독립형 형식 B 탱크의 고망간강 적용 시 피로 균열 진전 특성 연구
Crack Propagation Characterization Applying High Manganese Austenitic Steel to Independent Type B Tank
Article information

Abstract
Interest in eco-friendly energy is continuously increasing worldwide. LNG is a good energy source with a continuously increasing use. LNG has a temperature of -165 ℃ and requires low-temperature toughness for the tank material. High manganese austenitic steel has similar mechanical properties to cryogenic materials for LNG, as listed in IGC and IGF codes. High manganese austenitic steel easily satisfies the requirement for low-temperature toughness at cryogenic temperature and exhibits superior performance in terms of yield strength, tensile strength, and elongation, compared to the existing materials mentioned in IGC and IGF codes. In this study, high manganese austenitic steel was applied to an independent type B tank, and compared to the IGC and IGF materials(9 % Ni steel, Sus304, and Al5083). The thickness ratio was reviewed while loading the same LNG fuel. Based on the thickness ratio, the thickness for 9 % Ni steel, Sus304, and Al5083 was calculated for two standard thicknesses of 10 and 20 mm for the high manganese austenitic steel. In accordance with the IGC and IGF codes, the required crack propagation analysis was performed for the independent type B tank, and the resistance to crack propagation for each material was analyzed.
1. 서 론
세계적으로 친환경에 대한 관심이 지속적으로 증가하고 있다. 질소산화물(NOx), 황산화물(SOx) 및 이산화탄소(CO2)를 줄이기 위한 다양한 시도가 이루어지고 있으며, 그 방법 중 하나로 에너지원을 액화천연가스(LNG)를 사용하는 방법이다. 현재 LNG 사용량은 지속적으로 증가하고 있다. 이러한 LNG는 -165℃의 극저온에서 운반하여야 한다. 극저온에서 일반 탄소강은 저온 취성을 보이기 때문에 사용될 수 없다. 극저온에서 충분한 파괴인성을 가지고 있는 재료를 사용하여 연료탱크/화물탱크를 제작하여야 한다. 이러한 내용을 규정하는 것이 IGC1) 및 IGF Code2)이다.
IGC/IGF Code에서 LNG에 사용할 수 있는 재료로 기술하고 있는 것은 4가지로서 9%Ni강, Sus304, Al5083 및 Invar이다. 9%NI강, Sus304, Al5083은 독립형 형식 A, B, C 탱크로서 적용될 수 있고, Sus304 및 Invar는 멤브레인 탱크의 멤브레인으로 적용될 수 있다.
고망간강은 IGC 및 IGF Code에 등재된 LNG 탱크 재료와 기계적 특성이 유사하다. 극저온에서 요구되는 저온인성을 고망간강은 쉽게 만족하며, 항복강도, 인장강도 및 연신율에 있어서 기존 재료 대비 우수한 성능을 보여주고 있다. 고망간강의 최소 생산 두께는 6mm이며, 이는 고망간강은 멤브레인 탱크 재료로 적용되지 않는다는 것을 의미한다. 고망간강은 독립형 형식 A, B, C 탱크에 적용된다.
고망간강은 IGC/IGF Code의 재료(9%Ni강, Sus304, Al5083, Invar)의 재료와는 다르게 LNG탱크에 적용된 기간이 짧은 강재로서, 다양한 연구가 진행되어 오고 있다.
고망간강을 다양한 용접 공정(FCAW, SAW, GTAW 등)에 적용하고자 하는 연구가 진행되고 있다. FCAW 용접와이어를 개발하여 용접부 성능을 개선하고자 하였다3). 레이저 용접조건이 고망간강 용접 비드 형상에 미치는 영향에 대한 연구를 수행하였다4). 파이버 레이저를 고망간강 용접에 적용하였으며 BOP 테스트를 통해서 용입 경향을 분석하였다5). 모재 및 용접부의 기계적 물성치를 시험을 통해서 검토하였다.
고망간강에 대한 용접 강도 관점에서 연구가 많이 수행되어 왔다. 용접잔류응력 관련된 기초연구로서 고망간강 라이저 파이프에서 종방향 맞대기 용접 시 파이프에 발생하는 잔류응력에 대하여 연구하였다6,7). 극저온 환경에서의 고망간강 용접부의 기계적 성질 평가와 파괴안전성 향상에 관한 연구를 수행하였다8). LNG 화물탱크의 파괴안전성에 관한 파괴역학적 검토를 통해 불안정 파괴안전성을 평가하였다. LNG CCS적용을 위한 고망간강의 극저온 피로성능을 평가하였다9). 상온과 -163℃에서 인장시험과 피로 실험을 수행하여 고망간강의 인장 성능과 피로 성능을 확인하였다. 이를 이용한 극저온 강재(9%Ni강, Al5083, Sus304)들과의 비교를 통해 고망간강의 LNG Tank 적용 가능성에 대해서 연구하였다.
현재까지 수행된 고망간강 설계 관점 연구는 시편 단위에서 극저온 기계적 물성치 및 파괴안전성 관점에서 수행된 것이 대부분이다. IGC 및 IGF Code에서 요구하는 설계 관련 사항에 대한 연구는 존재하지 않는다.
본 논문에서는 IGC 및 IGF Code에서 독립형 형식 B 탱크 설계 시 요구되는 피로균열진전해석을 고망간강 탱크에 대해서 수행하고자 한다. 고망간강이 IGC 및 IGF Code 재료(9%Ni강, Sus304 및 Al5083) 대비하여 가지는 피로균열진전 저항성을 평가하고자 한다. 동일한 LNG 연료를 싣는 상황에서 필요한 재료 두께를 검토하였고, 이 결과를 사용하여 피로균열진전 저항성을 검토하고자 한다.
2. 필요 두께 비교
각 재료 성능을 평가하기 위해서는 동일한 조건에서 비교하여야 한다. 본 연구에서는 동일한 양의 LNG를 싣는 독립형 형식 B 탱크 구형/평면형을 건조한다고 가정하였다.
2.1 허용 응력(Allowable stress) 계산
IGC/IGF Code에서는 허용 응력을 사용하여 탱크 건전성을 평가하고 있으며, 허용 응력은 식(1)과 같이 계산되어 진다.
Rm은 인장강도, Re는 항복강도를 의미하며, A, B는 계수이다. 본 연구 대상인 4가지 재료의 항복강도 및 인장강도를 Table 1에, 계수 A, B는 Table 2에 표시하였다.

Material mechanical properties
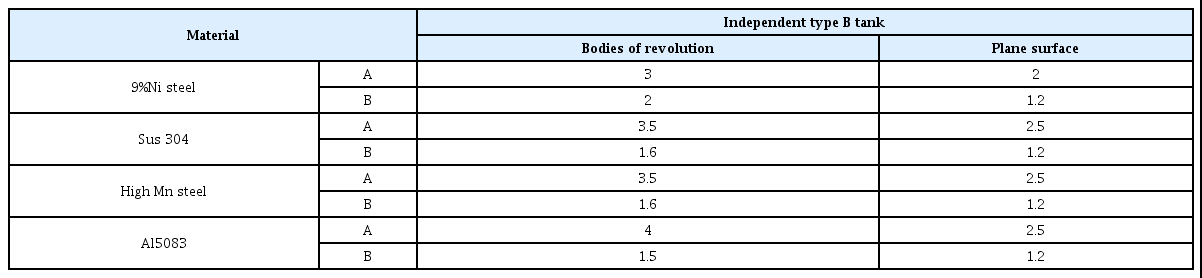
Material allowable stress factor
고망간강 및 9%Ni강은 용접봉 undermatching 현상이 발생하며, 이는 구조물 파단 시 모재부가 아닌 용접부가 파단된다는 것을 의미한다. 고망간강 용접봉 인장강도는 660MPa이며, 이는 모재 인장강도 800MPa과 비교하여 낮은 값을 형성하고 있다. 9%Ni강의 용접봉 항복강도 및 인장강도는 375MPa 및 590MPa를 만족하도록 선급 규칙에서 요구하고 있다. 모재는 항복강도 및 인장강도가 490MPa 및 640MPa은 선급 요구 조건으로, 모재가 용접부보다 구조적으로 더 강하다는 것을 의미한다.
Table 1 및 Table 2의 값을 사용하여 각 재료에 대한 허용 응력을 계산하면 Table 3과 같다. 독립형 형식 B 구형의 허용 응력이 평면형에서의 값보다 작게 형성됨을 확인할 수 있다.

Allowable stress
4가지 재료 중에 고망간강 및 9%Ni강의 허용 응력이 상대적으로 크게 형성되고, Sus304 및 Al5083순으로 값이 작아짐을 알 수 있다.
2.2 필요 두께 비교
독립형 형식 B 탱크가 동일한 양의 LNG를 싣는 경우에, 각 탱크는 동일한 크기의 하중을 받는다고 가정할 수 있다. 이 상황에서 각 재료의 필요 두께는 허용 응력에 반비례하므로, 각 재료의 필요 두께 비율을 계산할 수 있다.
Table 4는 고망간강 필요 두께를 1로 가정하였을 경우, 각 재료에 대한 상대적인 두께 비율을 표시하고 있다. 독립형 형식 B 구형의 경우, 9%Ni강은 고망간강과 거의 동일한 두께가 필요함을 알 수 있다. Sus304 및 Al5083은 각각 고망간강 두께의 1.47배, 2.74배 두께가 필요함을 나타낸다. 독립형 형식 B 탱크 구형의 경우는 고망간강과 9%Ni강이 두께 관점에서는 유리함을 알 수 있다.

Required thickness ratio
독립형 형식 B 탱크 평면형의 경우에는 9%Ni강의 두께비율이 0.89로서 가장 얇은 두께가 필요함을 나타낸다. Sus304 및 Al5083의 경우는 고망간강 두께의 1.54배 및 2.53배가 필요함을 알 수 있다. 독립형 형식 B 탱크 평면형에서는 두께 관점에서 9%Ni강이 유리함을 알 수 있다.
3. 피로 균열 진전률
IGF Code에서는 독립형 형식 B 탱크에서 피로균열 진전해석을 수행하도록 요구하고 있다. 15일 동안의 간이화된 하중분포에서 피로균열 진전해석을 공인된 기준에 기초하여 수행하도록 요구하고 있다.
피로균열 진전해석을 수행하기 위해서는 기본적으로 필요한 입력이 존재한다. 독립형 형식 B 탱크 재료에 대한 피로균열 진전율은 가장 기본적으로 필요한 입력이다. 본 연구에서는 한국선급의 [피로 및 균열진전 평가 지침서]의 4가지 재료에 대한 피로균열 진전율을 사용하여 균열진전 해석을 수행하였다. Table 5 및 Table 6는 지침서의 피로균열진전율 및 임계값을 표시하며, Fig. 1은 피로균열 진전율을 시각적으로 표시하고 있다.

Fatigue crack growth rate

Threshold value for fatigue crack
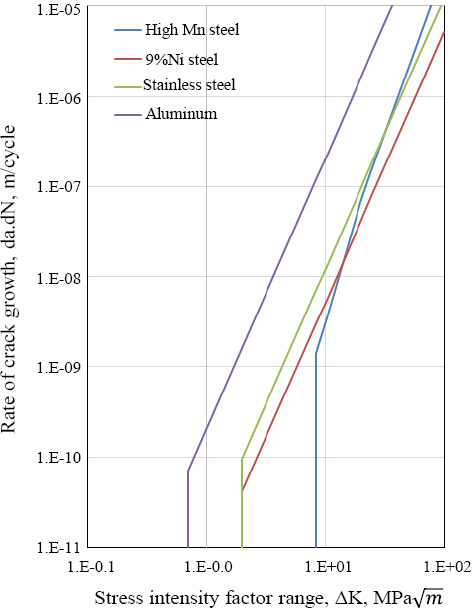
Crack growth rate of material for cryogenic service
4. 피로 균열 진전 분석
4.1 두께 비교
2절에서 계산한 각 재료에 대한 두께의 비를 기초로
하여 고망간강 두께를 10mm, 20mm 두가지로 가정하고, 두 경우에 대한 각 재료의 두께비를 가정한 상태에서 균열 진전 해석을 수행하였다. 두 경우를 고려한 것은 두께 영향을 검토하기 위해서이다. 고망간강 10mm을 Case 1, 20mm을 Case 2로 하였으며, 이 경우에 비례하는 9%Ni, Sus304, Al5083의 두께는 Table 7 및 8과 같다.

Thickness for independent type B tank constructed of plane surface

Thickness for independent type B tank constructed of bodies of revolution
4.2 응력 계산
각 재료에 대한 균열 진전 해석에 사용한 응력은 한국 선급 지침 7편 5장 4절 418.의 1항 (3)호를 따라서 계산하였다. 보수적인 검토를 위하여, 선급 규칙에서 정의한σmax (하중 최대 기댓값에 의해서 발생되는 응력)은 허용 응력과 동일하다고 가정하였다. 이에 따라 균열 진전 해석에 사용한 변동 응력은 Table 9 및 10과 같이 계산된다.

Stress range and cycle for crack propagation analysis for independent type B tank constructed of plane surface

Stress range and cycle for crack propagation analysis for independent type B tank constructed of bodies of revolution
4.3 초기 균열 크기
균열 진전 해석을 수행하기 위해서는 초기 균열 크기를 설정하여야 한다. 선급 규칙에서는 비파괴 검사 시 발견할 수 없는 최대 크기 균열을 초기 균열 크기로 사용하도록 규정하고 있다.
본 연구에서는 Table 11에 표시하였듯이, 일반적으로 사용하는 맞대기 용접 및 필릿 용접 초기 균열 크기를 해석에 적용하였다.

Initial crack size for weld type
4.4 균열 진전 해석 결과
균열진전 해석은 BS7910(Guide to methods for assessing the acceptability of flaws in metallic structures)을 기반으로 하는 Crackwise 6.0을 사용하여 진행하였다.
독립형 형식 B 탱크 평면형에서 각 재료에 대한 최종 균열 깊이 및 폭은 Table 12와 같이 계산된다.
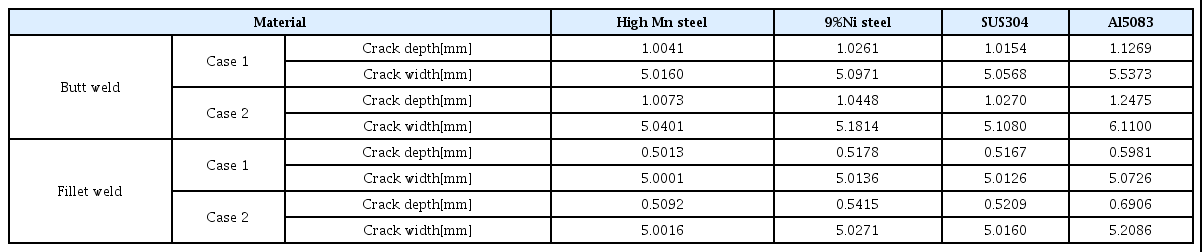
Crack propagation analysis result for independent type B tank constructed of plane surface
Al5083은 맞대기 용접, 필릿 용접에서 Case1 및 Case 2 모든 경우에 다른 재료보다 균열 깊이와 폭이 가장 많이 성장한 것을 알 수 있다. 9%Ni강, Sus304, 고망간강 순으로 균열이 작게 성장하는 것을 알 수 있다. 고망간강은 4가지 재료 중에서 균열의 성장이 가장 작은 재료임을 알 수 있다.
독립형 형식 B 탱크에서는 15일간 LNG가 누설된다고 가정하고 Drip Tray를 설치하도록 요구하는데, 고망간강의 경우는 균열 성장이 천천히 발생하기 때문에 누설되는 양도 적게 계산되면서, Drip Tray도 작은 구조물로 설치할 수 있을 것으로 예상된다. 이는 독립형 형식 B 탱크 평면형 설계에서 유리하게 작용할 것이다.
Al5083이 가장 크게 성장한 것은∆K0가 0.7 MPa√m 로서, Sus304, 9%Ni강의 2.0 MPa√m, 고망간강 8.4 MPa√m보다 값이 작아서, 응력확대계수범위가 작은 값에서부터 균열 성장이 시작되기 때문으로 사료된다. 이와는 반대로 고망간강의 균열 성장이 가장 작은 것은∆K0가 4가지 재료 중에서 가장 큰 값을 가지고 있기 때문으로 판단된다. 이는 균열이 성장하기 위해서는 응력확대계수범위가 높아야 함을 의미하며, Table 9에 표시한 고망간강 응력 및 사이클에서 균열 성장에 기여한 응력 및 사이클 부분이 작음을 의미한다.
두께가 얇은 경우(Case 1)과 두꺼운 경우(Case 2)를 비교해 보면, 두꺼운 경우에서의 균열 성장이 상대적으로 크게 발생하였음을 알 수 있다. 이는 두꺼운 경우(Case 2)의 응력확대계수가, 얇은 경우(Case 1)보다 값이 크게 형성되면서, 피로균열진전율이 큰 값으로 발생하기 때문이다. 두꺼운 경우 균열 선단에 평면 변형 상태가 발생하게 되고, 이로 인한 소성 변형의 크기가 감소하여 취성에 가까운 파괴가 나타날 가능성이 증가하게 된다.
독립형 형식 B 탱크 구형에서 재료에 대한 최종 균열 깊이 및 폭 계산 결과는 Table 13과 같이 계산된다. Al5083에서 균열 성장이 가장 크고, 9%Ni강, Sus304 및 고망간강 순서로 균열이 성장하였음을 확인할 수 있다. 이는 Al5083의∆K0가 가장 작아서, 응력확대계수범위가 작은 값에서부터 균열이 성장하게 되고, 고망간강의∆K0는 가장 큰 값을 가지고 있어서, 응력확대계수범위가 큰 값에서부터 균열이 성장하게 되기 때문이다.

Crack propagation analysis result for independent type B tank constructed of bodies of revolution
두께가 얇은 경우(Case 1)과 두꺼운 경우(Case 2)를 비교해 보면, 두꺼운 경우에서의 균열 성장이 상대적으로 크게 발생하였음을 알 수 있다. 이는 두꺼운 경우(Case 2)의 응력확대계수가, 얇은 경우(Case 1)보다 값이 크게 형성되면서, 피로균열진전율이 큰 값으로 발생하기 때문이다.
독립형 형식 B 탱크 구형에서 각 재료에 대한 균열진전 경향은 앞의 독립형 형식 B 탱크 평면형에서의 경향과 동일함을 확인할 수 있다.
피로균열진전관점에서 검토한 결과, 독립형 형식 B 탱크 구형/평면형을 고망간강으로 건조 시, 9%Ni, Sus304 및 A;5083보다 균열진전속도가 늦기 때문에, Drip Tray를 작게 설계 할 수 있는 등의 설계상 유리한 점이 많을 것으로 판단된다.
5. 결 론
동일한 LNG를 싣는 독립형 형식 B 탱크를 건조할 때, 필요한 각 재료의 두께 비율을 계산 및 비교하였다. 이를 위하여 각 재료에 대한 허용 응력(allowable stress)을 IGF Code를 따라서 계산하였고, 이를 이용하여 재료의 필요 두께비를 계산하였다.
독립형 형식 B 구형 탱크를 건조할 경우에는 고망간강, 9%Ni강의 두께가 가장 얇고, Sus304, Al5083 순으로 두께가 두꺼워진다. 독립형 형식 B 평면형 탱크를 건조할 경우에는 9%Ni강의 두께가 가장 얇고, 고망간강, SUS304, Al5083순으로 두께가 증가한다. 이는 허용 응력에 반비례하게 두께가 계산되어 지기 때문이다.
고망간강 두께가 얇은 경우(10mm), 두꺼운 경우(20mm)에 이에 상응하는 9%Ni강, Sus304, Al5083의 두께를 구하였고, 이 두께 조건에서 독립형 형식 B 탱크에 요구되는 피로균열진전해석을 수행하였다.
맞대기 용접 및 필릿 용접, 두께가 얇거나 두꺼운 경우 모든 경우에서, 고망간강 피로균열진전이 가장 늦게 진행되는 것을 확인하였다. 이와는 반대로 모든 경우에서 Al5083은 가장 빠르게 피로균열이 성장하는 것을 확인하였다. 9%Ni강, SUS304는 중간 정도의 피로균열 진전 속도를 보이는 것을 확인하였다. 이는 고망간강 임계 응력확대계수범위(∆K0)가 9%Ni, SUS304, Al5083의 값과 비교하여 크기 때문이다. 임계 응력확대계수범위가 크기 때문에 부가되는 응력 사이클 중에서 균열진전에 기여하는 사이클 비율이 작게 되어 피로균열진전이 늦게 발생한다. 반대로 Al5083의 임계 응력확대계수범위는 다른 재료와 비교하여 작기 때문에, 부가되는 응력 사이클 중에서 균열진전에 기여하는 사이클 비율이 높게 되어 피로균열진전이 빨리 성장하는 경향을 보인다.