


1. ņä£ ļĪĀ
ņ¦ĆĻĄ¼ ņś©ļé£ĒÖöņŚÉ ļö░ļźĖ ņŚ░ļ╣ä Ē¢źņāü ļ¬®ņĀüņ£╝ļĪ£ ņ░©ņ▓┤ņØś Ļ▓Įļ¤ē ĒÖö ņÜöĻĄ¼ļŖö ņĀÉņ░© ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ņŚÉ ļö░ļØ╝, ņĢīļŻ©ļ»ĖļŖäņØś ņ░©ņ▓┤ ļ╣äņżæņØ┤ ĒÖĢļīĆļÉśĻ│Ā ņ׳ņ£╝ļéś, ņĢīļŻ©ļ»ĖļŖäņØś ļé«ņØĆ ņĢäĒü¼ ņÜ®ņĀæņä▒ņŚÉ ļīĆĒĢ£ ņŗ¼ļÅä Ļ╣ŖņØĆ ņŚ░ĻĄ¼ļéś ņÜ®ņĀæļČĆņØś Ēö╝ļĪ£ ņä▒ļŖźņŚÉ ļīĆĒĢ£ Ļ▓Ćņ”Ø ņé¼ļĪĆļŖö ņēĮĻ▓ī ņ░ŠņĢäļ│╝ ņłśĻ░Ć ņŚåļŗż. ņĢīļŻ©ļ»ĖļŖäņØĆ ņ▓ĀĻ░Ģ ņ×¼ļŻīņÖĆ ļŗ¼ļ”¼, ļé┤ĻĄ¼ĒĢ£ļÅäĻ░Ć ņŚåļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ ļŗż1). ļŹ¦ļČÖņŚ¼, ņ░©ņ▓┤ ĻĄ¼ņĪ░ņÜ® ņåīņ×¼ļĪ£ ņé¼ņÜ®ļÉ£ ņŚŁņé¼Ļ░Ć ņ¦¦Ļ│Ā 2), ņĢäĒü¼ ņÜ®ņĀæņä▒ņØ┤ ņóŗņ¦Ć ļ¬╗ĒĢśĻĖ░ņŚÉ3-5) ņĢäĒü¼ ņÜ®ņĀæļČĆņŚÉ ļīĆ ĒĢ£ Ēö╝ļĪ£ ĒŖ╣ņä▒ ņŚ░ĻĄ¼Ļ░Ć ļČĆņĪ▒ĒĢ£ ņŗżņĀĢņØ┤ļŗż. Ļ▓Ćņāē Ļ░ĆļŖźĒĢ£ ļ¼Ė ĒŚīļōżņØä ņé┤ĒÄ┤ļ│┤ļ®┤, ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ņØś ņĀĆĒĢŁ ņĀÉ ņÜ®ņĀæļČĆ Ēö╝ ļĪ£ ņä▒ļŖź6,7)ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ ņé¼ļĪĆĻ░Ć ņØ╝ļČĆ ņ׳Ļ│Ā, ĒŖ╣ņ¦ĢņĀüņ£╝ļĪ£ļ¦łņ░░ĻĄÉļ░ś ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæļČĆņØś Ēö╝ļĪ£ņŚÉ Ļ┤ĆĒĢ£ ļ¦ÄņØĆ ņŚ░ĻĄ¼ ļģ╝ ļ¼ĖņØ┤ ņ׳ņ£╝ļéś8-14) ņĢäĒü¼ ņÜ®ņĀæļČĆņŚÉ ļīĆĒĢ£ Ēö╝ļĪ£ Ļ┤ĆļĀ© ņŚ░ĻĄ¼ļŖö ĻĘĖļ”¼ ļ¦Äņ¦Ć ņĢŖļŗż. Ghazvinloo et al15)ņØĆ ļĪ£ļ┤ć ņĢīļŻ©ļ»Ė ļŖä GMAWņŚÉņä£ ņĀäņĢĢ, ņĀäļźś, ņÜ®ņĀæņåŹļÅäĻ░Ć Ēö╝ļĪ£ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆĻ│Ā, Gori et al16)Ļ│╝ Silva et al17)ņØĆ GMA ņÜ®ņĀæĻ│╝ ļ¦łņ░░ĻĄÉļ░ś ņÜ®ņĀæņØś Ēö╝ļĪ£ ņä▒ļŖźņØä ļ╣ä ĻĄÉĒĢśņśĆļŗż. Zhang et al18)ņØĆ ļĀłņØ┤ņĀĆ-ņĢäĒü¼ ĒĢśņØ┤ļĖīļ”¼ļō£ ņÜ®ņĀæļČĆņŚÉ ļīĆĒĢ┤ Ļ│ĀņŻ╝Ēīī Ēö╝ļĪ£ ņä▒ļŖźņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆĻ│Ā, Qiao et al19)ņØĆ GTA ņÜ®ņĀæĻ│╝ ļ¦łņ░░ĻĄÉļ░ś ņÜ®ņĀæņØś Ēö╝ļĪ£ ņä▒ļŖźņØä ļ╣äĻĄÉĒĢśņśĆņ£╝ļ®░, Kuk et al20)ņØĆ ņĢäĒü¼ ņÜ®ņĀæņØś ņś© ļÅäņÖĆ ļ│┤ĒśĖĻ░ĆņŖż ņĪ░ņä▒ņØ┤ Ēö╝ļĪ£ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśņśĆ ļŗż. Livieri et al21)ņØĆ ņĢäĒü¼ ņÜ®ņĀæļČĆņØś Ēö╝ļĪ£ņŚÉņä£ ņØæļĀź ņ¦æņżæņŚÉ Ļ┤ĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆĻ│Ā, Han et al22)ņØĆ ņ▓ĀļÅäņÜ® ļīĆĒśĢ ņĢĢņČ£ņ×¼ ņĢäĒü¼ ņÜ®ņĀæļČĆņØś Ēö╝ļĪ£ Ļ░ĢļÅÖņŚÉ ļīĆĒĢ┤ ņŚ░ĻĄ¼ĒĢśņśĆļŗż. ņ×ÉļÅÖņ░© ĒÜīņé¼ņŚÉņä£ļŖö ņ░©ņ▓┤ņÜ® ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ņØś ņĢäĒü¼ ņÜ®ņĀæ ļČĆņŚÉņä£ ņÜ®ņ×ģĻ│╝ ļ╣äļō£ ĒśĢņāüņØ┤ Ēö╝ļĪ£ ņä▒ļŖźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ┤ ĻČüĻĖłĒĢ┤ĒĢ£ļŗż. ņØ┤ņŚÉ ņ¢┤ļŖÉ ņĀĢļÅä ļČĆĒĢ®ĒĢśļŖö ņŚ░ĻĄ¼ ņé¼ļĪĆ ļŖö 1971ļģäņØś Person et al23) ĒĢ£ Ļ▒┤ņŚÉ ļČłĻ│╝ĒĢśņ¦Ćļ¦ī, ĒĢ┤ļŗ╣ ņŚ░ĻĄ¼ļŖö ĒīÉņ×¼ ļ¦×ļīĆĻĖ░ ņØ┤ņØīņØś ļ╣äļō£ņś©, ļ╣äļō£ņśżĒöä ņÜ® ņĀæņØ┤ Ēö╝ļĪ£ņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢ£ Ļ▓āņŚÉ ļ©Ėļ¼╝ļĀĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ļŖö ņŗżĒŚśņØä ĒåĄĒĢ┤ ņ░©ņ▓┤ņÜ® ņĢīļŻ©ļ»ĖļŖä ņĢäĒü¼ ņÜ®ņĀæļČĆ ņŚÉņä£ ļ╣äļō£ ĒśĢņāüņØ┤ Ēö╝ļĪ£ Ļ░ĢļÅäņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ļČäņäØĒĢśņśĆ ļŗż. GMAWņØś Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņĪ░ņĀłĒĢśņŚ¼, 4mm ļæÉĻ╗śņØś ņ░© ņ▓┤ņÜ® 6061-T6 ļ¦×ļīĆĻĖ░ ņØ┤ņØī ņÜ®ņĀæļČĆņŚÉņä£ 110┬░ņÖĆ 150┬░ ĒåĀņÜ░Ļ░ü, ļČĆļČäņÜ®ņ×ģņÖĆ ņÖäņĀäņÜ®ņ×ģ, ĻĘĖļ”¼Ļ│Ā ņāØņé░ ĒśäņןņŚÉņä£ ļ░£ņāØĒĢĀ ņłś ņ׳ļŖö ļ¦×ļīĆĻĖ░ ņØ┤ņØī ņāüļ®┤ņØś ļ╣äņĀĢļĀ¼, ļŹ¦ļČÖņŚ¼ ņÖä ņĀä ņÜ®ņ×ģ ņĪ░Ļ▒┤ņØä ļīĆņ▓┤ĒĢśĻĖ░ ņ£äĒĢ£ ļ░śĒä▒ņ¬Įļ¦ż(double butt) ņØ┤ņØīņØ┤ Ēö╝ļĪ£ņä▒ļŖźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä Ļ▓ĆĒåĀĒĢśņśĆļŗż.
2. ņÜ®ņĀæņŗ£ĒÄĖ ņĀ£ņ×æ
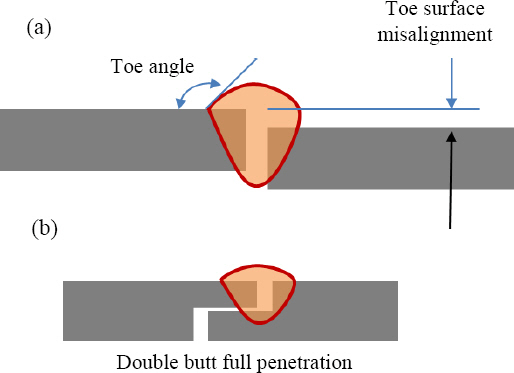
ņÜ®ņĀæ ņŗ£ĒÄĖņØĆ ņČ®ļČäĒĢ£ ļäłļ╣äņØś ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ļź╝ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæĒĢśĻ│Ā, ņżĆņĀĢņāüņāüĒā£ņØĖ ņżæņĢÖļČĆņŚÉņä£ ņÖĆņØ┤ņ¢┤ ņ╗żĒīģņØä ņØ┤ ņÜ®ĒĢ┤ Ēæ£ņżĆņŗ£ĒÄĖņØä ņ▒äņĘ©ĒĢśņśĆļŗż. ņØ╝ļ░śņĀüņØĖ ĒÄäņŖż GMA ņÜ® ņĀæĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņśĆĻ│Ā, ļ│┤ĒśĖĻ░ĆņŖżļŖö 100% ArņØä ņé¼ņÜ®ĒĢśņśĆ Ļ│Ā, 1.2mm ņ¦üĻ▓ĮņØś 4043 ņĢīļŻ©ļ»ĖļŖä ņÖĆņØ┤ņ¢┤ļź╝ ņĀüņÜ®ĒĢśņśĆ ļŗż. ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæ ņŗ£, ņÜ®ņ£Ąņ¦ĆņØś ņĀÉņä▒Ļ│╝ Ēæ£ļ®┤ ņןļĀźņØ┤ ļ¦żņÜ░ ļé«ņĢä ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ņŚÉ ņØ╝Ļ┤Ćņä▒ņØ┤ ņŚåņ¢┤ ņÖäņĀä ņÜ®ņ×ģņØä ņ¢╗ļŖö Ļ▓āņØ┤ ļ¦żņÜ░ ņ¢┤ļĀĄĻĖ░ ļĢīļ¼ĖņŚÉ, ņŖżĒŗĖ ņåīņ×¼ņØś ļ░▒Ēé╣ņØä ņØ┤ ņÜ®ĒĢ┤ ņÖäņĀä ņÜ®ņ×ģ ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņśĆļŗż. ļČĆļČä ņÜ®ņ×ģņØĆ 3mm ļé┤ņÖĖļĪ£ ņĪ░ņĀłĒĢśņśĆĻ│Ā, ļ¬©ļōĀ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ ļČäņäØņØä ĒåĄĒĢ┤ ļČĆ ļČä ņÜ®ņ×ģ Ļ╣ŖņØ┤ļź╝ ĻĖ░ļĪØĒĢśņŚ¼ ļČäņäØĒĢśņśĆņ£╝ļéś, Ļ▓░Ļ│╝ņĀüņ£╝ļĪ£ ļČĆ ļČäņÜ®ņ×ģņØś ļ»ĖņäĖĒĢ£ ĒÄĖņ░©ļŖö Ēö╝ļĪ£ņä▒ļŖźņŚÉ ņ£ĀņØśļ»ĖĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņØ┤ņ¦Ć ņĢŖņĢśļŗż. Ēö╝ļĪ£ ņä▒ļŖźņØś Ļ┤Ćņŗ¼ ņØĖņ×ÉļŖö ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņāüļ®┤ ļ╣äļō£ņØś ĒåĀņÜ░Ļ░ü, ņāüļ®┤ ļ╣äņĀĢļĀ¼, ļ░śĒä▒ņ¬Įļ¦ż ņØ┤ņØīņ£╝ļĪ£, Ļ░üĻ░üņØś ņØĖņ×ÉļŖö Fig. 1ņØś Ļ░£ņÜöļÅäņÖĆ Ļ░Öļŗż. ĒåĀ ņÜ░Ļ░üņØĆ 110┬░ņÖĆ 150┬░ ņØś 2Ļ░Ćņ¦Ć ļĀłļ▓©ļĪ£ ņĀ£ņ¢┤ĒĢśņśĆĻ│Ā, ņāü ļ®┤ ļ╣äņĀĢļĀ¼ņØĆ ņĀĢļĀ¼ņØś Ļ▓ĮņÜ░ņÖĆ 1mm ļ╣äņĀĢļĀ¼ņØś Ļ▓ĮņÜ░ļź╝ ļ╣ä ĻĄÉĒĢśņśĆļŗż. ņāØņé░ ĒśäņןņŚÉņä£ļŖö ņĢīļŻ©ļ»ĖļŖäņØś ļ¦×ļīĆĻĖ░ ņØ┤ņØīņŚÉ ņä£ ņÖäņĀä ņÜ®ņ×ģ ņĀ£ņ¢┤Ļ░Ć ļČłĻ░ĆļŖźĒĢśņŚ¼, ņäżĻ│ä ļ│ĆĻ▓ĮņØä ĒåĄĒĢ┤ ļ░ś Ēä▒ņ¬Įļ¦ż ĒśĢņāüņ£╝ļĪ£ ņÜ®ņĀæņØä ĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ ņŗżĒŚśņŚÉņä£ ļ░śĒä▒ ņ¬Įļ¦ż ņØ┤ņØīņØś ĒīÉņ×¼ļŖö ņĀäņ▓┤ ļæÉĻ╗ś 6mmļĪ£ ņĢäļל ņ¬Į Ēä▒ņØä 2mmļĪ£ ļæÉņ¢┤, 4mm ļæÉĻ╗ś ĒīÉņ×¼ņØś ņÖäņĀä ņÜ®ņ×ģĻ│╝ ļ¦łņ░¼Ļ░Ć ņ¦ĆļĪ£ 4mmņØś ņÜ®ņ×ģņØä ļ¦īļōż ņłś ņ׳ļÅäļĪØ ĒĢśņśĆļŗż. ļ░śĒä▒ņ¬Įļ¦ż ņØ┤ņØī ņŗ£ĒÄĖņØĆ ņ▓½ ļ▓łņ¦Ė ļ¦×ļŗ┐ļŖö ņØ┤ņØīņØś ļŻ©ĒŖĖĻ╣īņ¦Ć ņÜ®ņ×ģņØ┤ ņØ┤ļŻ©ņ¢┤ņ¦ĆļŖö ņÖäņĀä ņÜ®ņ×ģņØś Ļ▓ĮņÜ░ļ¦ī ņĀ£ņ×æĒĢśņśĆļŗż. Ļ░ü ņĪ░Ļ▒┤ļōż ņØś ņĪ░ĒĢ®ņŚÉņä£ 20Ļ░£ņØś ņŗ£ĒÄĖņØä ņĀ£ņ×æĒĢśņŚ¼ Ēö╝ļĪ£ņŗ£ĒŚśņØä ņ¦äĒ¢ē ĒĢśņśĆļŗż. Ļ░ü ņĪ░Ļ▒┤ņØś ņĪ░ĒĢ®ņØĆ Table 1Ļ│╝ Ļ░Öļŗż.
Table┬Ā1
Welding specimen conditions and number of specimens
| Condition | Toe angle (┬░C) | Misalignment (mm) | Penetration | # of specimens |
|---|---|---|---|---|
| B1 | 0 | Full | 20 | |
| B2 | 1.0 | Full | 20 | |
| B3 | 150 | 0 | Partial | 20 |
| B4 | 0 | Double butt full | 20 | |
| B5 | 110 | 0 | Full | 20 |
| 100 in total | ||||
ĻĖ░ļ│ĖņĀüņØĖ ņÜ®ņĀæņĪ░Ļ▒┤ņØĆ ļŗżņØīĻ│╝ Ļ░Öļŗż. ņÜ®ņĀæņåŹļÅäļŖö 30 cm/min ņØ┤Ļ│Ā, ņĀäļźśļŖö 160A, ņĀäņĢĢņØĆ 16.5VņØ┤ļ®░, ļ│┤ ĒśĖĻ░ĆņŖż Ļ│ĄĻĖēļ¤ē 21 L/minņØ┤ļŗż. ļŗżņ¢æĒĢ£ ļ╣äļō£ ĒśĢņāüņØä ļ¦ī ļōżņ¢┤ ļé┤ĻĖ░ ņ£äĒĢ┤ ļ│┤ĒśĖ Ļ░ĆņŖżļź╝ ņĀ£ņÖĖĒĢ£ Ļ░ĆļŖźĒĢ£ ļ¬©ļōĀ Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņĪ░ņĀłĒĢśņśĆļŗż. ņŚ¼ĻĖ░ņŚÉļŖö ņĀäļźśņÖĆ ņÜ®ņĀæņåŹļÅä ļ░Å ĒåĀņ╣ś ņØś ņ×æņŚģĻ░üĻ│╝ ņ¦äĒ¢ēĻ░üļÅä ĒżĒĢ©ļÉ£ļŗż. ĒåĀņÜ░Ļ░ü ņĀ£ņ¢┤ļŖö ņĀäļźśņÖĆ ņÜ®ņĀæņåŹļÅä ļ¦īņ£╝ļĪ£ļŖö ĒĢ£Ļ│äĻ░Ć ņ׳ņ¢┤, 110┬░ ĒåĀņÜ░Ļ░ü ņ×¼ĒśäņŚÉ ņä£ļŖö ĒåĀņ╣ś Ļ░üļÅäļź╝ ņØ┤ņÜ®ĒĢ┤ ļ╣äļīĆņ╣ŁņØś ļ╣äļō£ ĒśĢņāüņØä ļ¦īļōżņ¢┤ ļāłļŗż. 110┬░ ĒåĀņÜ░Ļ░üņØä ļ¦īļō£ļŖö Ļ▓ĮņÜ░ ļ░śļīĆņ¬Į ĒåĀņÜ░Ļ░üņØĆ ņØ┤ ļ│┤ļŗż Ēü░ ĒåĀņÜ░Ļ░üņØ┤ ļ¦īļōżņ¢┤ņ¦Ćņ¦Ćļ¦ī, ĒåĀņÜ░Ļ░üņØ┤ Ēü┤ņłśļĪØ Ēö╝ļĪ£ ņä▒ļŖźņØ┤ ņÜ░ņłśĒĢ┤ 110┬░ ĒåĀņÜ░Ļ░ü ņśüņŚŁņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒĢśļ»Ć ļĪ£ ļ╣äļīĆņ╣Ł ĒåĀņÜ░Ļ░üņŚÉ ņØśĒĢ£ ņśüĒ¢źņØĆ ļ¼┤ņŗ£ĒĢ£ļŗż. ņĀ£ņ¢┤ Ļ│ĄņĀĢ ļ│ĆņłśĻ░Ć ļ¦ÄĻ│Ā, Ļ░ü ņĪ░Ļ▒┤ ļ│äļĪ£ ļ│Ćņłś ņĪ░ĒĢ®ņØ┤ ļ¬©ļæÉ ļŗżļź┤ļ®░, ņÜ®ņĀæļČĆ ĒśĢņāüņŚÉ ļö░ļźĖ Ēö╝ļĪ£ ņŗ£ĒŚśņØ┤ ņŻ╝ļÉ£ ņŚ░ĻĄ¼ ņŻ╝ņĀ£ņØ┤ĻĖ░ņŚÉ ļ│äļÅäļĪ£ Ļ│ĄņĀĢ ļ│ĆņłśļōżņØä ļ¬©ļæÉ ļéśņŚ┤ĒĢśņ¦ĆļŖö ņĢŖļŖöļŗż.
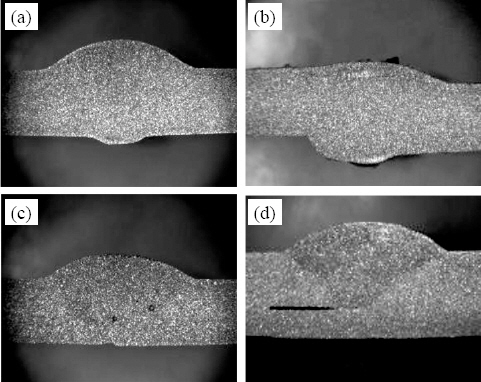
Ēö╝ļĪ£ ņŗ£ĒŚśņØä ņ£äĒĢ£ ņŗ£ĒÄĖņØś ņ╣śņłśļŖö Fig. 2ņÖĆ Ļ░Öļŗż. ņÖ╝ņ¬Į ņØĆ ļ¦×ļīĆĻĖ░ ņØ┤ņØī ņŗ£ĒÄĖņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ņ£╝ļ®░, ņśżļźĖņ¬ĮņØĆ ļ░ś ņ¬ĮĒä▒ļ¦ż ņØ┤ņØīņ£╝ļĪ£ ņÜ®ņĀæ ņĀä V-ĻĘĖļŻ©ļĖī ĒśĢņāüņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ ļŗż. Ļ░ü ņĪ░Ļ▒┤ ļ│äļĪ£ ļ¦īļōżņ¢┤ņ¦ä ļ╣äļō£ ĒśĢņāüņØĆ Fig. 3Ļ│╝ Ļ░Ö ļŗż. (a)ļŖö ņÖäņĀäņÜ®ņ×ģ ņŗ£ĒÄĖņØś ļŗ©ļ®┤ņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳Ļ│Ā, (b)ļŖö ņāüļ®┤ 1mm ļ╣äņĀĢļĀ¼, (c)ļŖö ļČĆļČäņÜ®ņ×ģ, (d)ļŖö ļ░śĒä▒ņ¬Įļ¦ż ņÖäņĀäņÜ®ņ×ģņØś ļ╣äļō£ ĒśĢņāüņØä Ļ░üĻ░ü ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. ļ¬©ļōĀ ņØ┤ ļ»Ėņ¦ĆļŖö ņÖĆņØ┤ņ¢┤ ņ╗żĒīģ ņØ┤ĒøäņØś ļŗ©ļ®┤ņØ┤ļŗż. (a)ņÖĆ (b)ņØś ņØ┤ ļ®┤ļ╣äļō£ļŖö ļ░▒Ēé╣ņŚÉ ņØśĒĢ┤ ĒśĢņä▒ļÉ£ Ļ▓āņØ┤ļŗż.

3. Ēö╝ļĪ£ņŗ£ĒŚś
Table 1ņØś B1ļČĆĒä░ B5Ļ╣īņ¦Ć ņä£ļĪ£ ļŗżļźĖ ļ╣äļō£ ĒśĢņāüņØä Ļ░Ćņ¦ä 5Ļ░£ņØś ņĪ░Ļ▒┤ ļ│äļĪ£ 20Ļ░£ņØś Ēö╝ļĪ£ņŗ£ĒŚśĒÄĖņØä ņĀ£ņ×æĒĢśņŚ¼, ņ┤Ø 100Ļ░£ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ£ Ēö╝ļĪ£ņŗ£ĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. Ļ░ü ņĪ░ Ļ▒┤ ļ│äļĪ£ 20Ļ░£ņØś ņŗ£ĒÄĖņØĆ 4Ļ░£ ĒĢśņżæņŚÉ ļīĆĒĢ┤ 5Ļ░£ņö® Ēö╝ļĪ£ņŗ£ ĒŚśņØä ņłśĒ¢ēĒĢśĻ│Ā, ĒÅēĻĘĀĻ░ÆņØä Ļ│äņé░Ē¢łļŗż. ņĢīļŻ©ļ»ĖļŖäņØś ņåīņ×¼ ĒŖ╣ņä▒ ņāü, Ēö╝ļĪ£ ĒĢ£ļÅäĻ░Ć ņŚåĻĖ░ ļĢīļ¼ĖņŚÉ ņĄ£ļīĆ ļ░śļ│Ą ĒĢśņżæ ņŗĖņØ┤ Ēü┤ņØĆ 50ļ¦īĒÜīļĪ£ ņĀ£ĒĢ£ĒĢśņśĆļŗż. ļ░śļ│Ą ĒĢśņżæ ņŻ╝ĒīīņłśļŖö 20Hz ņØ┤Ļ│Ā, SR(stress ratio)ņØĆ 0.1ļĪ£ ņäżņĀĢĒĢśņśĆļŗż. ņÜ®ņĀæ ņĪ░ Ļ▒┤ ņäżņĀĢ ņżæ ņŚæņŖżļĀłņØ┤ Ļ▓Ćņé¼ļź╝ ņłśĒ¢ēĒĢ┤ ĻĖ░Ļ│ĄņØ┤ ņĄ£ņåīĒÖöļÉśļŖö ņĪ░Ļ▒┤ņØä ņäżņĀĢĒĢśņśĆĻ│Ā, ņÖĆņØ┤ņ¢┤ ņ╗żĒīģņ£╝ļĪ£ Ļ░ĆĻ│Ą ņĀä ņŚæņŖżļĀłņØ┤ Ļ▓Ćņé¼ļź╝ ĒĢśņŚ¼ ĻĖ░Ļ│Ą ņŚ¼ļČĆņÖĆ ĻĖ░Ļ│ĄņØś ĒÅēĻĘĀ ņ¦üĻ▓ĮĻ│╝ ņĄ£ļīĆ ņ¦ü Ļ▓ĮņØä ĻĖ░ļĪØĒĢśņśĆņ£╝ļ®░, ņ▒äņĘ©ĒĢ£ ņŗ£ĒÄĖ ņżæ ĻĖ░Ļ│ĄņØ┤ Ļ│╝ļŗżĒĢ£ ņŗ£ĒÄĖ ņØĆ Ēö╝ļĪ£ņŗ£ĒŚśņŚÉņä£ ļ░░ņĀ£ĒĢśņśĆļŗż. ņé¼ņÜ®ļÉ£ ņןļ╣äļŖö ĻĄŁņĀ£Ļ│ĄņØĖ ĻĄÉņĀĢĻĖ░Ļ┤ĆņØĖ Ńł£Ļ░Ćļéśņŗ£ĒŚśĻĖ░ńżŠņØś 5ĒåżĻĖē Ēö╝ļĪ£ņŗ£ĒŚśĻĖ░ļĪ£ Ļ▓Ć ĻĄÉņĀĢņØä ņÖäļŻīĒĢśņśĆņ£╝ļ®░, ĒĢ£ĻĄŁņāØņé░ĻĖ░ņłĀņŚ░ĻĄ¼ņøÉņØś MTSńżŠ Ēö╝ ļĪ£ņŗ£ĒŚśĻĖ░ņÖĆ ĒÅēĒīÉ Ēæ£ņżĆņŗ£ĒÄĖņØä ļīĆņāüņ£╝ļĪ£ ĒĢ£ ņČöĻ░Ć ļ╣äĻĄÉĻ▓Ć ņ”ØņØä Ļ▒░ņ│É ļ│Ė ņŗżĒŚśņŚÉ ņĀüņÜ®ĒĢśņśĆļŗż. ļŗ©ļ®┤ ļ╣äļō£ ņé¼ņ¦äņØä ĒåĄ ĒĢ┤ ņĀäļ®┤ ļ╣äļō£ņÖĆ ņØ┤ļ®┤ ļ╣äļō£ņØś ĒåĀņÜ░Ļ░üņØä ņĖĪņĀĢĒĢśņŚ¼ ĻĖ░ļĪØĒĢś ņśĆĻ│Ā, Ēīīļŗ© ņ£äņ╣śņÖĆ Ēīīļŗ©ļ®┤ ņé¼ņ¦äņØä ĻĖ░ļĪØĒĢśņŚ¼ Ēö╝ļĪ£ ĒŖ╣ņä▒ ņØä ļČäņäØĒĢśņśĆļŗż. ĻĖ░ļĪØļÉ£ ļŹ░ņØ┤Ēä░ ļ▓ĀņØ┤ņŖżļŖö Fig. 4ņØś ņśł ņÖĆ Ļ░Öļŗż. ņÜ®ņĀæļČĆ ļŗ©ļ®┤ ļ╣äļō£ ĒśĢņāüĻ│╝ ņāüļ®┤, ņØ┤ļ®┤ ļ╣äļō£ņØś ĒåĀņÜ░Ļ░ü ļ░Å ņŚæņŖżļĀłņØ┤ ņØ┤ļ»Ėņ¦Ć, Ēīīļŗ© ņÖĖĒśĢĻ│╝ Ēīīļŗ© ļŗ©ļ®┤, ĻĖ░Ļ│Ą ņĀĢļ│┤Ļ╣īņ¦Ć ļ¬©ļæÉ ĻĖ░ļĪØļÉśņ¢┤ ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż. Fig. 5ļŖö Ēö╝ļĪ£ ņŗ£ĒŚś Ļ▓░Ļ│╝ ļŹ░ņØ┤Ēä░ ļ▓ĀņØ┤ņŖżņØś ļśÉ ļŗżļźĖ ņśłļĪ£, Ļ░ü ņŗ£ĒŚśĒÄĖņŚÉ ņĀüņÜ®ļÉ£ ņĄ£ļīĆ ņĄ£ņåī ĒĢśņżæĻ│╝ SR, ņŻ╝Ēīīņłś, Ēö╝ļĪ£ Ēīīļŗ©ņŗĖņØ┤Ēü┤, Ēīīļŗ©ņŗ£ņ×æņ£äņ╣śļō▒ņØäĻĖ░ļĪØĒĢśņśĆļŗż.


4. Ļ▓░Ļ│╝ļ░ÅĻ│Āņ░░
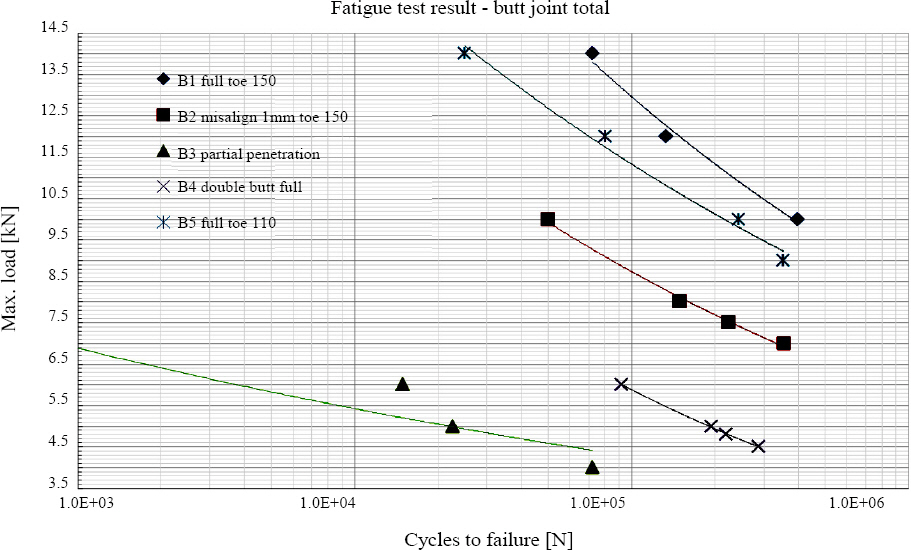
B1ļČĆĒä░ B5Ļ╣īņ¦Ć ņä£ļĪ£ ļŗżļźĖ ļ╣äļō£ ĒśĢņāüņØä Ļ░Ćņ¦ä 5Ļ░£ņØś ņĪ░Ļ▒┤ ļ│ä 4Ļ░£ ĒĢśņżæņŚÉ ļīĆĒĢ£ Ēö╝ļĪ£ņŗ£ĒŚś S-N ņäĀļÅäļŖö Fig. 6Ļ│╝ Ļ░Öļŗż. ĻĘĖļלĒöäņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļō»ņØ┤ B1ņØś 150┬░ ĒåĀņÜ░Ļ░üņØä Ļ░¢ļŖö ņÖäņĀäņÜ®ņ×ģ ņĪ░Ļ▒┤ņØ┤ Ļ░Ćņן ņÜ░ņłśĒĢ£ Ēö╝ļĪ£ ņä▒ļŖź ņØä ļ│┤ņØĖļŗż. B5 ņÖäņĀäņÜ®ņ×ģ ņĪ░Ļ▒┤ņØĆ B1Ļ│╝ ļŗ¼ļ”¼ 110┬░ ĒåĀņÜ░ Ļ░üņ£╝ļĪ£ B1 ļ│┤ļŗżļŖö ļé«ņØĆ Ēö╝ļĪ£ņä▒ļŖźņØä ļ│┤ņØ┤ļéś ļŗżļźĖ ņĪ░Ļ▒┤ ļōżņŚÉ ļ╣äĒĢ┤ņä£ļŖö ņøöļō▒Ē׳ ņÜ░ņłśĒĢ©ņØä ņĢī ņłś ņ׳ļŗż. B2ļŖö 150┬░ ĒåĀņÜ░Ļ░üņØä Ļ░¢Ļ│Ā ņÖäņĀäņÜ®ņ×ģ ņĪ░Ļ▒┤ņØ┤ņ¦Ćļ¦ī, ņāüļ®┤ ļ╣äņĀĢ ļĀ¼ņŚÉ ņØśĒĢ┤ Ēö╝ļĪ£ ņä▒ļŖźņØ┤ ĒśäņĀĆĒ׳ ņĀĆĒĢśļÉ©ņØä ņĢī ņłś ņ׳ļŗż. B4ļŖö ļ░śĒä▒ņ¬Įļ¦ż ņØ┤ņØīņ£╝ļĪ£ 4mmņØś ņÜ®ņ×ģņØä ĒÖĢļ│┤Ē¢łņ¦Ćļ¦ī, ņĀæĒĢ®ņØ┤ ņØ┤ļżäņ¦Ćņ¦Ć ņĢŖņØĆ 2mm Ēä▒ ļČĆļČäņŚÉ ņØæļĀźņØ┤ ņ¦æņżæļÉś Ļ│Ā Ēīīļŗ©ņØ┤ ņēĮĻ▓ī ņŗ£ņ×æļÉśĻĖ░ ļĢīļ¼ĖņŚÉ Ēö╝ļĪ£ņä▒ļŖźņØ┤ ĒśäņĀĆĒ׳ ņĀĆ ĒĢśļÉÉņØīņØä ņĢī ņłś ņ׳ļŗż. ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ B5ņØś ļČĆļČäņÜ®ņ×ģ ņĪ░Ļ▒┤ ļÅä ļŻ©ĒŖĖ Ļ░ŁņŚÉ ņØæļĀźņØ┤ ņ¦æņżæļÉśĻ│Ā Ēīīļŗ©ņØ┤ ņēĮĻ▓ī ņŗ£ņ×æļÅ╝ Ļ░Ć ņן ļé«ņØĆ Ēö╝ļĪ£ņä▒ļŖźņØä ļ│┤ņØ┤Ļ│Ā ņ׳ļŗż.
ļ│┤ļŗż ņāüņäĖĒĢ£ Ļ│Āņ░░ņØä ĒåĄĒĢ┤ Ļ▓░Ļ│╝ļź╝ ļŗżņŗ£ ļ│┤ļ®┤, Fig. 4 ņÖĆ Fig. 5ņØś B1 150┬░ ĒåĀņÜ░Ļ░ü ļ¦×ļīĆĻĖ░ ņÖäņĀäņÜ®ņ×ģ Ļ▓░Ļ│╝ņŚÉ ņä£, ņśłņāüĻ│╝ļŖö ļŗ¼ļ”¼ ņØ┤ļ®┤ ļ╣äļō£ņŚÉņä£ ņŻ╝ļĪ£ ĻĘĀņŚ┤ņØ┤ ņŗ£ņ×æļÉś ņ¢┤ ņāüļ®┤ ļ╣äļō£ļź╝ Ļ┤ĆĒåĄĒĢśļ®░ Ēö╝ļĪ£ ĻĘĀņŚ┤ņØ┤ ņ¦äņĀäļÉśņŚłņØīņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ņÖĆļŖö ļŗ¼ļ”¼ B5 110┬░ ĒåĀņÜ░Ļ░ü ļ¦×ļīĆĻĖ░ ņÖäņĀäņÜ® ņ×ģ Ļ▓░Ļ│╝ņŚÉņä£ļŖö ĻĘĀņŚ┤ ņŗ£ņ×æ ņ£äņ╣śĻ░Ć ņāüļ®┤ ĒåĀņÜ░ļČĆņÖĆ ņØ┤ļ®┤ ĒåĀņÜ░ļČĆ Ļ░üĻ░ü 50% ņĀĢļÅäļĪ£ ļ░£ņāØĒĢśņśĆļŗż. ņØ┤ļ®┤ ļ╣äļō£ ĒåĀņÜ░ Ļ░üņØ┤ ļ░▒Ēé╣ņØä ĒåĄĒĢ┤ 150┬░ ļé┤ņÖĖļĪ£ ņĀ£ņ¢┤ļÉ£ Ļ▓āņØä Ļ░ÉņĢłĒĢśļ®┤, ņāüļ®┤ ļ╣äļō£ ĒåĀņÜ░Ļ░üĻ│╝ ņØ┤ļ®┤ ļ╣äļō£ ĒåĀņÜ░Ļ░üņØ┤ ņ£Āņé¼ĒĢĀ ļĢī ņØ┤ ļ®┤ ļ╣äļō£ ĒåĀņÜ░ļČĆļĪ£ Ēö╝ļĪ£ ņØæļĀźņØ┤ ņ¦æņżæļÉ£ļŗżĻ│Ā Ļ▓░ļĪĀņØä ļé┤ļ”┤ ņłś ņ׳ņ£╝ļéś, ļ│Ė ņŚ░ĻĄ¼ļŖö Ļ▒░ņŗ£ņĀüņØĖ Ļ┤ĆņĀÉņŚÉņä£ ļ╣äļō£ ĒśĢņāüņØś ņśüĒ¢źņØä ļ│┤Ļ│Ā ņ׳ņ£╝ļ»ĆļĪ£, ņØ┤ņŚÉ ļīĆĒĢ┤ņä£ļŖö ņČöĻ░ĆņĀüņØĖ Ļ▓Ćņ”ØņØ┤ ĒĢäņÜöĒĢĀ Ļ▓āņ£╝ļĪ£ ļ│┤ņØĖļŗż.
ĒØźļ»ĖļĪ£ņÜ┤ Ļ▓āņØĆ ĒåĀņÜ░Ļ░üņØ┤ Ēö╝ļĪ£ņä▒ļŖźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØ┤ ĻĖ░ĒāĆ ļŗżļźĖ ņĪ░Ļ▒┤ļōżņŚÉ ļ╣äĒĢ┤ ņāüļīĆņĀüņ£╝ļĪ£ ņĀüļŗżļŖö Ļ▓āņØ┤ļŗż. ņÜ®ņ£Ą ņĢīļŻ©ļ»ĖļŖäņØĆ ņĀÉņä▒Ļ│╝ Ēæ£ļ®┤ ņןļĀźņØ┤ ņ▓ĀĻ░ĢņŚÉ ļ╣äĒĢ┤ ļé«ņĢä ĒåĀņÜ░Ļ░ü ņĀ£ņ¢┤Ļ░Ć ļ¦żņÜ░ ņ¢┤ļĀżņÜ░ļ»ĆļĪ£, ņāØņé░ ĒśäņןņŚÉņä£ļŖö ĒåĀņÜ░ Ļ░üļ│┤ļŗżļŖö ņāüļ®┤ ļ╣äņĀĢļĀ¼ņØ┤ļéś ņÜ®ņ×ģ Ļ╣ŖņØ┤ņŚÉ Ēø©ņö¼ ļŹö ņŗĀĻ▓ĮņŹ© ņĢ╝ ĒĢ£ļŗżļŖö Ļ▓░ļĪĀņØ┤ ļé┤ļĀżņ¦äļŗż. ņŗżņĀ£ ņĢīļŻ©ļ»ĖļŖä ļ¦×ļīĆĻĖ░ ņØ┤ ņØī ņÜ®ņĀæ ņŗ£, ļ░▒Ēé╣ ņŚåņØ┤ļŖö ņÖäņĀä ņÜ®ņ×ģņØś ņØ┤ļ®┤ ļ╣äļō£ ņĀ£ņ¢┤ Ļ░Ć ņ¢┤ļĀżņÜ┤ ņĀÉņØ┤ ņ׳ņ¦Ćļ¦ī ļČłĻĘ£ņ╣ÖĒĢ£ ņØ┤ļ®┤ ļ╣äļō£ļź╝ ļ¦īļōżļŹöļØ╝ ļÅä ņÖäņĀä ņÜ®ņ×ģ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢ┤ņĢ╝ Ēö╝ļĪ£ ņä▒ļŖź ņĀĆĒĢśļź╝ ļ¦ēņØä ņłś ņ׳ļŗż. ĻĘĖļ¤¼ļéś, ņ░©ņ▓┤ņØś ĻĄ¼ņĪ░ ĒŖ╣ņä▒ņāü ļ░▒Ēé╣ņØä ņé¼ņÜ®ĒĢĀ ņłś ņŚåĻ│Ā, ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ņØś ņÖäņĀä ņÜ®ņ×ģņØĆ ļ¦żņÜ░ ņēĮĻ▓ī ņÜ®ļØĮ ņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż. ņØ┤ņŚÉ ļö░ļØ╝, ņŗżņĀ£ ĒśäņןņŚÉņä£ļŖö ņČöĻ░Ć ņĀüņØĖ ļ╣äņÜ®ņØ┤ ļ░£ņāØĒĢ©ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā, ļČĆļōØņØ┤ ļ░śĒä▒ņ¬Įļ¦ż ĒśĢ ņāüņØä ņĀüņÜ®ĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ņØ┤ ņŗżĒŚś Ļ▓░Ļ│╝ļŖö ņØ┤ ļīĆņĢłņØ┤ ļČĆļČä ņÜ®ņ×ģņŚÉ ļ╣äĒĢ┤ Ēö╝ļĪ£ņä▒ļŖźņŚÉ ņ׳ņ¢┤ņä£ ļ¦żņÜ░ ĒÜ©ņ£©ņĀüņ×äņØä ļ│┤ņŚ¼ ņżĆļŗż.
5.Ļ▓░ ļĪĀ
ņØ┤ ņŚ░ĻĄ¼ļŖö 4mm ļæÉĻ╗ś ņ░©ņ▓┤ņÜ® ņĢīļŻ©ļ»ĖļŖä 6061-T6 ĒīÉ ņ×¼ņØś ļ¦×ļīĆĻĖ░ ņĢäĒü¼ ņÜ®ņĀæņŚÉņä£ ņÜ®ņĀæļČĆ ĒśĢņāüņØ┤ Ēö╝ļĪ£ņä▒ļŖźņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņŗżĒŚśņØä ĒåĄĒĢ┤ Ļ▓Ćņ”ØĒĢśņśĆļŗż. ņÜ®ņĀæļČĆ ĒśĢņāü Ļ▓ĆĒåĀ ļīĆņāüņØĆ ņÖäņä▒ņ░© ņŚģņ▓┤ņØś ņØśĻ▓¼ņØä ļ░śņśüĒĢśņŚ¼, ļ╣äļō£ņØś ĒåĀņÜ░Ļ░ü, ņÜ®ņ×ģ ņĀĢļÅä, ņāüļ®┤ ļ╣äņĀĢļĀ¼, ļ¦×ļīĆĻĖ░ ņÖäņĀäņÜ®ņ×ģ ļīĆ ņ▓┤ņÜ® ļ░śĒä▒ņ¬Įļ¦żļĪ£ ĒĢ£ņĀĢĒĢśņśĆļŗż. ņל ņĢīļĀżņ¦ä ļ░öņÖĆ Ļ░ÖņØ┤ ĒåĀ ņÜ░Ļ░üņØ┤ 150┬░ņØĖ Ļ▓ĮņÜ░, 110┬░ ĒåĀņÜ░Ļ░üļ│┤ļŗż Ēö╝ļĪ£ ņä▒ļŖźņØ┤ ņÜ░ ņłśĒĢśņ¦Ćļ¦ī, ņÜ®ņ×ģņØ┤ļéś ņāüļ®┤ ļ╣äņĀĢļĀ¼ņŚÉ ņØśĒĢ£ Ēö╝ļĪ£ņä▒ļŖź ņĀĆĒĢś ņŚÉ ļ╣äĒĢśļ®┤ ĒåĀņÜ░Ļ░üņØś ņśüĒ¢źņØĆ ĻĘĖļ”¼ Ēü¼ņ¦Ć ņĢŖņĢśļŗż. ļÅÖņØ╝ĒĢ£ ņÜ®ņ×ģņØ┤ļØ╝ļ®┤ ļ│┤ļŗż Ēü░ ĒåĀņÜ░Ļ░üņØä ļ¦īļō£ļŖö Ļ▓āņØ┤ Ēö╝ļĪ£ņä▒ļŖźņŚÉ ņ£Āļ”¼ĒĢśļéś, ņāØņé░ Ēśäņן ņāüĒÖ®ņØä Ļ│ĀļĀżĒ¢łņØä ļĢī, Ēü░ ĒåĀņÜ░Ļ░ü ĒÖĢļ│┤ļŖö ļ¦żņÜ░ ņ¢┤ļĀżņÜ┤ ņØ╝ņØ┤ļ»ĆļĪ£ ĒåĀņÜ░Ļ░üļ│┤ļŗżļŖö ņÜ®ņ×ģ Ļ┤Ćļ”¼ ņŚÉ ņŗĀĻ▓ĮņŹ©ņĢ╝ ĒĢĀ Ļ▓āņØ┤ļŗż. ĒÅēĒīÉ ļ¦×ļīĆĻĖ░ņØś ņÖäņĀäņÜ®ņ×ģ ņĀ£ņ¢┤ ņŚÉ ņ¢┤ļĀżņøĆņØ┤ ņ׳ņ¢┤, ļīĆņĢłņ£╝ļĪ£ ņĀüņÜ®ļÉśĻ│Ā ņ׳ļŖö ļ░śĒä▒ņ¬Įļ¦ż ņØ┤ņØīņØĆ ĒÅēĒīÉ ņÖäņĀäņÜ®ņ×ģĻ│╝ ļÅÖņØ╝ĒĢ£ 4mm ņÜ®ņ×ģņŚÉļÅä ļČłĻĄ¼ĒĢś Ļ│Ā, ļ»ĖņÜ®ņĀæ ņ£äņ╣śņŚÉ ņ¦æņżæļÉśļŖö ņØæļĀźņ£╝ļĪ£ ņÖäņĀäņÜ®ņ×ģ ļ│┤ļŗż Ēö╝ļĪ£ņä▒ļŖźņØ┤ Ēü¼Ļ▓ī ņĀĆĒĢśļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ĻĘĖļ¤╝ņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā, ļ░śĒä▒ņ¬Įļ¦ż ņØ┤ņØīņØś Ēö╝ļĪ£ ņä▒ļŖźņØĆ ļČĆļČäņÜ®ņ×ģļ│┤ļŗż ņÜ░ņłśĒĢśļ»ĆļĪ£, ļ░▒Ēé╣ ņŚåņØ┤ļŖö ņÖäņĀäņÜ®ņ×ģĒśĢņāüņØä ļ¦īļōżņ¢┤ ļé╝ ņłś ņŚåļŖö ņĢīļŻ©ļ»ĖļŖä ņÜ®ņĀæņØś ĒŖ╣ņä▒ ņāü ņŗżņĀ£ ņāØņé░ņŚÉ ņ׳ņ¢┤ņä£ ņóŗ ņØĆ ļīĆņĢłņØ┤ ļÉĀ ņłś ņ׳ņØīņØä ņ×ģņ”ØĒĢśņśĆļŗż.
Ļ▓░ļĪĀņĀüņ£╝ļĪ£, ņĢīļŻ©ļ»ĖļŖä ĒīÉņ×¼ņØś ļ¦×ļīĆĻĖ░ ņĢäĒü¼ ņÜ®ņĀæ ņŗ£, ņāØņé░ ĒśäņןņŚÉņä£ļŖö ņĀ£ņ¢┤Ļ░Ć ņ¢┤ļĀżņÜ┤ ĒåĀņÜ░Ļ░üņŚÉņŗĀĻ▓Į ņō░ĻĖ░ ļ│┤ ļŗżļŖö ņāüĒīÉ ņĀĢļĀ¼Ļ│╝ ņÜ®ņ×ģ Ļ╣ŖņØ┤ņŚÉ ļŹö ņżæņĀÉņØä ļæÉņ¢┤ Ļ│ĄņĀĢ ļ│Ć ņłś Ļ┤Ćļ”¼ļź╝ ĒĢ┤ņĢ╝ ĒĢ£ļŗż. ņØ┤ņāüņĀüņØĖ Ļ▓ĮņÜ░ļŖö Ēü░ ĒåĀņÜ░Ļ░üņŚÉ ņÖä ņĀäņÜ®ņĀæ Ļ│ĄņĀĢ ļ│Ćņłśļź╝ ņĀüņÜ®ĒĢśļŖö Ļ▓āņØ┤ņ¦Ćļ¦ī, ņĢīļŻ©ļ»ĖļŖä ņÜ®ņ£Ą ņ¦ĆļŖö ņĀÉņä▒Ļ│╝ Ēæ£ļ®┤ņןļĀźņØ┤ ļé«ņĢä ļ░▒Ēé╣ ņŚåņØ┤ļŖö ņÜ®ļØĮņØ┤ ļ░£ņāØ ĒĢ┤ ņÖäņĀäņÜ®ņ×ģņØ┤ ļČłĻ░ĆļŖźĒĢśļ»ĆļĪ£ Ēśäņ×¼ņÖĆ Ļ░ÖņØ┤ ļ░śĒä▒ņ¬Įļ¦ż ņØ┤ ņØīņØä ņĀüņÜ®ĒĢ┤ ņØ╝ņĀĢĒĢ£ ņÜ®ņ×ģņØä ļ│┤ņןĒĢśļŖö Ļ▓āņØ┤ ņóŗņØĆ ļīĆņĢłņØ┤ ļÉĀ ņłś ņ׳ņØīņØä Ēö╝ļĪ£ņŗ£ĒŚśņØä ĒåĄĒĢ┤ ņ▓śņØīņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



