Table 6 presents the results of the cryogenic Charpy impact test using liquid nitrogen. The impact test measured and compared the impact absorption energy at two positions, namely the welding metal and the heat-affected zone. Since there was no clear heat-affected zone in the collection position of the heat-affected impact test specimen, a notch was set at a distance of 1-2 mm from the fusion line, and the collection was carried out. The average impact absorption energy of the weld metal was 99.44J, and that of the heat-affected zone was 74.40J, suggesting the cryogenic toughness of the weld metal was better.
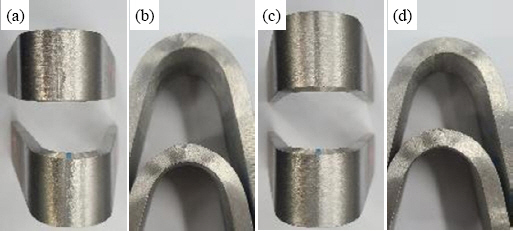
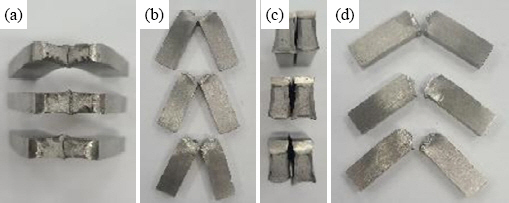
Fig. 10 is a photograph of a test specimen of welding metal and a heat-affected zone after conducting an impact test. Figs.
10a and
10b are top and side photographs of the weld metal impact test specimen, respectively, and Figs.
10c and
d are top and side photographs of the heat-affected zone test specimen, respectively. The heat-affected zone test specimen was completely ruptured into two pieces, the weld metal test specimen was not broken and a part of it was still attached. In addition, it was consistent with the test results in that the amount of plastic deformation of the heat-affected zone test specimen was smaller than that of the weld metal test specimen.
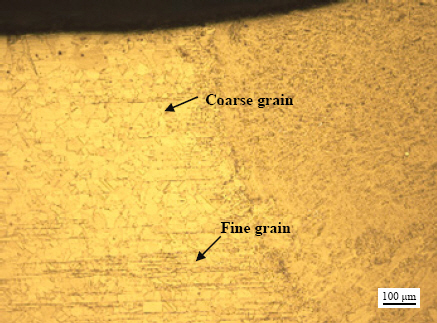
In general, the cause of the degradation in the toughness of HAZ in arc welding is known as structure coarsening. However, in the ArcTig of this experiment, structure coarsening rarely occurred. As a result, HAZ has low impact absorption energy because of the carbide segregation at the center of the base metal mentioned above, and it can be interpreted that the weld metal was completely melted and carbide was removed, the ductility was restored, while carbide was still left in the heat-affected zone.
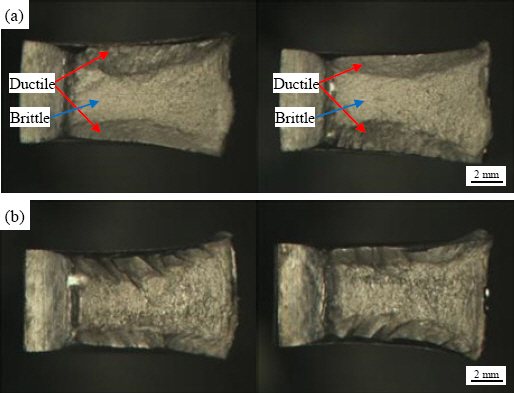
Fig. 11 is a photograph of the fracture surface of the heat-affected zone specimen after the impact test.
Fig. 11a is the ruptured surface of the impact specimen of HAZ, and the part of the photograph that involves plastic deformation and ductile destruction is the part of both surfaces that have been recrystallized and grown by annealing. In contrast, the cleavage fracture, in which brittleness destruction occurred with little plastic deformation, can be seen at the center where grain growth was suppressed by carbides. On the contrary,
Fig. 11b shows the ruptured surface of the impact specimen of the weld metal, and it is possible to observe the shape of a ductile ruptured surface that forms a fine dimple even at the center. In general, it is known that the finer the grain, the better the physical properties such as strength, toughness, and ductility. However, in this experiment, even though fine grains were formed, brittleness destruction occurred in the center of the HAZ, which suggests that the formation of vulnerable carbides at the center of the base metal affected the degradation of toughness. However, since the formation of carbides in the base metal does not cause serious problems in quality, manufacturers seem to have made it in consideration of economic feasibility and productivity. ArcTig is a process that uses high current and high heat input conditions compared to general TIG welding to form a keyhole, but as the results of this research, the weld has good physical properties. In 2004, Chang et al. stated that the research on stainless steel welding technology using keyhole GTAW provided good thermal efficiency, resulting in a decrease in total heat input and deformation compared to other processes
12). The same can be applied to ArcTig, which is expressed in a schematic diagram in
Fig. 12.
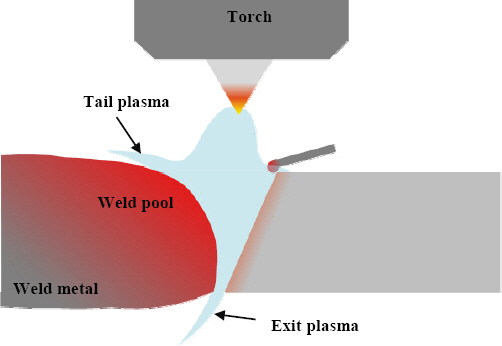
Fig. 12 qualitatively represents the phenomenon that occurs during ArcTig welding. As illustrated in the figure, plasma formed by high current forms a keyhole and is emitted in the form of tail and exit plasma, respectively
13). In other words, it can be interpreted that the physical properties of the weld are good even though it is a high current since all of the plasma of the high current is not put into the weld and is discharged after forming the weld. In this experiment, it was considered from the viewpoint of the mechanical characteristics of the ArcTig weld. However, the corrosion resistance of stainless steel may degrade due to sensitization caused by welding, and thus, we plan to carry out an experiment on electrochemical properties including corrosion properties in future research.






 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



