


1. ņä£ ļĪĀ
2. ņŗ£ĒŚśĒÄĖ ĒśĢņāü ļ░Å ņŗżĒŚśņĪ░Ļ▒┤

3. FE ĒĢ┤ņäØļ¬©ļŹĖļ¦ü


4. ņŚ┤Ēāäņåīņä▒ĒĢ┤ņäØ Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░

5. Ļ▓░ ļĪĀ
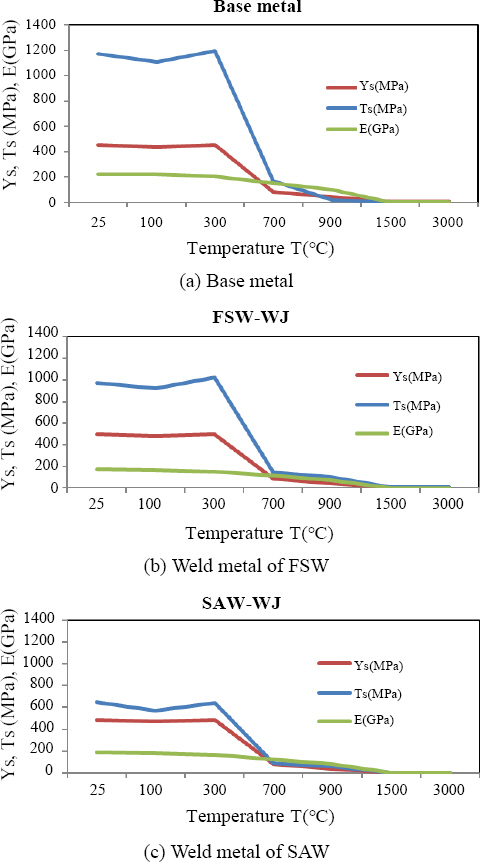
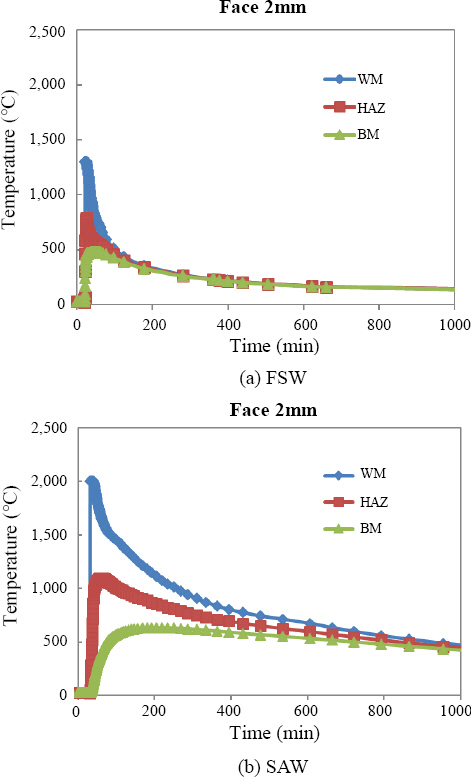
1) ņāüņś©ņŚÉņä£ ņØĖņןĻ░ĢļÅäņØĆ ļ¬©ņ×¼Ļ░Ć 1,200MPa, FSWņØś ņÜ®ņ░®ĻĖłņåŹņØ┤ 1,000MPa, SAWņØś ņÜ®ņ░®ĻĖłņåŹņØ┤ 600MPaļĪ£ ļéśĒāĆļé¼ņ£╝ļ®░, SAWņØś ņÜ®ņ░®ĻĖłņåŹņØĆ ļ¬©ņ×¼ņØś ņĀłļ░ś ņłśņżĆņØś ņØĖņןĻ░ĢļÅäļź╝ ļéśĒāĆļé¼ļŗż.
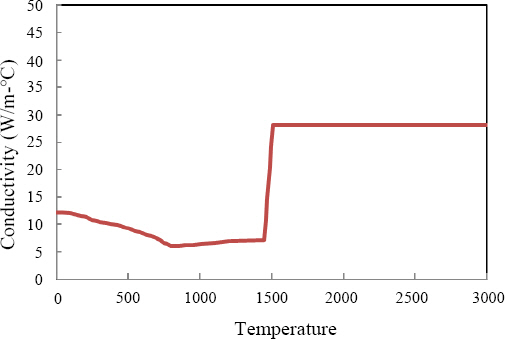
2) Ļ│Āļ¦ØĻ░äĻ░ĢņØś ņŚ┤ņĀäļÅäĻ│äņłśļŖö ņØ╝ļ░ś Ļ░ĢņŚÉ ļ╣äĻĄÉĒĢ┤ ņĢĮ 4ļ░░ ņ×æņØĆ Ļ░ÆņØä ļéśĒāĆļé┤ņ¢┤, ņÜ®ņĀæņŚ┤ņøÉņŚÉ ņØśĒĢ£ ņś©ļÅäņØś ĒÖĢņé░ņØ┤ ļŖÉļ”¼Ļ▓ī ļéśĒāĆļéśĻ│Ā ņØ┤Ļ▓āņØĆ ņÜ®ņĀæļ│ĆĒśĢĻ│╝ ņ×öļźśņØæļĀźņŚÉ Ēü¼Ļ▓ī ņśüĒ¢źņØä ņŻ╝ņŚłļŗż.
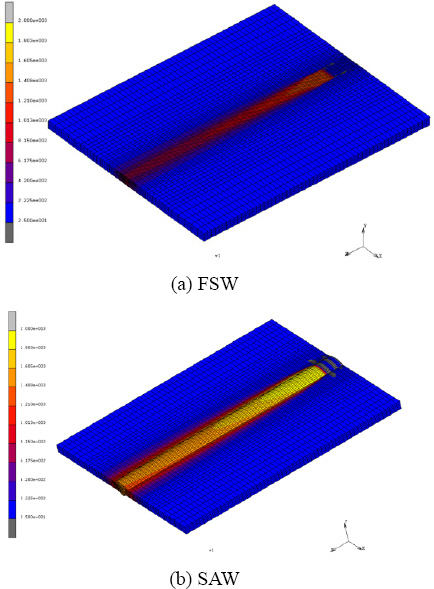
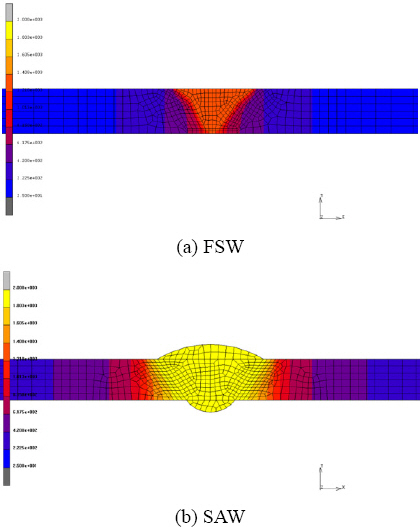
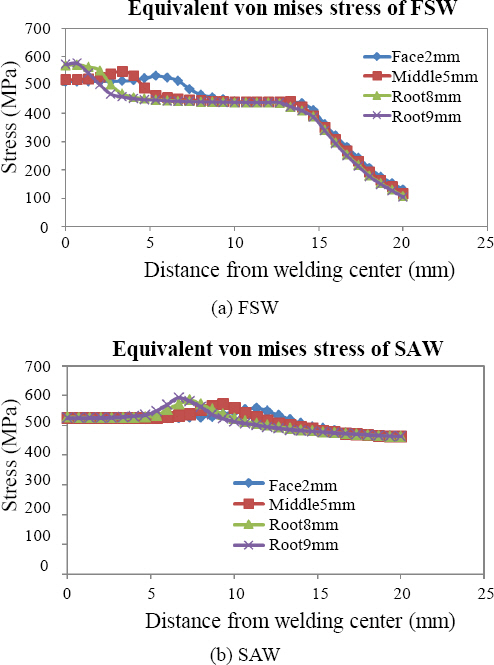
3) ņÜ®ņĀæņś©ļÅäņĖĪļ®┤ņŚÉņä£ FSWļŖö SAWļ│┤ļŗż ņÜ®ņĀæņ×ģņŚ┤ņØ┤ ņĀüĻ▓ī ļōżņ¢┤Ļ░ĆĻ│Ā, ņĀäņ▓┤ņĀüņ£╝ļĪ£ ņ×æņØĆ ļ▓öņ£äņŚÉ ņÜ®ņĀæ ņŚ┤ņØ┤ ņĀäļŗ¼ļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
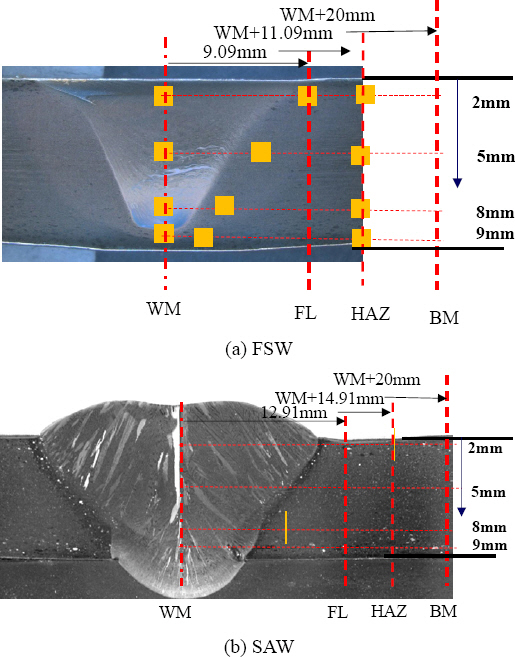
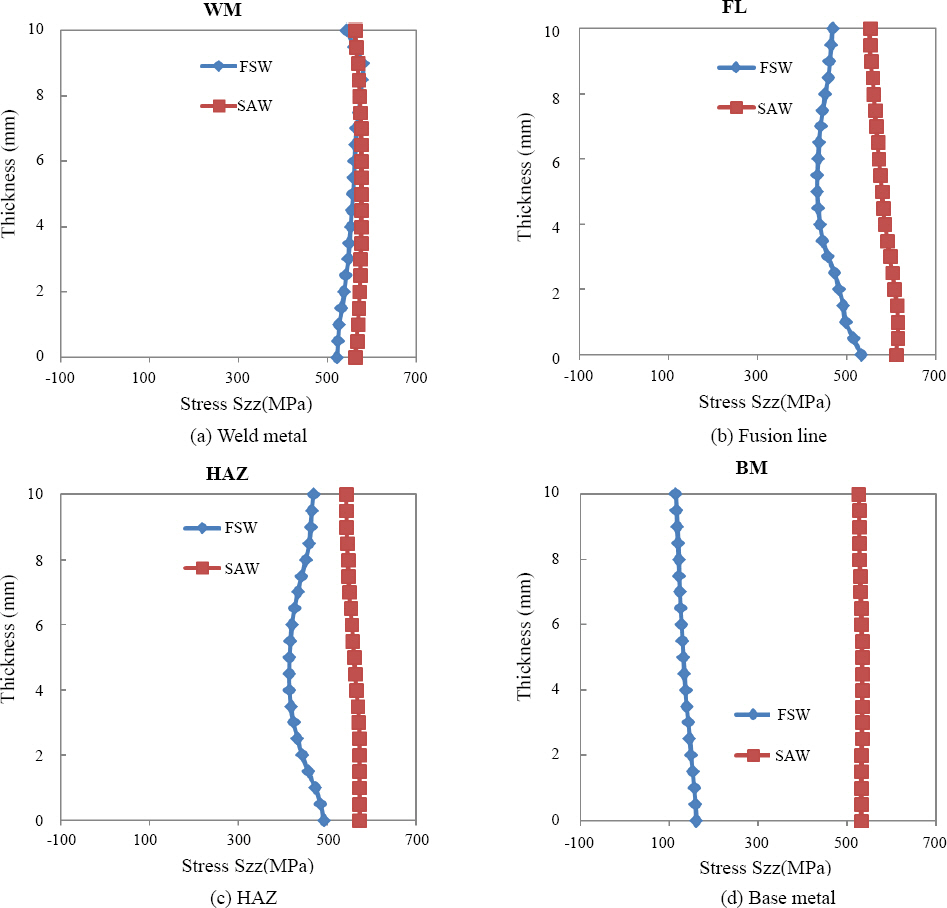
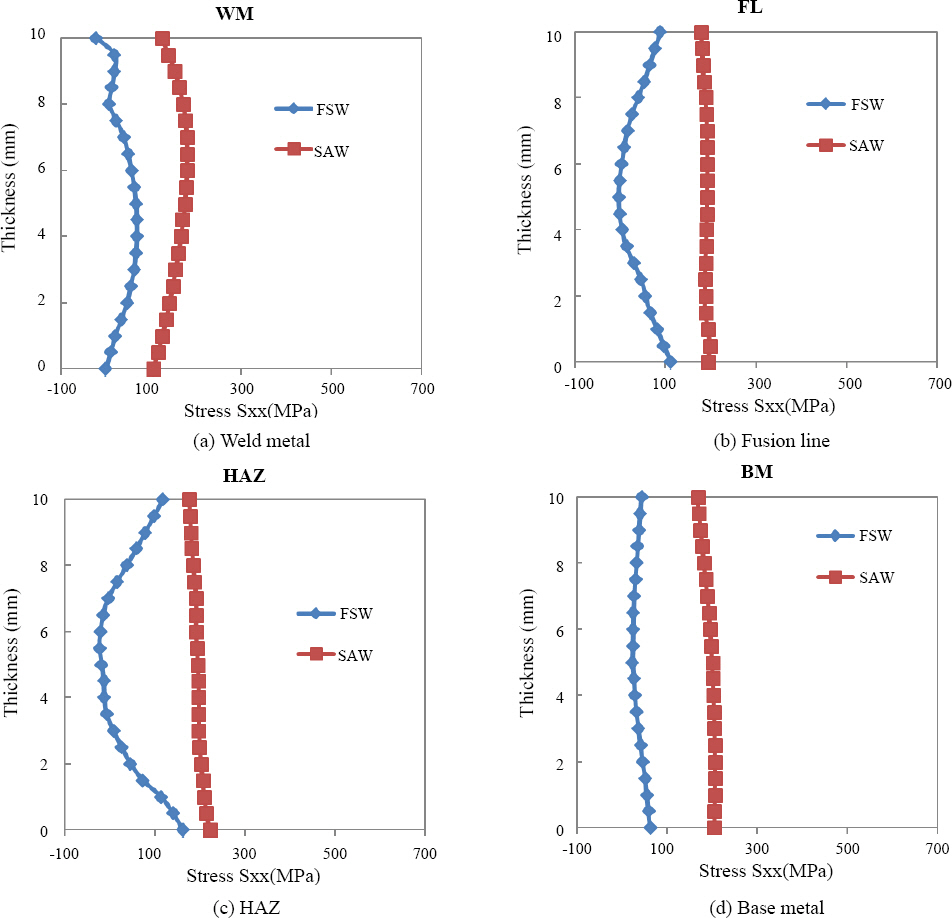
4) ņÜ®ņĀæņäĀ ļ░®Ē¢źņØś ņÜ®ņĀæņ×öļźśņØæļĀźņØĆ ņÜ®ņĀæļČĆņŚÉņä£ ņĄ£Ļ│Ā ļÅäļŗ¼ņØæļĀźņØĆ ņ£Āņé¼ĒĢśņ¦Ćļ¦ī, FSWņØś Ļ▓ĮņÜ░ ņÜ®ņĀæļČĆ ļČĆĒä░ 20mmņŚÉņä£ ņØĖņןņ×öļźśņØæļĀźņØ┤ 100MPaļĪ£ Ļ░ÉņåīĒĢśņ¦Ćļ¦ī, SAWņØś Ļ▓ĮņÜ░ ļÅÖņØ╝ĒĢ£ ņ£äņ╣śņŚÉņä£ļÅä 500MPaņØś Ēü░ ņØĖņ×öņ×öļźśņØæļĀźņØ┤ ļ¦żņÜ░ ļäōņØĆ ļ▓öņ£äņŚÉ ļČäĒżĒĢśĻ│Ā ņ׳ļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ņÜ®ņĀæņäĀ ņ¦üĻ░üļ░®Ē¢źņØś ņ×öļźśņØæļĀźņØś Ļ▓ĮņÜ░, FSWļŖö 50MPa, SAWļŖö 200MPaņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ļö░ļØ╝ņä£ FSWĻ░Ć SAWņŚÉ ļ╣äĒĢ┤ ņ×öļźśņØæļĀźņØ┤ ņ×æĻ▓ī ļ░£ņāØĒĢśņŚ¼ ņÜ®ņĀæļČĆņŚÉ ļČäĒżĒĢśļŖö ņØæļĀźņØś ņĖĪļ®┤ņŚÉņä£ļŖö ņóĆļŹö ņĢłņĀäĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
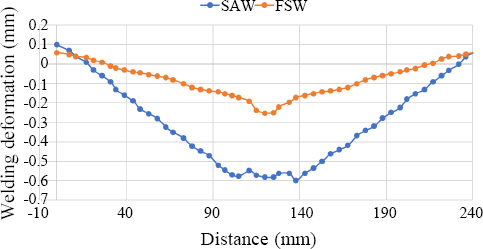
5) FSWņÖĆ SAW ĒöäļĪ£ņäĖņŖżņŚÉ ņØśĒĢ£ ņÜ®ņĀæļ│ĆĒśĢņØĆ SAWĻ░Ć FSW ļ│┤ļŗż 2ļ░░ ļŹö Ēü¼Ļ▓ī ļ░£ņāØĒĢśņśĆļŗż. ļö░ļØ╝ņä£ FSWņØś Ļ▓ĮņÜ░ ņÜ®ņĀæļ│ĆĒśĢņ£╝ļĪ£ ņØĖĒĢ£ ĻĄÉņĀĢņ×æņŚģņØä ņāØļץĒĢĀ ņłś ņ׳ņ¢┤ ņāØņé░ņä▒ Ē¢źņāüĻ│╝ ĻĄÉņĀĢņ×æņŚģņŗ£ ņČöĻ░ĆļĪ£ Ēł¼ņ×ģļÉśļŖö ņŚ┤ņŚÉ ņØśĒĢ£ ļ│ĆĒśĢņØä ņżäņØ╝ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



