓¤ņØä ņāØņä▒ļÉśņ¦Ć ņĢŖņØĆ ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀĻ│╝ ņ×ģņŚ┤ļ¤ēņØ┤ ļ¦ÄņĢä ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśļŖö ņśżļźĖņ¬Į Ļ▓ĮĻ│äņäĀņ£╝ļĪ£ ĻĄ¼ļČäĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņ¢æņ¬Į Ļ▓ĮĻ│äņäĀ ņé¼ņØ┤ļź╝ ņĀüņĀĢņÜ®ņĀæņĪ░Ļ▒┤ņ£╝ļĪ£ ĒĢ£ļŗż. ļ│┤ĒåĄ ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀņØĆ ļĪ£ļĖīĻ│ĪņäĀ ņ×æņä▒ ĻĖ░ņżĆņØĖ ISO-14327ņŚÉ ļö░ļØ╝ ņ×¼ļŻīļæÉĻ╗śĻ░Ć tņØ╝ ļĢī 3.5t t t
3. ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢ£ ļĪ£ļĖīĻ│ĪņäĀ
3.1 ļÅÖņóģ HS1500ņåīņ×¼ņØś ņÜ®ņĀæ ļĪ£ļĖīĻ│ĪņäĀ
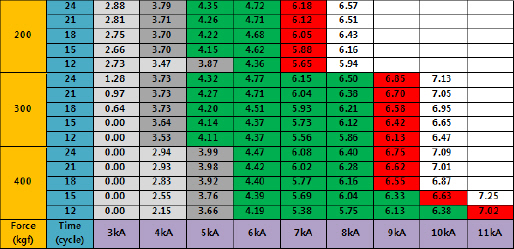
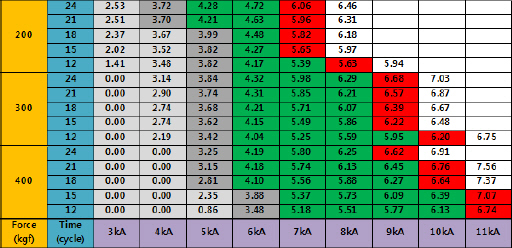
HS1500 1.0mm ļæÉ ņןņØä ņĀÉņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģś ĒĢ£ Ļ▓░Ļ│╝ņÖĆ ņØ┤ņŚÉ ļö░ļźĖ ļĪ£ļĖīĻ│ĪņäĀņØä Ļ░ĆņĢĢļĀź ļ│äļĪ£ Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖļ”╝ņŚÉņä£ Ļ░ĆļĪ£ņČĢņØĆ ņÜ®ņĀæ ņĀäļźśļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳Ļ│Ā, ņäĖļĪ£ņČĢņØĆ Ļ░ĆņĢĢļĀźĻ│╝ ņÜ®ņĀæņŗ£Ļ░äņØä Ēæ£ĒśäĒĢśĻ│Ā ņ׳ļŗż. Ļ░üĻ░üņØś ņÜ®ņĀæņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ Ļ▓░Ļ│╝ļŖö ņÜ®ņĀæļČĆ ļäłĻ▓¤ ņ¦Ćļ”ä Ļ░ÆņØä Ēæ£ĒśäĒĢśĻ│Ā ņ׳ļŗż. ņÖ╝ņ¬ĮņØĆ ļäłĻ▓¤ņØś ĒśĢņä▒ņØ┤ ļÉśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░ Ēś╣ņØĆ ņĄ£ņåī ĒŚłņÜ® ļäłĻ▓¤ ņ¦Ćļ”ä ļ│┤ļŗż ļé«ņØĆ ĻĄ¼Ļ░äņØ┤ļ®░, ņāüĒĢ£ņØś Ļ▓ĮņÜ░ļŖö ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢ£ ĻĄ¼Ļ░äņØ┤ļŗż. ņŖżĒī©Ēä░ņØś ļ░£ņāØņØ┤ 2ĒÜī ņØ┤ņāüņØ┤ ņŚ░ņåŹņØĖ Ļ▓ĮņÜ░ļŖö ņØ┤ĒøäņØś ņŗ£ļ«¼ļĀłņØ┤ņģśņØĆ ņ¦äĒ¢ēĒĢśņ¦Ć ņĢŖņĢśļŗż.

Fig. 3ņØś ļĪ£ļĖīĻ│ĪņäĀņŚÉņä£ Ļ░ĆņĢĢļĀź 200kgf, 300kgf, 400kgfļĪ£ ĻĄ¼ļČäĒĢśņŚ¼ ļéśĒāĆļé┤ņŚłļŗż. Ļ░ÖņØĆ ņÜ®ņĀæņĀäļźśņÖĆ ņÜ®ņĀæņŗ£Ļ░äņŚÉņä£ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļäłĻ▓¤ ņ¦Ćļ”äņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņĀæņ┤ēņĀĆĒĢŁņØś Ļ░Éņåīļź╝ ņ£Āļ░£ĒĢśĻ▓ī ļÉśĻ│Ā ĻĘĖļĪ£ņØĖĒĢ┤ ņÜ®ņĀæļČĆņŚÉņä£ ļ░£ņāØĒĢśļŖö ļ░£ņŚ┤ļ¤ēņØ┤ ņĀüņ¢┤ņ¦ĆĻ▓ī ļÉśņ¢┤ ļäłĻ▓¤ ņ¦Ćļ”äņØ┤ ņ×æĻ▓ī ĒśĢņä▒ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļśÉĒĢ£ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ļĪ£ļĖīĻ│ĪņäĀņØś ĒĢśĒĢ£ņäĀĻ│╝ ņāüĒĢ£ņäĀņØ┤ ņØ┤ļÅÖĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņĀæņ┤ēņĀĆĒĢŁņØś Ļ░ÉņåīļĪ£ ņØĖĒĢ┤ Ļ│ĀņĀäļźśņØś ņÜ®ņĀæņĀäļźśļź╝ ņÜöĻĄ¼ĒĢśĻ▓ī ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ĒĢśĒĢ£ņäĀ ļ░Å ņāüĒĢ£ņäĀņØ┤ ņśżļźĖņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖĒĢśĻ▓ī ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļśÉĒĢ£ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ņä£ ņÜ®ņ£ĄĻĖłņåŹņØś ĒīĮņ░ĮņĢĢļĀźļ│┤ļŗż Ļ░ĆņĢĢļĀźņØ┤ ļåÆņĢäņ¦ĆĻ│Ā ņŖżĒī©Ēä░ļź╝ ņ¢ĄņĀ£ĒĢśņŚ¼ ņāüĒĢ£ņäĀņØ┤ ņśżļźĖņ¬Įņ£╝ļĪ£ ĒĢśĒĢ£ņäĀ ļ│┤ļŗż ņāüļīĆņĀüņ£╝ļĪ£ ļ¦ÄņØ┤ ņØ┤ļÅÖĒĢśņŚ¼ ņĀäņ▓┤ņĀüņØĖ ņĀüņĀĢņÜ®ņĀæ ĻĄ¼Ļ░äņØ┤ ļäōņ¢┤ņ¦ĆĻ▓ī ļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
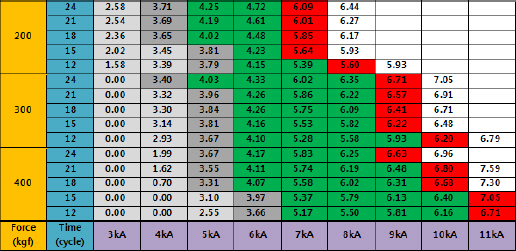
Fig. 4ļŖö HS1500 1.4mmņØś ļæÉĻ▓╣ ņÜ®ņĀæņØś Ļ▓░Ļ│╝ņØ┤ļŗż. 1.0mm ņØ╝ ļĢīņÖĆ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļĪ£ļĖīĻ│ĪņäĀņØ┤ ņśżļźĖņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖĒĢśļ®┤ņä£ ļĪ£ļĖī ņśüņŚŁņØ┤ ĒÖĢļīĆļÉśļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ļŗż.
HS1500 1.0mmņØś ņĪ░ĒĢ®Ļ│╝ ļ╣äĻĄÉĒĢśņśĆņØä ļĢī ļĪ£ļĖīņśüņŚŁ ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀ ļ░Å ņśżļźĖņ¬Į Ļ▓ĮĻ│äņäĀņØ┤ ļČĆļČäņĀüņ£╝ļĪ£ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļŖö ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņøīņ¦Ćļ®┤ņä£ ļ╣äņĀĆĒĢŁņØ┤ ņ╗żņ¦ĆĻ│Ā ĻĘĖļĪ£ņØĖĒĢśņŚ¼ ņ×ģņŚ┤ļ¤ēņØ┤ ļ¦ÄņĢäņĀĖ ļŹö ļé«ņØĆ ņĀäļźś ņśüņŚŁņŚÉņä£ ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.

3.2 ņØ┤ņóģ ļæÉĻ╗śņØś HS1500Ļ░Ģ ņÜ®ņĀæ ļĪ£ļĖīĻ│ĪņäĀ
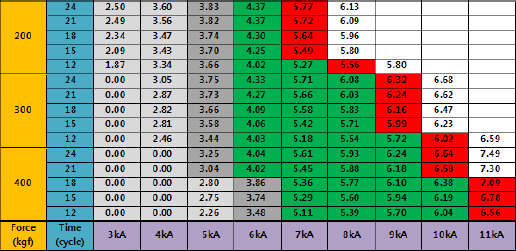
HS1500Ļ░ĢņŚÉņä£ ņØ┤ņóģ ļæÉĻ╗śņŚÉ ļīĆĒĢ£ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ HS1500 1.0mmņÖĆ HS 1500 1.4mmņŚÉ ļīĆĒĢ£ ļĪ£ļĖīĻ│ĪņäĀņØä Fig. 5ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņØ┤ņóģ ļæÉĻ╗ś ņĪ░ĒĢ®ņŚÉņä£ļÅä Ļ░ĆņĢĢļĀźņØ┤ ļåÆņĢäņ¦łņłśļĪØ Ļ▓ĮĻ│äņäĀņØ┤ ņśżļźĖņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖĒĢśļ®┤ņä£ ļäōņ¢┤ņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņ£╝ļ®░ Ļ░ÖņØĆ ņĀäļźśļīĆņŚÉņä£ Ļ░ĆņĢĢļĀźņØ┤ ļåÆņØäņłśļĪØ ļäłĻ▓¤ ņ¦Ćļ”äņØ┤ ņ×æņĢäņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
ņØ┤ ļśÉĒĢ£ Ļ░ĆņĢĢļĀźņØ┤ ļåÆņĢäņ¦łņłśļĪØ ņĀæņ┤ēņĀĆĒĢŁņØ┤ Ļ░ÉņåīĒĢśĻ▓ī ļÉśĻ│Ā ņŖżĒī©Ēä░ņŚÉ ļīĆĒĢ£ ļ»╝Ļ░ÉļÅäĻ░Ć Ļ░ÉņåīĒĢśņŚ¼ ņĀüņĀĢ ņÜ®ņĀæ ņśüņŚŁņØ┤ ņśżļźĖņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖļÉśļ®┤ņä£ ņśüņŚŁņØ┤ ņ╗żņ¦ĆĻ▓ī ļÉ©ņØä ņĢī ņłś ņ׳ļŗż. ļśÉĒĢ£ ļåÆņØĆ Ļ░ĆņĢĢļĀź ņØ╝ņłśļĪØ ņĀæņ┤ēņĀĆĒĢŁņØ┤ ļé«ņĢäņĀĖ ņ×ģņŚ┤ļ¤ēņØ┤ ņĀüņ¢┤ņ¦ĆĻ│Ā ĻĘĖņŚÉ ļö░ļØ╝ ļäłĻ▓¤ ņ¦Ćļ”äņØ┤ ņ×æņĢäņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
3.3 HS1500Ļ░ĢĻ│╝ ņØ┤ņóģ Ļ░Ģņ×¼ņØś ļĪ£ļĖīĻ│ĪņäĀ
ņØ┤ņóģ Ļ░ĢņóģņŚÉ ļīĆĒĢ£ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼HS1500 1.0mmņÖĆ DP590 1.0mm ņĪ░ĒĢ®Ļ│╝ HS1500 1.0mm ņÖĆ DP780 1.0mm ņĪ░ĒĢ®ņØä ņŗ£ļ«¼ļĀłņØ┤ņģś ĒĢśņŚ¼ ļĪ£ļĖīĻ│ĪņäĀņØä ņ×æņä▒ĒĢśņŚ¼ Fig. 6Ļ│╝ Fig. 7ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĢ×ņØś ņĪ░ĒĢ®Ļ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļæÉ ņĪ░ĒĢ® ļśÉĒĢ£ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļĪ£ļĖīĻ│ĪņäĀņØ┤ ņśżļźĖņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖĒĢśļ®┤ņä£ ņśüņŚŁņØ┤ ļäōņ¢┤ņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłĻ│Ā Ļ░ÖņØĆ ņĀäļźśļīĆ ņØ╝ ļĢī Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļäłĻ▓¤ ņ¦Ćļ”äņØĆ ņ×æņĢäņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
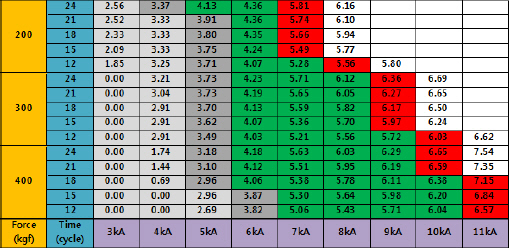
HS1500 1.0mmņÖĆ DP590 1.0mm ņĪ░ĒĢ®Ļ│╝ HS1500 1.0mmņÖĆ DP780 1.0mm ņĪ░ĒĢ®ņØä ļ╣äĻĄÉĒĢśņśĆņØä ļĢī ļĪ£ļĖīņØś ņśżļźĖņ¬Į Ļ▓ĮĻ│äņäĀņØĆ ņØ╝ņ╣śĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ¦Ćļ¦ī ļĪ£ļĖīņØś ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀņØĆ HS1500ņÖĆ DP780 1.0mm ņØ╝ ļĢī Ļ░ĆņĢĢļĀź 200kgf, ņĀäļźś 5kAņÖĆ Ļ░ĆņĢĢļĀź 400kgf, ņĀäļźś 6kA ņŚÉņä£ ļŹö ļäōņØĆ ņśüņŚŁļīĆļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļŖö DP780ņØś ļåÆņØĆ Ļ░ĢļÅäņŚÉ ņØśĒĢ£ Ļ░Ģņä▒ ļ░Å Ļ▓ĮļÅäĻ░Ć Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łĻĖ░ Ļ░ĆņĢĢņŗ£ ņĀæņ┤ē ņĀĆĒĢŁņØś Ļ░ÉņåīĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ņ×æĻ│Ā ņØ┤ļĪ£ ņØĖĒĢśņŚ¼ ļ░£ņŚ┤ņØ┤ ņ╗żņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļĪ£ĻĘĖĻ│ĪņäĀņØś ņśżļźĖņ¬Į Ļ▓ĮĻ│äņäĀņØĆ ņØ╝ņ╣śĒĢśņ¦Ćļ¦ī ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀņØĆ ļŹö ļé«ņØĆ ņĀäļźśļīĆņŚÉņä£ Ļ▓ĮĻ│äņäĀņØ┤ ĒśĢņä▒ļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
3.4 HS1500Ļ░ĢĻ│╝ ņØ┤ņóģ ļæÉĻ╗ś Ļ░Ģņ×¼ņØś ļĪ£ļĖīĻ│ĪņäĀ
ņØ┤ņóģ Ļ░Ģņóģ ļ░Å ņØ┤ņóģ ļæÉĻ╗śņŚÉ ļīĆĒĢ£ ņÜ®ņĀæņä▒ņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢśņŚ¼ HS1500 1.0mmņÖĆ DP590 1.4mm ņĪ░ĒĢ®Ļ│╝ HS1500 1.0mm ņÖĆ DP780 1.4mm ņĪ░ĒĢ®ņØä ņŗ£ļ«¼ļĀłņØ┤ņģś ĒĢśņŚ¼ ļĪ£ļĖīĻ│ĪņäĀņØä ņ×æņä▒ĒĢśņŚ¼ Fig. 8Ļ│╝ Fig. 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ņĢ×ņØś ņĪ░ĒĢ®Ļ│╝ ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļæÉ ņĪ░ĒĢ® ļśÉĒĢ£ Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ļĪ£ļĖīĻ│ĪņäĀņØ┤ ņśżļźĖņ¬Įņ£╝ļĪ£ ņØ┤ļÅÖĒĢśļ®┤ņä£ ņśüņŚŁņØ┤ ļäōņ¢┤ņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłĻ│Ā Ļ░ÖņØĆ ņĀäļźśļīĆ ņØ╝ ļĢī Ļ░ĆņĢĢļĀźņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņØĖņןņĀäļŗ©Ļ░ĢļÅä Ļ░ÆņØĆ ļ¢©ņ¢┤ņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż.
HS1500 1.0mmņÖĆ DP590 1.4mm ņĪ░ĒĢ®Ļ│╝ HS1500 1.0mmņÖĆ DP780 1.4mm ņĪ░ĒĢ®ņØä ļ╣äĻĄÉĒĢśņśĆņØä ļĢī ļĪ£ļĖīņØś ņśżļźĖņ¬Į Ļ▓ĮĻ│äņäĀņØĆ ņØ╝ņ╣śĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņ¦Ćļ¦ī ļĪ£ļĖīņØś ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀņØĆ HS1500ņÖĆ DP780 1.4mm ņØ╝ ļĢī Ļ░ĆņĢĢļĀź 300kgf, ņĀäļźś 5kAņŚÉņä£ ļŹö ļäōņØĆ ņśüņŚŁļīĆļź╝ Ļ░Ćņ¦ĆļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ņŚłļŗż. ņØ┤ļŖö DP780ņØś ļåÆņØĆ Ļ░ĢļÅäņŚÉ ņØśĒĢ£ Ļ░Ģņä▒ ļ░Å Ļ▓ĮļÅäĻ░Ć Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ ņ┤łĻĖ░ Ļ░ĆņĢĢņŗ£ ņĀæņ┤ē ņĀĆĒĢŁņØś Ļ░ÉņåīĻ░Ć ņāüļīĆņĀüņ£╝ļĪ£ ņ×æĻ│Ā ņØ┤ļĪ£ņØĖĒĢśņŚ¼ ļ░£ņŚ┤ņØ┤ ņ╗żņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļĪ£ļĖīņØś ņśżļźĖņ¬Į Ļ▓ĮĻ│äņäĀņØĆ ņØ╝ņ╣śĒĢśņ¦Ćļ¦ī ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀņØĆ ļŹö ļé«ņØĆ ņĀäļźśļīĆņŚÉņä£ Ļ▓ĮĻ│äņäĀņØ┤ ĒśĢņä▒ļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 1500MPaĻĖē ĒĢ½ņŖżĒā¼ĒĢæĻ░ĢņŚÉ ļīĆĒĢ┤ ļÅÖņóģņ×¼ļŻī, ņØ┤ņóģņ×¼ļŻī, ļÅÖņóģļæÉĻ╗ś, ņØ┤ņóģļæÉĻ╗śņŚÉ ļīĆĒĢśņŚ¼ FEM ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæņØś ļŗżņ¢æĒĢ£ Ļ░Ģņóģ ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ļĪ£ĻĘĖĻ│ĪņäĀ ļ░Å ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæ ļŹ░ņØ┤Ēä░ļ▓ĀņØ┤ņŖżļź╝ ņ¢╗ņØä ņłś ņ׳ņŚłĻ│Ā, ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ļÅäņČ£ĒĢśņśĆļŗż.
1) ļÅÖņóģĻ░ĢņóģņØś ņÜ®ņĀæņØĖ Ļ▓ĮņÜ░, ņ×¼ļŻīņØś Ļ░ĆņĢĢļĀźņØś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ņŖżĒī©Ēä░ ļ░£ņāØņØ┤ ņ¢ĄņĀ£ļÉśņ¢┤ ļĪ£ļĖīĻ│ĪņäĀņØś ņĀüņĀĢ ļ▓öņ£äĻ░Ć ņ”ØĻ░ĆĒĢśļ®░, ļæÉĻ╗ś ņ”ØĻ░ĆņŚÉ ļö░ļØ╝ ļ╣äņĀĆĒĢŁ ņ”ØĻ░ĆļĪ£ ņØĖĒĢśņŚ¼ ļé«ņØĆ ņĀäļźśņŚÉņä£ ņŖżĒī©Ēä░Ļ░Ć ļ░£ņāØĒĢ£ļŗż.
2) ņØ┤ņóģ ņ×¼ļŻīņØś ņÜ®ņĀæņØĖ Ļ▓ĮņÜ░, ļ╣äņĀĆĒĢŁ ļ░Å ņ×¼ļŻīņØś Ļ░Ģņä▒ ņ░©ņØ┤ļĪ£ ņØĖĒĢ┤ ļÅÖņóģņ×¼ļŻīņØś ņĪ░ĒĢ®ņØĖ HS1500 1.0mmņÖĆ HS1500 1.0mmņØś ņĪ░ĒĢ®ņØ╝ ļĢīļ│┤ļŗż ņØ┤ņóģņ×¼ļŻīņØś ņĪ░ĒĢ®ņØĖ HS1500 1.0mmņÖĆ DP590 1.0mmņØś ņĪ░ĒĢ® ļ░Å HS1500 1.0mmņÖĆ DP780 1.0mm ņĪ░ĒĢ®ņŚÉņä£ ļĪ£ļĖī ņśüņŚŁņØś ņÖ╝ņ¬Į Ļ▓ĮĻ│äņäĀņØ┤ ļåÆņØĆ ņĀäļźśļīĆļĪ£ ņØ┤ļÅÖĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖ ĒĢĀ ņłś ņ׳ņŚłļŗż.
3) ĒśäņןņŚÉņä£ ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŖö ņĀüņĀĢ ņÜ®ņĀæņĪ░Ļ▒┤ņØä ņĀÉ ņÜ®ņĀæ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒåĄĒĢ┤ ļĪ£ļĖīĻ│ĪņäĀņ£╝ļĪ£ ļÅäņČ£ĒĢĀ ņłś ņ׳ņŚłĻ│Ā 1500MPaĻĖē Ļ░Ģņ×¼ņØś ļŗżņ¢æĒĢ£ ņĪ░ĒĢ®ņŚÉ ļö░ļźĖ ļĪ£ļĖīĻ│ĪņäĀņØä ņĀ£ņĢłĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



