


1. ņä£ ļĪĀ
2. ņŗżĒŚś ļ░®ļ▓Ģ
2.1 ņÜ®ņĀæ ņåīņ×¼
2.2 ņÜ®ņĀæ Ļ│ĄņĀĢļ│ä ņÜ®ņĀæ ņĪ░Ļ▒┤
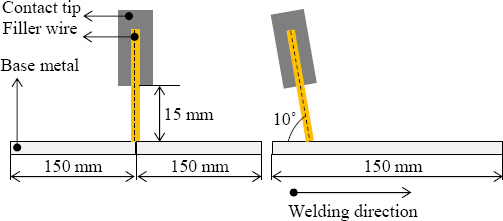
2.2.1 GMAW ņĪ░Ļ▒┤
Table┬Ā3
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al | |
|---|---|---|---|---|---|---|---|---|---|
| AWS A5.10 ER5356 | 0.10 | 0.17 | 0.03 | 0.08 | 4.80 | 0.08 | 0.01 | 0.07 | Bal. |
Table┬Ā4
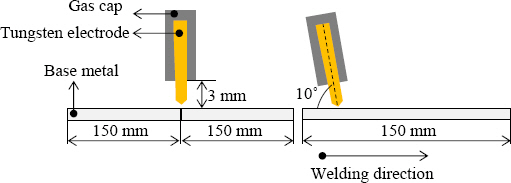
2.2.2 GTAW ņĪ░Ļ▒┤
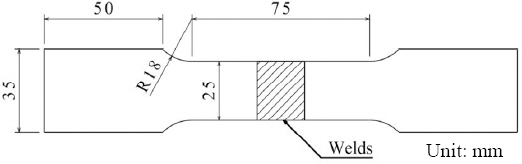
2.3 ņÜ®ņĀæļČĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ĒÅēĻ░Ć ļ░®ļ▓Ģ
2.4 ņÜ®ņĀæļČĆ ĒÖöĒĢÖņĀü ļ░Å ļ»ĖņäĖņĪ░ņ¦ü ĒŖ╣ņä▒ ĒÅēĻ░Ć
3. ņŗżĒŚś Ļ▓░Ļ│╝
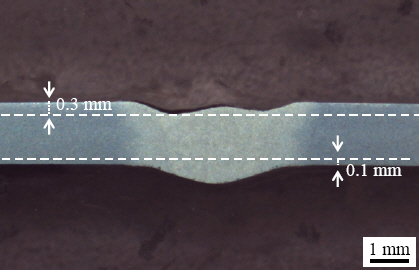
3.1 ņÜ®ņĀæ ņĄ£ņĀüĻĄ¼Ļ░ä ņäĀņĀĢ
3.2 ņÜ®ņĀæļČĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ ĒÅēĻ░Ć Ļ▓░Ļ│╝
3.2.1 ņÜ®ņĀæļČĆ ņØĖņןĻ░ĢļÅä
3.2.2 ņÜ®ņĀæļČĆ Ļ▓ĮļÅä
3.3 ņÜ®ņĀæļČĆ ĒÖöĒĢÖņĀü ĒŖ╣ņä▒ĒÅēĻ░Ć Ļ▓░Ļ│╝
3.3.1 ņÜ®ņĀæļČĆ ņä▒ļČäļČäņäØ
3.3.2 ņÜ®ņĀæļČĆ ļ»ĖņäĖņĪ░ņ¦ü ļČäņäØ
4. ņÜö ņĢĮ
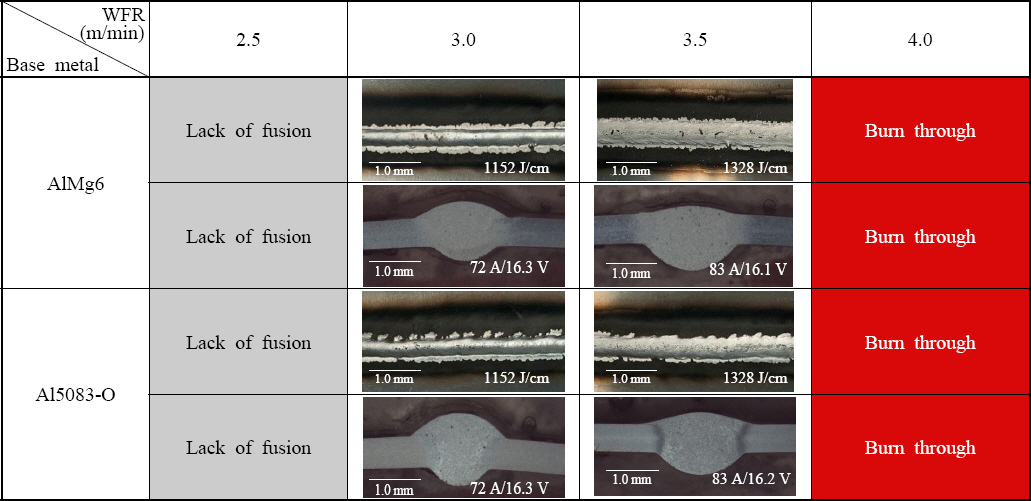
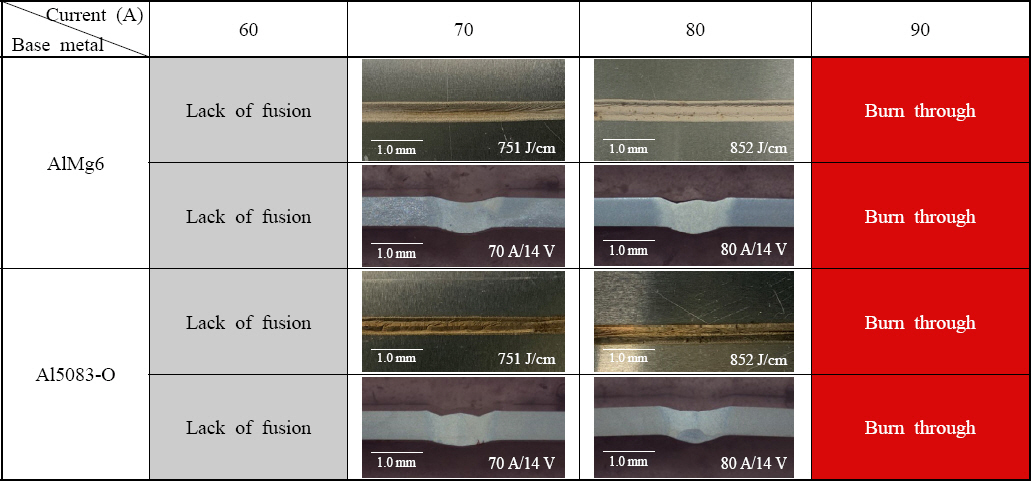
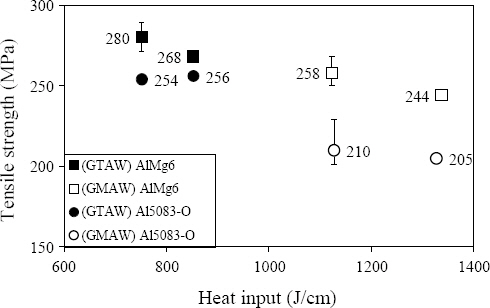
1) GMAW Ļ│ĄņĀĢņØĆ ņÖĆņØ┤ņ¢┤ ņåĪĻĖēņåŹļÅä 3.0, 3.5 m/minņŚÉņä£ ņĄ£ņĀü ņÜ®ņĀæ ĻĄ¼Ļ░äņØä ĒÖĢņØĖĒĢśņśĆĻ│Ā, GTAW Ļ│ĄņĀĢņØś Ļ▓ĮņÜ░ ņÜ®ņĀæņĀäļźś 70, 80 AņŚÉņä£ ņĄ£ņĀü ņÜ®ņĀæ ĻĄ¼Ļ░äņØä ļ│┤ņśĆļŗż.
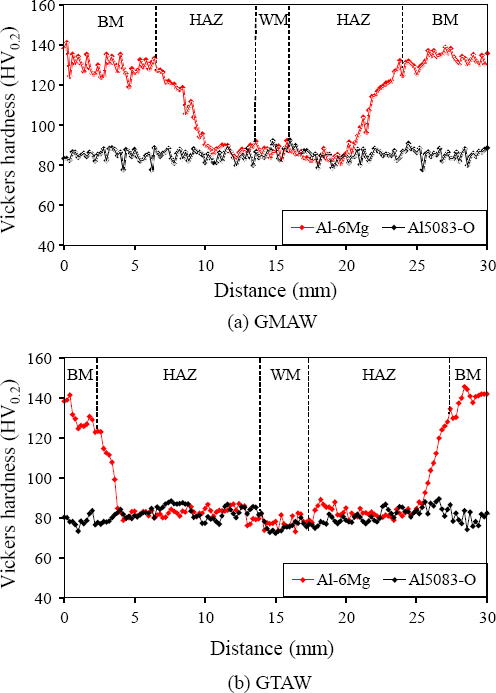
2) ņØĖņןņŗ£ĒŚś Ļ▓░Ļ│╝ ļ¬©ļōĀ Ļ│ĄņĀĢ ļ░Å ņĪ░Ļ▒┤ ņÜ®ņĀæļČĆņŚÉņä£ Ēīīļŗ©ņØ┤ ļ░£ņāØĒ¢łņ£╝ļ®░, Al-6MgņØś ņÜ®ņĀæļČĆ ņØĖņןĻ░ĢļÅäĻ░Ć Al5083- O ļīĆļ╣ä GMAWņŚÉņä£ ņĄ£ļīĆ 20 %, GTAWņŚÉņä£ ņĄ£ļīĆ 10 % ļŹö ļåÆņØĆ Ļ░ÆņØä ļ│┤ņśĆļŗż.
3) Ļ▓ĮļÅäņŗ£ĒŚś Ļ▓░Ļ│╝ Al-6MgņØś ļ¬©ņ×¼ Ļ▓ĮļÅäĻ░ÆņØ┤ Al5083- O ļ│┤ļŗż ņĢĮ 33% ļåÆņĢśņ¦Ćļ¦ī, ļ¬©ļōĀ Ļ│ĄņĀĢ, ņĪ░Ļ▒┤ ņÜ®ņĀæļČĆņŚÉņä£ņØś Ļ▓ĮļÅäļČäĒżļŖö ņ£Āņé¼Ē¢łļŗż. ņÜ®ņĀæļČĆņŚÉņä£ņØś Ļ▓ĮļÅäļČäĒżĻ░Ć ņ£Āņé¼ĒĢ£ ņØ┤ņ£ĀļĪ£ļŖö Al5083-OņŚÉ ĒĢ©ņ£Ā ļÉ£ MnĻ│╝ CrņØś ņśüĒ¢źņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
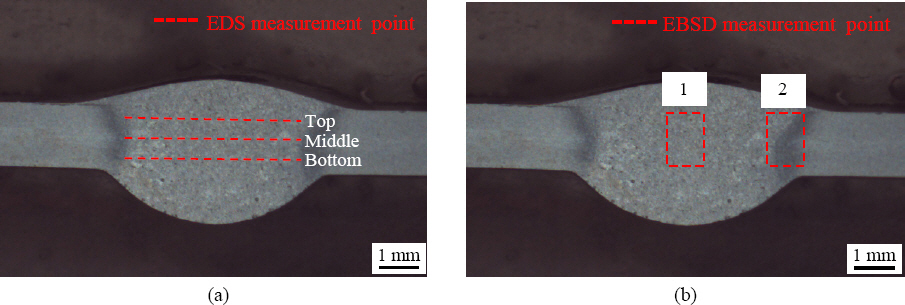
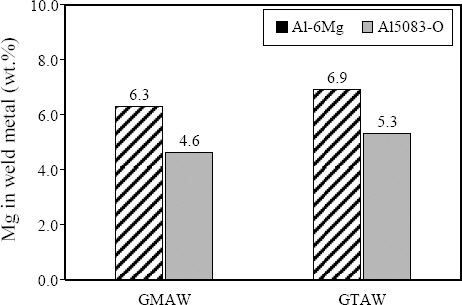
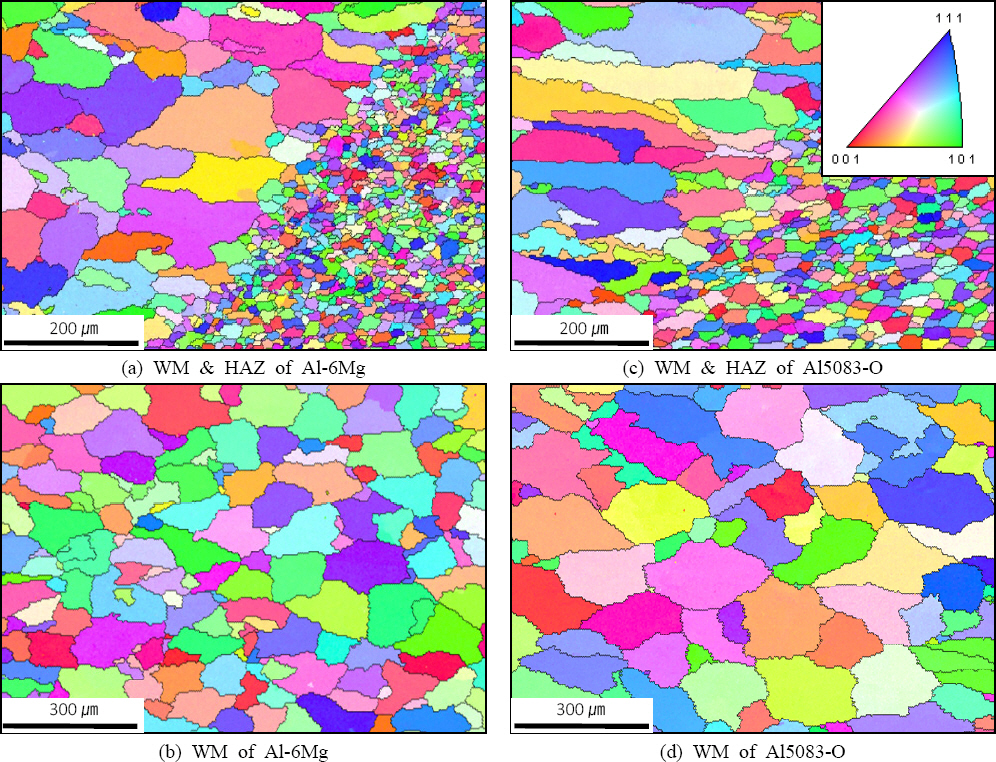
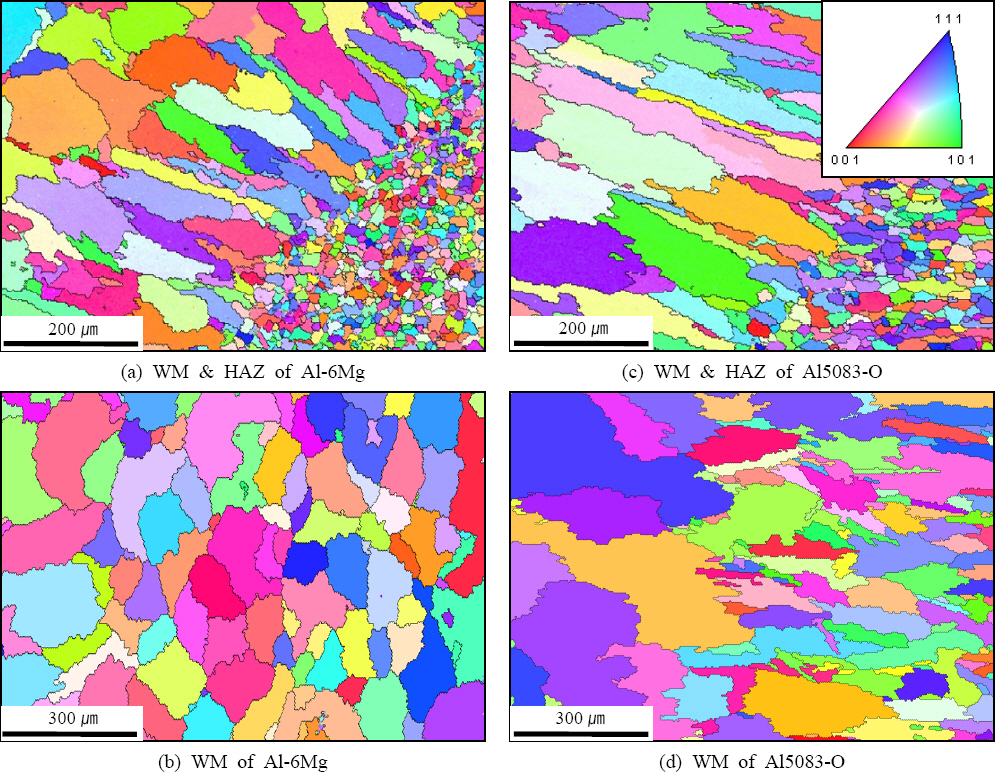
4) ņÜ®ņĀæļČĆ EBSD ļČäņäØĻ▓░Ļ│╝ GMAW, GTAW ņÜ®ņĀæ ļ¬©ļæÉ Al-6MgņØś ņÜ®ņĀæļČĆ ĒÅēĻĘĀ Ļ▓░ņĀĢļ”Į Ēü¼ĻĖ░Ļ░Ć ņĢĮ 15% ļŹö ņ×æĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ņÜ®ņĀæļČĆ EDS ļČäņäØĻ▓░Ļ│╝ ņ×öņŚ¼ ļ¦łĻĘĖļäżņŖś ĒĢ©ļ¤ēņØ┤ GMAWņØś Ļ▓ĮņÜ░ 37%, GTAWņØś Ļ▓ĮņÜ░ 30% ļåÆņØĆ Ļ░ÆņØä ļ│┤ņśĆļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



