


1. ņä£ ļĪĀ
ņäĖĻ│äņĀüņ£╝ļĪ£ ņ╣£ĒÖśĻ▓ĮņŚÉ ļīĆĒĢ£ Ļ┤Ćņŗ¼ņØ┤ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ņ¦łņåīņé░ĒÖöļ¼╝(NOx), ĒÖ®ņé░ĒÖöļ¼╝(SOx) ļ░Å ņØ┤ņé░ĒÖöĒāäņåī(CO2)ļź╝ ņżäņØ┤ĻĖ░ ņ£äĒĢ£ ļŗżņ¢æĒĢ£ ņŗ£ļÅäĻ░Ć ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ņ£╝ļ®░, ĻĘĖ ļ░®ļ▓Ģ ņżæ ĒĢśļéśļĪ£ ņŚÉļäłņ¦ĆņøÉņØä ņĢĪĒÖöņ▓£ņŚ░Ļ░ĆņŖż(LNG)ļź╝ ņé¼ņÜ®ĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. Ēśäņ×¼ LNG ņé¼ņÜ®ļ¤ēņØĆ ņ¦ĆņåŹņĀüņ£╝ļĪ£ ņ”ØĻ░ĆĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ LNGļŖö -165ŌäāņØś ĻĘ╣ņĀĆņś©ņŚÉņä£ ņÜ┤ļ░śĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ĻĘ╣ņĀĆņś©ņŚÉņä£ ņØ╝ļ░ś ĒāäņåīĻ░ĢņØĆ ņĀĆņś© ņĘ©ņä▒ņØä ļ│┤ņØ┤ĻĖ░ ļĢīļ¼ĖņŚÉ ņé¼ņÜ®ļÉĀ ņłś ņŚåļŗż. ĻĘ╣ņĀĆņś©ņŚÉņä£ ņČ®ļČäĒĢ£ ĒīīĻ┤┤ņØĖņä▒ņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ļŖö ņ×¼ļŻīļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ņŚ░ļŻīĒā▒Ēü¼/ĒÖöļ¼╝Ēā▒Ēü¼ļź╝ ņĀ£ņ×æĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ļé┤ņÜ®ņØä ĻĘ£ņĀĢĒĢśļŖö Ļ▓āņØ┤ IGC1) ļ░Å IGF Code2)ņØ┤ļŗż.
IGC/IGF CodeņŚÉņä£ LNGņŚÉ ņé¼ņÜ®ĒĢĀ ņłś ņ׳ļŖö ņ×¼ļŻīļĪ£ ĻĖ░ņłĀĒĢśĻ│Ā ņ׳ļŖö Ļ▓āņØĆ 4Ļ░Ćņ¦ĆļĪ£ņä£ 9%NiĻ░Ģ, Sus304, Al5083 ļ░Å InvarņØ┤ļŗż. 9%NIĻ░Ģ, Sus304, Al5083ņØĆ ļÅģļ”ĮĒśĢ ĒśĢņŗØ A, B, C Ēā▒Ēü¼ļĪ£ņä£ ņĀüņÜ®ļÉĀ ņłś ņ׳Ļ│Ā, Sus304 ļ░Å InvarļŖö ļ®żļĖīļĀłņØĖ Ēā▒Ēü¼ņØś ļ®żļĖīļĀłņØĖņ£╝ļĪ£ ņĀüņÜ®ļÉĀ ņłś ņ׳ļŗż.
Ļ│Āļ¦ØĻ░äĻ░ĢņØĆ IGC ļ░Å IGF CodeņŚÉ ļō▒ņ×¼ļÉ£ LNG Ēā▒Ēü¼ ņ×¼ļŻīņÖĆ ĻĖ░Ļ│äņĀü ĒŖ╣ņä▒ņØ┤ ņ£Āņé¼ĒĢśļŗż. ĻĘ╣ņĀĆņś©ņŚÉņä£ ņÜöĻĄ¼ļÉśļŖö ņĀĆņś©ņØĖņä▒ņØä Ļ│Āļ¦ØĻ░äĻ░ĢņØĆ ņēĮĻ▓ī ļ¦īņĪ▒ĒĢśļ®░, ĒĢŁļ│ĄĻ░ĢļÅä, ņØĖņןĻ░ĢļÅä ļ░Å ņŚ░ņŗĀņ£©ņŚÉ ņ׳ņ¢┤ņä£ ĻĖ░ņĪ┤ ņ×¼ļŻī ļīĆļ╣ä ņÜ░ņłśĒĢ£ ņä▒ļŖźņØä ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż. Ļ│Āļ¦ØĻ░äĻ░ĢņØś ņĄ£ņåī ņāØņé░ ļæÉĻ╗śļŖö 6mmņØ┤ļ®░, ņØ┤ļŖö Ļ│Āļ¦ØĻ░äĻ░ĢņØĆ ļ®żļĖīļĀłņØĖ Ēā▒Ēü¼ ņ×¼ļŻīļĪ£ ņĀüņÜ®ļÉśņ¦Ć ņĢŖļŖöļŗżļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż. Ļ│Āļ¦ØĻ░äĻ░ĢņØĆ ļÅģļ”ĮĒśĢ ĒśĢņŗØ A, B, C Ēā▒Ēü¼ņŚÉ ņĀüņÜ®ļÉ£ļŗż.
Ļ│Āļ¦ØĻ░äĻ░ĢņØĆ IGC/IGF CodeņØś ņ×¼ļŻī(9%NiĻ░Ģ, Sus304, Al5083, Invar)ņØś ņ×¼ļŻīņÖĆļŖö ļŗżļź┤Ļ▓ī LNGĒā▒Ēü¼ņŚÉ ņĀüņÜ®ļÉ£ ĻĖ░Ļ░äņØ┤ ņ¦¦ņØĆ Ļ░Ģņ×¼ļĪ£ņä£, ļŗżņ¢æĒĢ£ ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśņ¢┤ ņśżĻ│Ā ņ׳ļŗż.
Ļ│Āļ¦ØĻ░äĻ░ĢņØä ļŗżņ¢æĒĢ£ ņÜ®ņĀæ Ļ│ĄņĀĢ(FCAW, SAW, GTAW ļō▒)ņŚÉ ņĀüņÜ®ĒĢśĻ│Āņ×É ĒĢśļŖö ņŚ░ĻĄ¼Ļ░Ć ņ¦äĒ¢ēļÉśĻ│Ā ņ׳ļŗż. FCAW ņÜ®ņĀæņÖĆņØ┤ņ¢┤ļź╝ Ļ░£ļ░£ĒĢśņŚ¼ ņÜ®ņĀæļČĆ ņä▒ļŖźņØä Ļ░£ņäĀĒĢśĻ│Āņ×É ĒĢśņśĆļŗż3). ļĀłņØ┤ņĀĆ ņÜ®ņĀæņĪ░Ļ▒┤ņØ┤ Ļ│Āļ¦ØĻ░äĻ░Ģ ņÜ®ņĀæ ļ╣äļō£ ĒśĢņāüņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż4). ĒīīņØ┤ļ▓ä ļĀłņØ┤ņĀĆļź╝ Ļ│Āļ¦ØĻ░äĻ░Ģ ņÜ®ņĀæņŚÉ ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░ BOP ĒģīņŖżĒŖĖļź╝ ĒåĄĒĢ┤ņä£ ņÜ®ņ×ģ Ļ▓ĮĒ¢źņØä ļČäņäØĒĢśņśĆļŗż5). ļ¬©ņ×¼ ļ░Å ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņ╣śļź╝ ņŗ£ĒŚśņØä ĒåĄĒĢ┤ņä£ Ļ▓ĆĒåĀĒĢśņśĆļŗż.
Ļ│Āļ¦ØĻ░äĻ░ĢņŚÉ ļīĆĒĢ£ ņÜ®ņĀæ Ļ░ĢļÅä Ļ┤ĆņĀÉņŚÉņä£ ņŚ░ĻĄ¼Ļ░Ć ļ¦ÄņØ┤ ņłśĒ¢ēļÉśņ¢┤ ņÖöļŗż. ņÜ®ņĀæņ×öļźśņØæļĀź Ļ┤ĆļĀ©ļÉ£ ĻĖ░ņ┤łņŚ░ĻĄ¼ļĪ£ņä£ Ļ│Āļ¦ØĻ░äĻ░Ģ ļØ╝ņØ┤ņĀĆ ĒīīņØ┤ĒöäņŚÉņä£ ņóģļ░®Ē¢ź ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ ņŗ£ ĒīīņØ┤ĒöäņŚÉ ļ░£ņāØĒĢśļŖö ņ×öļźśņØæļĀźņŚÉ ļīĆĒĢśņŚ¼ ņŚ░ĻĄ¼ĒĢśņśĆļŗż6,7). ĻĘ╣ņĀĆņś© ĒÖśĻ▓ĮņŚÉņä£ņØś Ļ│Āļ¦ØĻ░äĻ░Ģ ņÜ®ņĀæļČĆņØś ĻĖ░Ļ│äņĀü ņä▒ņ¦ł ĒÅēĻ░ĆņÖĆ ĒīīĻ┤┤ņĢłņĀäņä▒ Ē¢źņāüņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņłśĒ¢ēĒĢśņśĆļŗż8). LNG ĒÖöļ¼╝Ēā▒Ēü¼ņØś ĒīīĻ┤┤ņĢłņĀäņä▒ņŚÉ Ļ┤ĆĒĢ£ ĒīīĻ┤┤ņŚŁĒĢÖņĀü Ļ▓ĆĒåĀļź╝ ĒåĄĒĢ┤ ļČłņĢłņĀĢ ĒīīĻ┤┤ņĢłņĀäņä▒ņØä ĒÅēĻ░ĆĒĢśņśĆļŗż. LNG CCSņĀüņÜ®ņØä ņ£äĒĢ£ Ļ│Āļ¦ØĻ░äĻ░ĢņØś ĻĘ╣ņĀĆņś© Ēö╝ļĪ£ņä▒ļŖźņØä ĒÅēĻ░ĆĒĢśņśĆļŗż9). ņāüņś©Ļ│╝ -163ŌäāņŚÉņä£ ņØĖņןņŗ£ĒŚśĻ│╝ Ēö╝ļĪ£ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņŚ¼ Ļ│Āļ¦ØĻ░äĻ░ĢņØś ņØĖņן ņä▒ļŖźĻ│╝ Ēö╝ļĪ£ ņä▒ļŖźņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļź╝ ņØ┤ņÜ®ĒĢ£ ĻĘ╣ņĀĆņś© Ļ░Ģņ×¼(9%NiĻ░Ģ, Al5083, Sus304)ļōżĻ│╝ņØś ļ╣äĻĄÉļź╝ ĒåĄĒĢ┤ Ļ│Āļ¦ØĻ░äĻ░ĢņØś LNG Tank ņĀüņÜ® Ļ░ĆļŖźņä▒ņŚÉ ļīĆĒĢ┤ņä£ ņŚ░ĻĄ¼ĒĢśņśĆļŗż.
Ēśäņ×¼Ļ╣īņ¦Ć ņłśĒ¢ēļÉ£ Ļ│Āļ¦ØĻ░äĻ░Ģ ņäżĻ│ä Ļ┤ĆņĀÉ ņŚ░ĻĄ¼ļŖö ņŗ£ĒÄĖ ļŗ©ņ£äņŚÉņä£ ĻĘ╣ņĀĆņś© ĻĖ░Ļ│äņĀü ļ¼╝ņä▒ņ╣ś ļ░Å ĒīīĻ┤┤ņĢłņĀäņä▒ Ļ┤ĆņĀÉņŚÉņä£ ņłśĒ¢ēļÉ£ Ļ▓āņØ┤ ļīĆļČĆļČäņØ┤ļŗż. IGC ļ░Å IGF CodeņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņäżĻ│ä Ļ┤ĆļĀ© ņé¼ĒĢŁņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ļŖö ņĪ┤ņ×¼ĒĢśņ¦Ć ņĢŖļŖöļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö IGC ļ░Å IGF CodeņŚÉņä£ ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ņäżĻ│ä ņŗ£ ņÜöĻĄ¼ļÉśļŖö Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäĒĢ┤ņäØņØä Ļ│Āļ¦ØĻ░äĻ░Ģ Ēā▒Ēü¼ņŚÉ ļīĆĒĢ┤ņä£ ņłśĒ¢ēĒĢśĻ│Āņ×É ĒĢ£ļŗż. Ļ│Āļ¦ØĻ░äĻ░ĢņØ┤ IGC ļ░Å IGF Code ņ×¼ļŻī(9%NiĻ░Ģ, Sus304 ļ░Å Al5083) ļīĆļ╣äĒĢśņŚ¼ Ļ░Ćņ¦ĆļŖö Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀä ņĀĆĒĢŁņä▒ņØä ĒÅēĻ░ĆĒĢśĻ│Āņ×É ĒĢ£ļŗż. ļÅÖņØ╝ĒĢ£ LNG ņŚ░ļŻīļź╝ ņŗŻļŖö ņāüĒÖ®ņŚÉņä£ ĒĢäņÜöĒĢ£ ņ×¼ļŻī ļæÉĻ╗śļź╝ Ļ▓ĆĒåĀĒĢśņśĆĻ│Ā, ņØ┤ Ļ▓░Ļ│╝ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀä ņĀĆĒĢŁņä▒ņØä Ļ▓ĆĒåĀĒĢśĻ│Āņ×É ĒĢ£ļŗż.
2. ĒĢäņÜö ļæÉĻ╗ś ļ╣äĻĄÉ
Ļ░ü ņ×¼ļŻī ņä▒ļŖźņØä ĒÅēĻ░ĆĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ļÅÖņØ╝ĒĢ£ ņĪ░Ļ▒┤ņŚÉņä£ ļ╣äĻĄÉĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅÖņØ╝ĒĢ£ ņ¢æņØś LNGļź╝ ņŗŻļŖö ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĻĄ¼ĒśĢ/ĒÅēļ®┤ĒśĢņØä Ļ▒┤ņĪ░ĒĢ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆļŗż.
2.1 ĒŚłņÜ® ņØæļĀź(Allowable stress) Ļ│äņé░
IGC/IGF CodeņŚÉņä£ļŖö ĒŚłņÜ® ņØæļĀźņØä ņé¼ņÜ®ĒĢśņŚ¼ Ēā▒Ēü¼ Ļ▒┤ņĀäņä▒ņØä ĒÅēĻ░ĆĒĢśĻ│Ā ņ׳ņ£╝ļ®░, ĒŚłņÜ® ņØæļĀźņØĆ ņŗØ(1)Ļ│╝ Ļ░ÖņØ┤ Ļ│äņé░ļÉśņ¢┤ ņ¦äļŗż.
RmņØĆ ņØĖņןĻ░ĢļÅä, ReļŖö ĒĢŁļ│ĄĻ░ĢļÅäļź╝ ņØśļ»ĖĒĢśļ®░, A, BļŖö Ļ│äņłśņØ┤ļŗż. ļ│Ė ņŚ░ĻĄ¼ ļīĆņāüņØĖ 4Ļ░Ćņ¦Ć ņ×¼ļŻīņØś ĒĢŁļ│ĄĻ░ĢļÅä ļ░Å ņØĖņןĻ░ĢļÅäļź╝ Table 1ņŚÉ, Ļ│äņłś A, BļŖö Table 2ņŚÉ Ēæ£ņŗ£ĒĢśņśĆļŗż.
Table┬Ā1
Material mechanical properties
Table┬Ā2
Material allowable stress factor
| Material | Independent type B tank | ||
|---|---|---|---|
| Bodies of revolution | Plane surface | ||
| 9%Ni steel | A | 3 | 2 |
| B | 2 | 1.2 | |
| Sus 304 | A | 3.5 | 2.5 |
| B | 1.6 | 1.2 | |
| High Mn steel | A | 3.5 | 2.5 |
| B | 1.6 | 1.2 | |
| Al5083 | A | 4 | 2.5 |
| B | 1.5 | 1.2 | |
Ļ│Āļ¦ØĻ░äĻ░Ģ ļ░Å 9%NiĻ░ĢņØĆ ņÜ®ņĀæļ┤ē undermatching ĒśäņāüņØ┤ ļ░£ņāØĒĢśļ®░, ņØ┤ļŖö ĻĄ¼ņĪ░ļ¼╝ Ēīīļŗ© ņŗ£ ļ¬©ņ×¼ļČĆĻ░Ć ņĢäļŗī ņÜ®ņĀæļČĆĻ░Ć Ēīīļŗ©ļÉ£ļŗżļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż. Ļ│Āļ¦ØĻ░äĻ░Ģ ņÜ®ņĀæļ┤ē ņØĖņןĻ░ĢļÅäļŖö 660MPaņØ┤ļ®░, ņØ┤ļŖö ļ¬©ņ×¼ ņØĖņןĻ░ĢļÅä 800MPaĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ ļé«ņØĆ Ļ░ÆņØä ĒśĢņä▒ĒĢśĻ│Ā ņ׳ļŗż. 9%NiĻ░ĢņØś ņÜ®ņĀæļ┤ē ĒĢŁļ│ĄĻ░ĢļÅä ļ░Å ņØĖņןĻ░ĢļÅäļŖö 375MPa ļ░Å 590MPaļź╝ ļ¦īņĪ▒ĒĢśļÅäļĪØ ņäĀĻĖē ĻĘ£ņ╣ÖņŚÉņä£ ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż. ļ¬©ņ×¼ļŖö ĒĢŁļ│ĄĻ░ĢļÅä ļ░Å ņØĖņןĻ░ĢļÅäĻ░Ć 490MPa ļ░Å 640MPaņØĆ ņäĀĻĖē ņÜöĻĄ¼ ņĪ░Ļ▒┤ņ£╝ļĪ£, ļ¬©ņ×¼Ļ░Ć ņÜ®ņĀæļČĆļ│┤ļŗż ĻĄ¼ņĪ░ņĀüņ£╝ļĪ£ ļŹö Ļ░ĢĒĢśļŗżļŖö Ļ▓āņØä ņØśļ»ĖĒĢ£ļŗż.
Table 1 ļ░Å Table 2ņØś Ļ░ÆņØä ņé¼ņÜ®ĒĢśņŚ¼ Ļ░ü ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ĒŚłņÜ® ņØæļĀźņØä Ļ│äņé░ĒĢśļ®┤ Table 3Ļ│╝ Ļ░Öļŗż. ļÅģļ”ĮĒśĢ ĒśĢņŗØ B ĻĄ¼ĒśĢņØś ĒŚłņÜ® ņØæļĀźņØ┤ ĒÅēļ®┤ĒśĢņŚÉņä£ņØś Ļ░Æļ│┤ļŗż ņ×æĻ▓ī ĒśĢņä▒ļÉ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Table┬Ā3
Allowable stress
| Material | Independent type B tank | |
|---|---|---|
| Bodies of revolution[MPa] | plane surface[MPa] | |
| 9% Ni steel | 187.5 | 295.0 |
| Sus304 | 128.1 | 170.8 |
| Al5083 | 68.8 | 104.2 |
| High Mn steel | 188.6 | 264 |
4Ļ░Ćņ¦Ć ņ×¼ļŻī ņżæņŚÉ Ļ│Āļ¦ØĻ░äĻ░Ģ ļ░Å 9%NiĻ░ĢņØś ĒŚłņÜ® ņØæļĀźņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ēü¼Ļ▓ī ĒśĢņä▒ļÉśĻ│Ā, Sus304 ļ░Å Al5083ņł£ņ£╝ļĪ£ Ļ░ÆņØ┤ ņ×æņĢäņ¦ÉņØä ņĢī ņłś ņ׳ļŗż.
2.2 ĒĢäņÜö ļæÉĻ╗ś ļ╣äĻĄÉ
ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼Ļ░Ć ļÅÖņØ╝ĒĢ£ ņ¢æņØś LNGļź╝ ņŗŻļŖö Ļ▓ĮņÜ░ņŚÉ, Ļ░ü Ēā▒Ēü¼ļŖö ļÅÖņØ╝ĒĢ£ Ēü¼ĻĖ░ņØś ĒĢśņżæņØä ļ░øļŖöļŗżĻ│Ā Ļ░ĆņĀĢĒĢĀ ņłś ņ׳ļŗż. ņØ┤ ņāüĒÖ®ņŚÉņä£ Ļ░ü ņ×¼ļŻīņØś ĒĢäņÜö ļæÉĻ╗śļŖö ĒŚłņÜ® ņØæļĀźņŚÉ ļ░śļ╣äļĪĆĒĢśļ»ĆļĪ£, Ļ░ü ņ×¼ļŻīņØś ĒĢäņÜö ļæÉĻ╗ś ļ╣äņ£©ņØä Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż.
Table 4ļŖö Ļ│Āļ¦ØĻ░äĻ░Ģ ĒĢäņÜö ļæÉĻ╗śļź╝ 1ļĪ£ Ļ░ĆņĀĢĒĢśņśĆņØä Ļ▓ĮņÜ░, Ļ░ü ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ņāüļīĆņĀüņØĖ ļæÉĻ╗ś ļ╣äņ£©ņØä Ēæ£ņŗ£ĒĢśĻ│Ā ņ׳ļŗż. ļÅģļ”ĮĒśĢ ĒśĢņŗØ B ĻĄ¼ĒśĢņØś Ļ▓ĮņÜ░, 9%NiĻ░ĢņØĆ Ļ│Āļ¦ØĻ░äĻ░ĢĻ│╝ Ļ▒░ņØś ļÅÖņØ╝ĒĢ£ ļæÉĻ╗śĻ░Ć ĒĢäņÜöĒĢ©ņØä ņĢī ņłś ņ׳ļŗż. Sus304 ļ░Å Al5083ņØĆ Ļ░üĻ░ü Ļ│Āļ¦ØĻ░äĻ░Ģ ļæÉĻ╗śņØś 1.47ļ░░, 2.74ļ░░ ļæÉĻ╗śĻ░Ć ĒĢäņÜöĒĢ©ņØä ļéśĒāĆļéĖļŗż. ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĻĄ¼ĒśĢņØś Ļ▓ĮņÜ░ļŖö Ļ│Āļ¦ØĻ░äĻ░ĢĻ│╝ 9%NiĻ░ĢņØ┤ ļæÉĻ╗ś Ļ┤ĆņĀÉņŚÉņä£ļŖö ņ£Āļ”¼ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
Table┬Ā4
Required thickness ratio
| Material | Independent type B tank | |
|---|---|---|
| Bodies of revolution | Plane surface | |
| 9% Ni steel | 1.01 | 0.89 |
| Sus304 | 1.47 | 1.54 |
| Al5083 | 2.74 | 2.53 |
| High Mn steel | 1 | 1 |
ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĒÅēļ®┤ĒśĢņØś Ļ▓ĮņÜ░ņŚÉļŖö 9%NiĻ░ĢņØś ļæÉĻ╗śļ╣äņ£©ņØ┤ 0.89ļĪ£ņä£ Ļ░Ćņן ņ¢ćņØĆ ļæÉĻ╗śĻ░Ć ĒĢäņÜöĒĢ©ņØä ļéśĒāĆļéĖļŗż. Sus304 ļ░Å Al5083ņØś Ļ▓ĮņÜ░ļŖö Ļ│Āļ¦ØĻ░äĻ░Ģ ļæÉĻ╗śņØś 1.54ļ░░ ļ░Å 2.53ļ░░Ļ░Ć ĒĢäņÜöĒĢ©ņØä ņĢī ņłś ņ׳ļŗż. ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĒÅēļ®┤ĒśĢņŚÉņä£ļŖö ļæÉĻ╗ś Ļ┤ĆņĀÉņŚÉņä£ 9%NiĻ░ĢņØ┤ ņ£Āļ”¼ĒĢ©ņØä ņĢī ņłś ņ׳ļŗż.
3. Ēö╝ļĪ£ ĻĘĀņŚ┤ ņ¦äņĀäļźĀ
IGF CodeņŚÉņä£ļŖö ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ņŚÉņä£ Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀäĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśļÅäļĪØ ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż. 15ņØ╝ ļÅÖņĢłņØś Ļ░äņØ┤ĒÖöļÉ£ ĒĢśņżæļČäĒżņŚÉņä£ Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀäĒĢ┤ņäØņØä Ļ│ĄņØĖļÉ£ ĻĖ░ņżĆņŚÉ ĻĖ░ņ┤łĒĢśņŚ¼ ņłśĒ¢ēĒĢśļÅäļĪØ ņÜöĻĄ¼ĒĢśĻ│Ā ņ׳ļŗż.
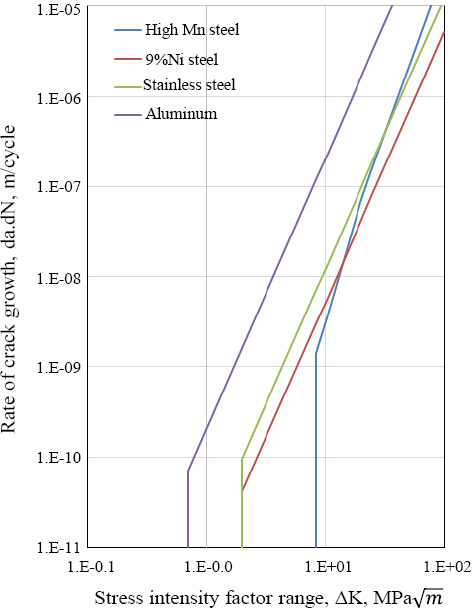
Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀäĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ĒĢäņÜöĒĢ£ ņ×ģļĀźņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ņ×¼ļŻīņŚÉ ļīĆĒĢ£ Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀäņ£©ņØĆ Ļ░Ćņן ĻĖ░ļ│ĖņĀüņ£╝ļĪ£ ĒĢäņÜöĒĢ£ ņ×ģļĀźņØ┤ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒĢ£ĻĄŁņäĀĻĖēņØś [Ēö╝ļĪ£ ļ░Å ĻĘĀņŚ┤ņ¦äņĀä ĒÅēĻ░Ć ņ¦Ćņ╣©ņä£]ņØś 4Ļ░Ćņ¦Ć ņ×¼ļŻīņŚÉ ļīĆĒĢ£ Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀäņ£©ņØä ņé¼ņÜ®ĒĢśņŚ¼ ĻĘĀņŚ┤ņ¦äņĀä ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. Table 5 ļ░Å Table 6ļŖö ņ¦Ćņ╣©ņä£ņØś Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäņ£© ļ░Å ņ×äĻ│äĻ░ÆņØä Ēæ£ņŗ£ĒĢśļ®░, Fig. 1ņØĆ Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀäņ£©ņØä ņŗ£Ļ░üņĀüņ£╝ļĪ£ Ēæ£ņŗ£ĒĢśĻ│Ā ņ׳ļŗż.
Table┬Ā5
Fatigue crack growth rate
4. Ēö╝ļĪ£ ĻĘĀņŚ┤ ņ¦äņĀä ļČäņäØ
4.1 ļæÉĻ╗ś ļ╣äĻĄÉ
2ņĀłņŚÉņä£ Ļ│äņé░ĒĢ£ Ļ░ü ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ļæÉĻ╗śņØś ļ╣äļź╝ ĻĖ░ņ┤łļĪ£
ĒĢśņŚ¼ Ļ│Āļ¦ØĻ░äĻ░Ģ ļæÉĻ╗śļź╝ 10mm, 20mm ļæÉĻ░Ćņ¦ĆļĪ£ Ļ░ĆņĀĢĒĢśĻ│Ā, ļæÉ Ļ▓ĮņÜ░ņŚÉ ļīĆĒĢ£ Ļ░ü ņ×¼ļŻīņØś ļæÉĻ╗śļ╣äļź╝ Ļ░ĆņĀĢĒĢ£ ņāüĒā£ņŚÉņä£ ĻĘĀņŚ┤ ņ¦äņĀä ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż. ļæÉ Ļ▓ĮņÜ░ļź╝ Ļ│ĀļĀżĒĢ£ Ļ▓āņØĆ ļæÉĻ╗ś ņśüĒ¢źņØä Ļ▓ĆĒåĀĒĢśĻĖ░ ņ£äĒĢ┤ņä£ņØ┤ļŗż. Ļ│Āļ¦ØĻ░äĻ░Ģ 10mmņØä Case 1, 20mmņØä Case 2ļĪ£ ĒĢśņśĆņ£╝ļ®░, ņØ┤ Ļ▓ĮņÜ░ņŚÉ ļ╣äļĪĆĒĢśļŖö 9%Ni, Sus304, Al5083ņØś ļæÉĻ╗śļŖö Table 7 ļ░Å 8Ļ│╝ Ļ░Öļŗż.
4.2 ņØæļĀź Ļ│äņé░
Ļ░ü ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ĻĘĀņŚ┤ ņ¦äņĀä ĒĢ┤ņäØņŚÉ ņé¼ņÜ®ĒĢ£ ņØæļĀźņØĆ ĒĢ£ĻĄŁ ņäĀĻĖē ņ¦Ćņ╣© 7ĒÄĖ 5ņן 4ņĀł 418.ņØś 1ĒĢŁ (3)ĒśĖļź╝ ļö░ļØ╝ņä£ Ļ│äņé░ĒĢśņśĆļŗż. ļ│┤ņłśņĀüņØĖ Ļ▓ĆĒåĀļź╝ ņ£äĒĢśņŚ¼, ņäĀĻĖē ĻĘ£ņ╣ÖņŚÉņä£ ņĀĢņØśĒĢ£Žāmax (ĒĢśņżæ ņĄ£ļīĆ ĻĖ░ļīōĻ░ÆņŚÉ ņØśĒĢ┤ņä£ ļ░£ņāØļÉśļŖö ņØæļĀź)ņØĆ ĒŚłņÜ® ņØæļĀźĻ│╝ ļÅÖņØ╝ĒĢśļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆļŗż. ņØ┤ņŚÉ ļö░ļØ╝ ĻĘĀņŚ┤ ņ¦äņĀä ĒĢ┤ņäØņŚÉ ņé¼ņÜ®ĒĢ£ ļ│ĆļÅÖ ņØæļĀźņØĆ Table 9 ļ░Å 10Ļ│╝ Ļ░ÖņØ┤ Ļ│äņé░ļÉ£ļŗż.
Table┬Ā8
Thickness for independent type B tank constructed of bodies of revolution
| Material | High Mn steel | 9%Ni steel | Sus304 | Al5083 |
|---|---|---|---|---|
| Case 1 | 10mm | 10.1mm | 14.7mm | 27.4mm |
| Case 2 | 20mm | 20.2mm | 29.4mm | 54.8mm |
Table┬Ā9
Stress range and cycle for crack propagation analysis for independent type B tank constructed of plane surface
4.3 ņ┤łĻĖ░ ĻĘĀņŚ┤ Ēü¼ĻĖ░
ĻĘĀņŚ┤ ņ¦äņĀä ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņ┤łĻĖ░ ĻĘĀņŚ┤ Ēü¼ĻĖ░ļź╝ ņäżņĀĢĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż. ņäĀĻĖē ĻĘ£ņ╣ÖņŚÉņä£ļŖö ļ╣äĒīīĻ┤┤ Ļ▓Ćņé¼ ņŗ£ ļ░£Ļ▓¼ĒĢĀ ņłś ņŚåļŖö ņĄ£ļīĆ Ēü¼ĻĖ░ ĻĘĀņŚ┤ņØä ņ┤łĻĖ░ ĻĘĀņŚ┤ Ēü¼ĻĖ░ļĪ£ ņé¼ņÜ®ĒĢśļÅäļĪØ ĻĘ£ņĀĢĒĢśĻ│Ā ņ׳ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö Table 11ņŚÉ Ēæ£ņŗ£ĒĢśņśĆļō»ņØ┤, ņØ╝ļ░śņĀüņ£╝ļĪ£ ņé¼ņÜ®ĒĢśļŖö ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ ļ░Å ĒĢäļ”┐ ņÜ®ņĀæ ņ┤łĻĖ░ ĻĘĀņŚ┤ Ēü¼ĻĖ░ļź╝ ĒĢ┤ņäØņŚÉ ņĀüņÜ®ĒĢśņśĆļŗż.
Table┬Ā10
Stress range and cycle for crack propagation analysis for independent type B tank constructed of bodies of revolution
4.4 ĻĘĀņŚ┤ ņ¦äņĀä ĒĢ┤ņäØ Ļ▓░Ļ│╝
ĻĘĀņŚ┤ņ¦äņĀä ĒĢ┤ņäØņØĆ BS7910(Guide to methods for assessing the acceptability of flaws in metallic structures)ņØä ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśļŖö Crackwise 6.0ņØä ņé¼ņÜ®ĒĢśņŚ¼ ņ¦äĒ¢ēĒĢśņśĆļŗż.
ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĒÅēļ®┤ĒśĢņŚÉņä£ Ļ░ü ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ņĄ£ņóģ ĻĘĀņŚ┤ Ļ╣ŖņØ┤ ļ░Å ĒÅŁņØĆ Table 12ņÖĆ Ļ░ÖņØ┤ Ļ│äņé░ļÉ£ļŗż.
Table┬Ā12
Crack propagation analysis result for independent type B tank constructed of plane surface
Al5083ņØĆ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ, ĒĢäļ”┐ ņÜ®ņĀæņŚÉņä£ Case1 ļ░Å Case 2 ļ¬©ļōĀ Ļ▓ĮņÜ░ņŚÉ ļŗżļźĖ ņ×¼ļŻīļ│┤ļŗż ĻĘĀņŚ┤ Ļ╣ŖņØ┤ņÖĆ ĒÅŁņØ┤ Ļ░Ćņן ļ¦ÄņØ┤ ņä▒ņןĒĢ£ Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. 9%NiĻ░Ģ, Sus304, Ļ│Āļ¦ØĻ░äĻ░Ģ ņł£ņ£╝ļĪ£ ĻĘĀņŚ┤ņØ┤ ņ×æĻ▓ī ņä▒ņןĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. Ļ│Āļ¦ØĻ░äĻ░ĢņØĆ 4Ļ░Ćņ¦Ć ņ×¼ļŻī ņżæņŚÉņä£ ĻĘĀņŚ┤ņØś ņä▒ņןņØ┤ Ļ░Ćņן ņ×æņØĆ ņ×¼ļŻīņ×äņØä ņĢī ņłś ņ׳ļŗż.
ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ņŚÉņä£ļŖö 15ņØ╝Ļ░ä LNGĻ░Ć ļłäņäżļÉ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśĻ│Ā Drip Trayļź╝ ņäżņ╣śĒĢśļÅäļĪØ ņÜöĻĄ¼ĒĢśļŖöļŹ░, Ļ│Āļ¦ØĻ░äĻ░ĢņØś Ļ▓ĮņÜ░ļŖö ĻĘĀņŚ┤ ņä▒ņןņØ┤ ņ▓£ņ▓£Ē׳ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ļłäņäżļÉśļŖö ņ¢æļÅä ņĀüĻ▓ī Ļ│äņé░ļÉśļ®┤ņä£, Drip TrayļÅä ņ×æņØĆ ĻĄ¼ņĪ░ļ¼╝ļĪ£ ņäżņ╣śĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż. ņØ┤ļŖö ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĒÅēļ®┤ĒśĢ ņäżĻ│äņŚÉņä£ ņ£Āļ”¼ĒĢśĻ▓ī ņ×æņÜ®ĒĢĀ Ļ▓āņØ┤ļŗż.
Al5083ņØ┤ Ļ░Ćņן Ēü¼Ļ▓ī ņä▒ņןĒĢ£ Ļ▓āņØĆŌłåK0Ļ░Ć 0.7ŌĆåMPaŌłÜm ļĪ£ņä£, Sus304, 9%NiĻ░ĢņØś 2.0 MPaŌłÜm, Ļ│Āļ¦ØĻ░äĻ░Ģ 8.4 MPaŌłÜmļ│┤ļŗż Ļ░ÆņØ┤ ņ×æņĢäņä£, ņØæļĀźĒÖĢļīĆĻ│äņłśļ▓öņ£äĻ░Ć ņ×æņØĆ Ļ░ÆņŚÉņä£ļČĆĒä░ ĻĘĀņŚ┤ ņä▒ņןņØ┤ ņŗ£ņ×æļÉśĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ņé¼ļŻīļÉ£ļŗż. ņØ┤ņÖĆļŖö ļ░śļīĆļĪ£ Ļ│Āļ¦ØĻ░äĻ░ĢņØś ĻĘĀņŚ┤ ņä▒ņןņØ┤ Ļ░Ćņן ņ×æņØĆ Ļ▓āņØĆŌłåK0Ļ░Ć 4Ļ░Ćņ¦Ć ņ×¼ļŻī ņżæņŚÉņä£ Ļ░Ćņן Ēü░ Ļ░ÆņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ĻĖ░ ļĢīļ¼Ėņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ņØ┤ļŖö ĻĘĀņŚ┤ņØ┤ ņä▒ņןĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņØæļĀźĒÖĢļīĆĻ│äņłśļ▓öņ£äĻ░Ć ļåÆņĢäņĢ╝ ĒĢ©ņØä ņØśļ»ĖĒĢśļ®░, Table 9ņŚÉ Ēæ£ņŗ£ĒĢ£ Ļ│Āļ¦ØĻ░äĻ░Ģ ņØæļĀź ļ░Å ņé¼ņØ┤Ēü┤ņŚÉņä£ ĻĘĀņŚ┤ ņä▒ņןņŚÉ ĻĖ░ņŚ¼ĒĢ£ ņØæļĀź ļ░Å ņé¼ņØ┤Ēü┤ ļČĆļČäņØ┤ ņ×æņØīņØä ņØśļ»ĖĒĢ£ļŗż.
ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ Ļ▓ĮņÜ░(Case 1)Ļ│╝ ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░(Case 2)ļź╝ ļ╣äĻĄÉĒĢ┤ ļ│┤ļ®┤, ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░ņŚÉņä£ņØś ĻĘĀņŚ┤ ņä▒ņןņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ēü¼Ļ▓ī ļ░£ņāØĒĢśņśĆņØīņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░(Case 2)ņØś ņØæļĀźĒÖĢļīĆĻ│äņłśĻ░Ć, ņ¢ćņØĆ Ļ▓ĮņÜ░(Case 1)ļ│┤ļŗż Ļ░ÆņØ┤ Ēü¼Ļ▓ī ĒśĢņä▒ļÉśļ®┤ņä£, Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäņ£©ņØ┤ Ēü░ Ļ░Æņ£╝ļĪ£ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░ ĻĘĀņŚ┤ ņäĀļŗ©ņŚÉ ĒÅēļ®┤ ļ│ĆĒśĢ ņāüĒā£Ļ░Ć ļ░£ņāØĒĢśĻ▓ī ļÉśĻ│Ā, ņØ┤ļĪ£ ņØĖĒĢ£ ņåīņä▒ ļ│ĆĒśĢņØś Ēü¼ĻĖ░Ļ░Ć Ļ░ÉņåīĒĢśņŚ¼ ņĘ©ņä▒ņŚÉ Ļ░ĆĻ╣īņÜ┤ ĒīīĻ┤┤Ļ░Ć ļéśĒāĆļéĀ Ļ░ĆļŖźņä▒ņØ┤ ņ”ØĻ░ĆĒĢśĻ▓ī ļÉ£ļŗż.
ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĻĄ¼ĒśĢņŚÉņä£ ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ņĄ£ņóģ ĻĘĀņŚ┤ Ļ╣ŖņØ┤ ļ░Å ĒÅŁ Ļ│äņé░ Ļ▓░Ļ│╝ļŖö Table 13Ļ│╝ Ļ░ÖņØ┤ Ļ│äņé░ļÉ£ļŗż. Al5083ņŚÉņä£ ĻĘĀņŚ┤ ņä▒ņןņØ┤ Ļ░Ćņן Ēü¼Ļ│Ā, 9%NiĻ░Ģ, Sus304 ļ░Å Ļ│Āļ¦ØĻ░äĻ░Ģ ņł£ņä£ļĪ£ ĻĘĀņŚ┤ņØ┤ ņä▒ņןĒĢśņśĆņØīņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö Al5083ņØśŌłåK0Ļ░Ć Ļ░Ćņן ņ×æņĢäņä£, ņØæļĀźĒÖĢļīĆĻ│äņłśļ▓öņ£äĻ░Ć ņ×æņØĆ Ļ░ÆņŚÉņä£ļČĆĒä░ ĻĘĀņŚ┤ņØ┤ ņä▒ņןĒĢśĻ▓ī ļÉśĻ│Ā, Ļ│Āļ¦ØĻ░äĻ░ĢņØśŌłåK0ļŖö Ļ░Ćņן Ēü░ Ļ░ÆņØä Ļ░Ćņ¦ĆĻ│Ā ņ׳ņ¢┤ņä£, ņØæļĀźĒÖĢļīĆĻ│äņłśļ▓öņ£äĻ░Ć Ēü░ Ļ░ÆņŚÉņä£ļČĆĒä░ ĻĘĀņŚ┤ņØ┤ ņä▒ņןĒĢśĻ▓ī ļÉśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
Table┬Ā13
Crack propagation analysis result for independent type B tank constructed of bodies of revolution
ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ Ļ▓ĮņÜ░(Case 1)Ļ│╝ ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░(Case 2)ļź╝ ļ╣äĻĄÉĒĢ┤ ļ│┤ļ®┤, ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░ņŚÉņä£ņØś ĻĘĀņŚ┤ ņä▒ņןņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ēü¼Ļ▓ī ļ░£ņāØĒĢśņśĆņØīņØä ņĢī ņłś ņ׳ļŗż. ņØ┤ļŖö ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░(Case 2)ņØś ņØæļĀźĒÖĢļīĆĻ│äņłśĻ░Ć, ņ¢ćņØĆ Ļ▓ĮņÜ░(Case 1)ļ│┤ļŗż Ļ░ÆņØ┤ Ēü¼Ļ▓ī ĒśĢņä▒ļÉśļ®┤ņä£, Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäņ£©ņØ┤ Ēü░ Ļ░Æņ£╝ļĪ£ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĻĄ¼ĒśĢņŚÉņä£ Ļ░ü ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ĻĘĀņŚ┤ņ¦äņĀä Ļ▓ĮĒ¢źņØĆ ņĢ×ņØś ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĒÅēļ®┤ĒśĢņŚÉņä£ņØś Ļ▓ĮĒ¢źĻ│╝ ļÅÖņØ╝ĒĢ©ņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäĻ┤ĆņĀÉņŚÉņä£ Ļ▓ĆĒåĀĒĢ£ Ļ▓░Ļ│╝, ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ ĻĄ¼ĒśĢ/ĒÅēļ®┤ĒśĢņØä Ļ│Āļ¦ØĻ░äĻ░Ģņ£╝ļĪ£ Ļ▒┤ņĪ░ ņŗ£, 9%Ni, Sus304 ļ░Å A;5083ļ│┤ļŗż ĻĘĀņŚ┤ņ¦äņĀäņåŹļÅäĻ░Ć ļŖ”ĻĖ░ ļĢīļ¼ĖņŚÉ, Drip Trayļź╝ ņ×æĻ▓ī ņäżĻ│ä ĒĢĀ ņłś ņ׳ļŖö ļō▒ņØś ņäżĻ│äņāü ņ£Āļ”¼ĒĢ£ ņĀÉņØ┤ ļ¦ÄņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
5. Ļ▓░ ļĪĀ
ļÅÖņØ╝ĒĢ£ LNGļź╝ ņŗŻļŖö ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ļź╝ Ļ▒┤ņĪ░ĒĢĀ ļĢī, ĒĢäņÜöĒĢ£ Ļ░ü ņ×¼ļŻīņØś ļæÉĻ╗ś ļ╣äņ£©ņØä Ļ│äņé░ ļ░Å ļ╣äĻĄÉĒĢśņśĆļŗż. ņØ┤ļź╝ ņ£äĒĢśņŚ¼ Ļ░ü ņ×¼ļŻīņŚÉ ļīĆĒĢ£ ĒŚłņÜ® ņØæļĀź(allowable stress)ņØä IGF Codeļź╝ ļö░ļØ╝ņä£ Ļ│äņé░ĒĢśņśĆĻ│Ā, ņØ┤ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņ×¼ļŻīņØś ĒĢäņÜö ļæÉĻ╗śļ╣äļź╝ Ļ│äņé░ĒĢśņśĆļŗż.
ļÅģļ”ĮĒśĢ ĒśĢņŗØ B ĻĄ¼ĒśĢ Ēā▒Ēü¼ļź╝ Ļ▒┤ņĪ░ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö Ļ│Āļ¦ØĻ░äĻ░Ģ, 9%NiĻ░ĢņØś ļæÉĻ╗śĻ░Ć Ļ░Ćņן ņ¢ćĻ│Ā, Sus304, Al5083 ņł£ņ£╝ļĪ£ ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņøīņ¦äļŗż. ļÅģļ”ĮĒśĢ ĒśĢņŗØ B ĒÅēļ®┤ĒśĢ Ēā▒Ēü¼ļź╝ Ļ▒┤ņĪ░ĒĢĀ Ļ▓ĮņÜ░ņŚÉļŖö 9%NiĻ░ĢņØś ļæÉĻ╗śĻ░Ć Ļ░Ćņן ņ¢ćĻ│Ā, Ļ│Āļ¦ØĻ░äĻ░Ģ, SUS304, Al5083ņł£ņ£╝ļĪ£ ļæÉĻ╗śĻ░Ć ņ”ØĻ░ĆĒĢ£ļŗż. ņØ┤ļŖö ĒŚłņÜ® ņØæļĀźņŚÉ ļ░śļ╣äļĪĆĒĢśĻ▓ī ļæÉĻ╗śĻ░Ć Ļ│äņé░ļÉśņ¢┤ ņ¦ĆĻĖ░ ļĢīļ¼ĖņØ┤ļŗż.
Ļ│Āļ¦ØĻ░äĻ░Ģ ļæÉĻ╗śĻ░Ć ņ¢ćņØĆ Ļ▓ĮņÜ░(10mm), ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░(20mm)ņŚÉ ņØ┤ņŚÉ ņāüņØæĒĢśļŖö 9%NiĻ░Ģ, Sus304, Al5083ņØś ļæÉĻ╗śļź╝ ĻĄ¼ĒĢśņśĆĻ│Ā, ņØ┤ ļæÉĻ╗ś ņĪ░Ļ▒┤ņŚÉņä£ ļÅģļ”ĮĒśĢ ĒśĢņŗØ B Ēā▒Ēü¼ņŚÉ ņÜöĻĄ¼ļÉśļŖö Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ ļ░Å ĒĢäļ”┐ ņÜ®ņĀæ, ļæÉĻ╗śĻ░Ć ņ¢ćĻ▒░ļéś ļæÉĻ║╝ņÜ┤ Ļ▓ĮņÜ░ ļ¬©ļōĀ Ļ▓ĮņÜ░ņŚÉņä£, Ļ│Āļ¦ØĻ░äĻ░Ģ Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäņØ┤ Ļ░Ćņן ļŖ”Ļ▓ī ņ¦äĒ¢ēļÉśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ņÖĆļŖö ļ░śļīĆļĪ£ ļ¬©ļōĀ Ļ▓ĮņÜ░ņŚÉņä£ Al5083ņØĆ Ļ░Ćņן ļ╣Āļź┤Ļ▓ī Ēö╝ļĪ£ĻĘĀņŚ┤ņØ┤ ņä▒ņןĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. 9%NiĻ░Ģ, SUS304ļŖö ņżæĻ░ä ņĀĢļÅäņØś Ēö╝ļĪ£ĻĘĀņŚ┤ ņ¦äņĀä ņåŹļÅäļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤ļŖö Ļ│Āļ¦ØĻ░äĻ░Ģ ņ×äĻ│ä ņØæļĀźĒÖĢļīĆĻ│äņłśļ▓öņ£ä(ŌłåK0)Ļ░Ć 9%Ni, SUS304, Al5083ņØś Ļ░ÆĻ│╝ ļ╣äĻĄÉĒĢśņŚ¼ Ēü¼ĻĖ░ ļĢīļ¼ĖņØ┤ļŗż. ņ×äĻ│ä ņØæļĀźĒÖĢļīĆĻ│äņłśļ▓öņ£äĻ░Ć Ēü¼ĻĖ░ ļĢīļ¼ĖņŚÉ ļČĆĻ░ĆļÉśļŖö ņØæļĀź ņé¼ņØ┤Ēü┤ ņżæņŚÉņä£ ĻĘĀņŚ┤ņ¦äņĀäņŚÉ ĻĖ░ņŚ¼ĒĢśļŖö ņé¼ņØ┤Ēü┤ ļ╣äņ£©ņØ┤ ņ×æĻ▓ī ļÉśņ¢┤ Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäņØ┤ ļŖ”Ļ▓ī ļ░£ņāØĒĢ£ļŗż. ļ░śļīĆļĪ£ Al5083ņØś ņ×äĻ│ä ņØæļĀźĒÖĢļīĆĻ│äņłśļ▓öņ£äļŖö ļŗżļźĖ ņ×¼ļŻīņÖĆ ļ╣äĻĄÉĒĢśņŚ¼ ņ×æĻĖ░ ļĢīļ¼ĖņŚÉ, ļČĆĻ░ĆļÉśļŖö ņØæļĀź ņé¼ņØ┤Ēü┤ ņżæņŚÉņä£ ĻĘĀņŚ┤ņ¦äņĀäņŚÉ ĻĖ░ņŚ¼ĒĢśļŖö ņé¼ņØ┤Ēü┤ ļ╣äņ£©ņØ┤ ļåÆĻ▓ī ļÉśņ¢┤ Ēö╝ļĪ£ĻĘĀņŚ┤ņ¦äņĀäņØ┤ ļ╣©ļ”¼ ņä▒ņןĒĢśļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØĖļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



