


1. Introduction
2. Experimental Procedure

Table┬Ā1
Table┬Ā2
Table┬Ā3
| Material | Yield strength (MPa) | Tensile strength (MPa) | Elongation (%) |
|---|---|---|---|
| Al 6061-T6 | 276 | 310 | 12 |
| GI Steel | 164 | 294 | 53 |
| 4047 aluminum alloy wire | 131 | 268 | 17 |
Table┬Ā4
3. Results and Discussions
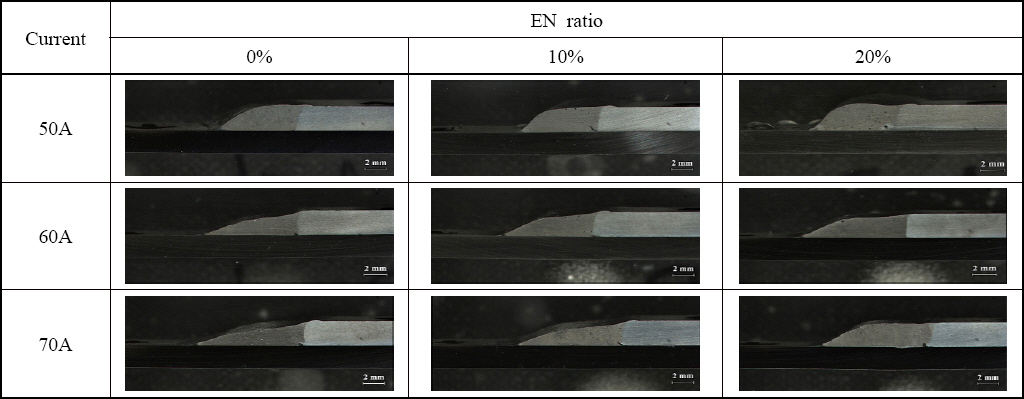
3.1 Bead profiles
3.2 Tensile-shear load
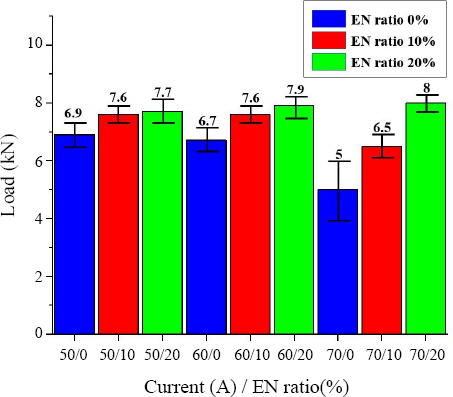
Table┬Ā5
| Current | 50 A | 60 A | 70 A | ||||||
|---|---|---|---|---|---|---|---|---|---|
| EN Ratio (%) | 0 | 10 | 20 | 0 | 10 | 20 | 0 | 10 | 20 |
| Tensile-Shear load (kN) | 6.9 | 7.6 | 7.7 | 6.7 | 7.6 | 7.9 | 5 | 6.5 | 8.0 |

3.3 SEM-EDS analysis


4. Conclusion
1) When EN ratio was 20%, high tensile-shear loads were obtained under all conditions of welding currents, 50A, 60A, and 70A. With the increase of EN ratio, the melting rate and deposition rate of filler material also rose, along with the tendency of throat thickness, wetting length, and leg length to increase. An effective leg length with more than 2 mm, longer wetting length and throat thickness can be achieved under the welding current of 60A, and generation of porosity reduces in the root area and inside of joints in EN ratio of 20%.
2) From the SEM analysis, it could be confirmed that as the EN ratio increased, thinner intermetallic compound layer was achieved due to the suppression of growth of the intermetallic compounds layer caused by lower heat input to the joint interface.
3) According to the EDS analysis, Fe-Al-Si was detected in the intermetallic compound generated at the bonding interface between Al6061-T6 and GI steel. It can be deduced that the ternary Fe-Al-Si mixed layer was formed due to the following factors: the melting and vaporization of Zn, the plating layer of GI steel, during the first brazing and the diffusion of the Si constituent of the filler material onto the joint interface.
4) Thus, in terms of mechanical and microstructural characteristics, it could be concluded that the optimum welding condition was a welding current of 60A with EN ratio of 20%, showing the maximum tensile-shear load of 7.9kN and thinnest thickness of intermetallic compounds layer of 2.41ŃÄø.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



