


1. Introduction
The coupling of laser and MIG processes to form a hybrid process with a single melting pool offers advantages, compared to each process individually. These advantages are characterized by high welding speed, gap bridging capability and welding depth1,2). At the same time, the low line energy leads to a reduction of thermal stress and thus to low distortion3). First trials have shown that these attributes are perfectly applicable for 3-D joining applications. In particular the joining of only a few millimeters thick sheet metal structures of cold worked aluminum alloys, which should meet high quality requirements. Pre-processing tolerances, which could cause gaps of more than one millimeter, can be compensated in the welding process. This is possible by means of position-specific increased filler material addition.
Despite some parameters, the laser hybrid process is just partially investigated. There is a lack of studies on quality parameters, such as those that influence the root connection4). This decisive parameter for the strength of the joint is adjusted through the laser power only5,6). It is even postulated that an increase in welding depth cannot be influenced by the MIG contribution7).
Studies on process parameters such as welding speed or wire feed rate are available on a large scale3,4,8,9). They have even been carried out using artificial neural networks and genetic algorithms10). These investigations were carried out on butt, lap, and flanged joints. If processes are optimized for welding depths, it is done exclusively at blind seams11,12). Investigations of T-joints are available on a very small extent and require seam preparation13), or are produced by welding through the belt plate14).
Due to these conditions, this paper analyzes the penetration of fillet welds of the T-joint. Specifically, the effect of the MIG process on the root connection is investigated.
2. Used Setup
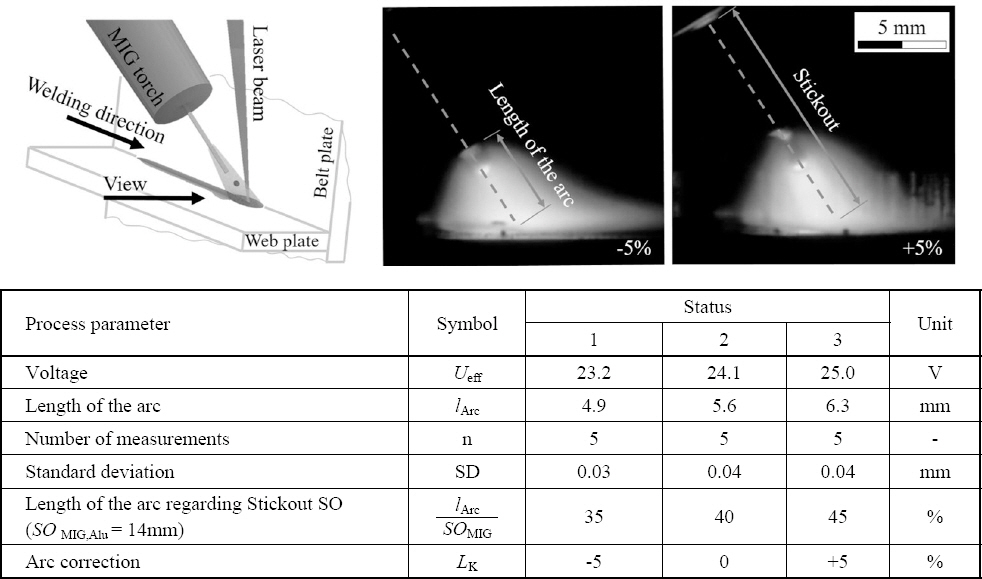
The setup is comprised of an articulated robot and a Fronius laser hybrid welding head, with an integrated Trans Puls Synergic welding system. The laser is an YPG fiber laser YLR-5000. The laser runs in front of the MIG torch, piercing with a 5ô¯ angle and the MIG welding head follows 3 mm behind the -1 mm focal position, piercing with a 35ô¯ angle. The Welding speed is 45 mm/s, a laser power of 4.1 kW and focal diameter of 220 ôçm. The sheets are out of AlMg3Mn, with a thickness of 3.5 mm and the filler wire is out of AlSi5. The gap between the plates of the T-joint is 0 mm.
The temporal characteristics of voltage and current of the MIG power source were recorded using a HKS measurement system. The system consists of a Weld QAS measuring computer, the WeldAnalyst software and the P1000 process sensor. The sampling frequency was selected with 52 kHz, whereby the measurement error is ôÝ1%.
3. Variated parameters
In order to determine the effect of the MIG arc length on the root connection AW, the arc length is varied in the following. The arc length is essentially influenced by the voltage Ueff. However, the adjustment of the voltage Ueff mandates additional parameter adaption to ensure a controlled material transfer.
If the voltage in the welding process is changed, the current also adjusts. The filler wire will be partially melted in the base current phase and detached in the pulse current phase. If the base current increases, the pulse frequency also has to be increased to prevent the arc from moving up the wire too high in the pulse current phase. An unstable arc and filler wire drop, too large for a stable process would be the consequences. In addition, if the base current increases, it may also be necessary to increase the impulse current. This raises the detaching pinch force and thus the probability for a stable filler wire drop separation. Key figures of the used parameter set are summarized in Fig. 1. These figures are clustered through the auxiliary variable arc correction LK.
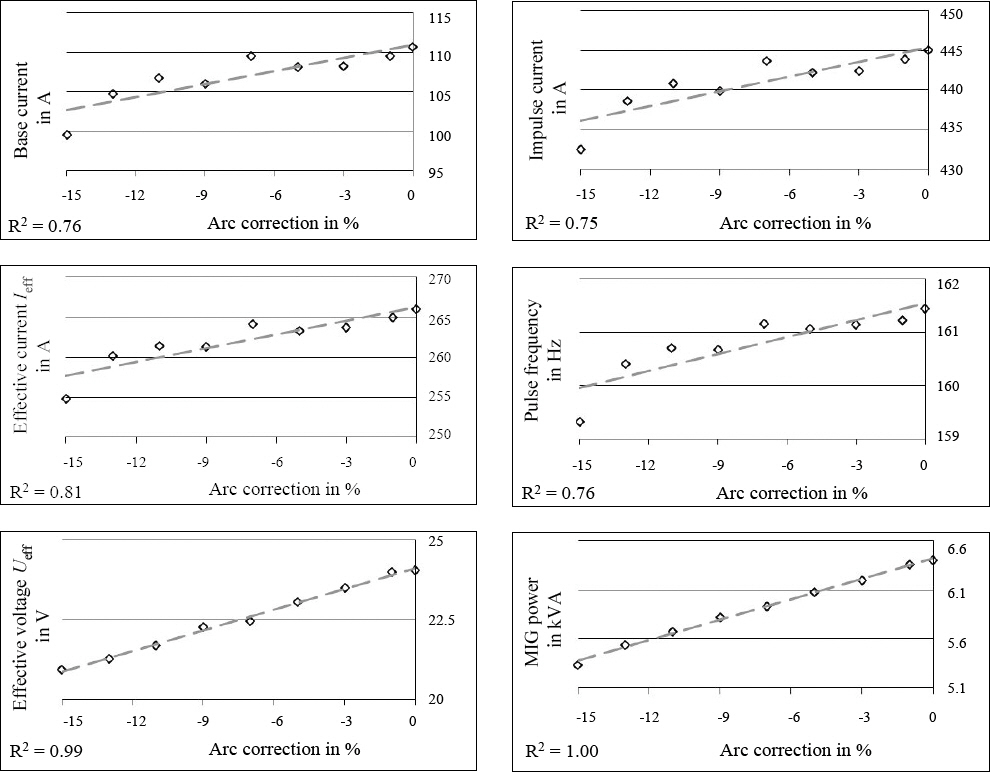
Fig. 2 illustrates the measured values of the arc length and arc correction LK. If the arc length is given in relation to the stickout, the resulting lengths are 35%, 40% and 45%. In the considered range of the arc correction LK, both parameters change relatively by the same amount.
4. Determination of seam width and MIG power
To analyze the effect of the arc correction LK to weld seam properties, this was varied from LK = -15% to LK = -1%. Other process parameters are invariant. Cross sections of the weldings are presented in Fig. 3. These cross sections show with decreasing arc correction LK an undercut on the weld seam surface evolving and increasing in size. Also the melt spill out at the weld root increases with decreasing arc correction LK. This indicates a greater root connection AW. This change represents also a decline in quality. However, this paper aims to provide a basic understanding of the interaction between MIG arc parameters and the root connection. This understanding should be used in comparable applications to optimize the weld seam quality regarding the assurance of the root connection.

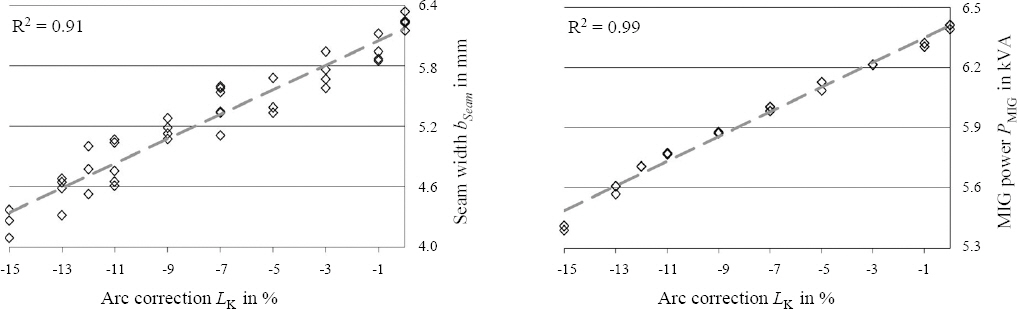
For further investigations the seam width bSeam and root connection AW were measured on the cross sections of Fig. 3 and on additional samples. With increasing arc correction LK, respectively the voltage, the seam width bSeam and MIG power PMIG increase too, as shown in Fig. 4. For a more profound understanding of the influence of these parameters on the root connection AW, they will have to be related with the intensity of the MIG arc.
5. Intensity of the MIG arc and the root connection of the T-joint
If an even distribution and circular intensity of the MIG arc is presumed, the arc intensity IArc can be determined by means of the MIG power PMIG and the seam width bSeam. This approximation is summarized in equation (1).
With the thermal efficiency öñth of the MIG process assumed to be 90%, the calculated intensity IArc is plotted over the arc correction LK, as shown in Fig. 5. With decreasing arc correction LK, the intensity IArc and the root connection AW rise. The rise of both functions is not linear. Even though the parameter adjustment of the arc correction LK lead to linear changes in seam width bSeam and MIG power PMIG. The reasons for the non-linearity is the quadratic consideration of the seam width bSeam in equation (1).
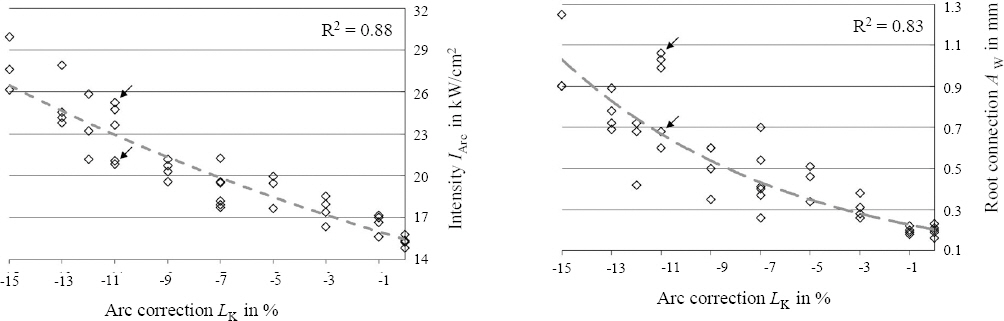
The causal relationship between the functions is the change in heat flow. The increase of the intensity IArc leads to changes in heat transfer and the melting behavior. These changes in heat conduction influence the root connection AW and the melt emerging at the weld root.
The scattering of the data points in Fig. 5 is high, which can be traced back to the process. For example, the determined measured values of the arc correction LK = -11% have to be considered (see arrows in Fig. 5). Three measured values with high intensities IArc correlate with high root connection AW. The same applies to two measured values with low intensities IArc and low root connection AW.
Nonetheless, these results show that an increase of the root connection AW of approximately 1.1 mm (+30%) can be achieved in the considered area of the arc correction LK. This is done exclusively by adjusting the MIG parameters of the laser hybrid process.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



