직접분사 적층제조에 의한 고경도 금형강 적층부의 마모특성 연구
Wear Properties of High-Hardness Tool Steel by Directed Energy Deposition Based Additive Manufacturing
Article information

Abstract
Recently, with the increase in the application of UHSS plates in automobiles, the service life of existing molds is being shortened, and directed energy deposited type 3D printing technology is being considered as a way to extend the service life. In this study, in order to improve the service life of cold molds, the wear characteristics of the deposited parts using composition systems were analysed, and the possibility of practical application was estimated through evaluation with shear molds.
Since the high hardness of AM layer can be reached without additional heat treatment, it was expected to improve the service life when applied to the surface of the mold. Through the wear evaluation of the ball-on-disk method, it was confirmed the wear performance improvement of M4, and as a result of the shear mold life evaluation of 1.5 GPa class high-strength automotive steel plate for the M4 deposited, it was found that shear up to 17,000 strokes were possible. When the number of strokes was increased, a fracture layer due to deposition was observed in the cross-section of the mold surface, and it is believed that additional heat treatment research is required to improve the life of the AM mold.
1. 서 론
자동차 분야에서는 가볍고 안전한 차량을 위한 초고장력 강판의 적용 비율이 증가하고 있으며, 기가급 이상의 초고장력강 채용도 증가하고 있다1). 하지만, 초고장력 강판의 사용량 증가는 차체부품을 가공하는 프레스 공정에 많은 부하를 야기시키며, 금형의 수명도 단축되게 된다. 따라서, 소재 업계에서는 초고장력강의 성형공정을 위해 보다 향상된 성능의 금형강 개발을 진행해 오고 있다2). 이러한 금형강의 물성향상을 위해서는 기존보다 고가의 합금원소들이 추가되게 되고, 금형의 비용이 상승하는 원인이 된다.
금형업계에서는 기존 금형의 사용 중 수명을 연장시키는 방법으로 국부적인 마모 또는 탈락 부위에 대한 보수용접 및 클래딩을 적용해 왔으며, 향후에도 적용될 전망이다. 최근에는 3D 프린팅 기술을 접목하여 기존 금형을 보수하거나 신품의 금형의 마모특성을 부가하는 연구도 활발히 진행 중이다3,4). 3D 프린팅 공정은 전체의 금형을 고가의 소재로 제작할 필요가 없고, 주로 마모, 탈락이 발생하는 부위만 성능을 보강하는 것이 가능하므로 경제적인 방안이 될 수 있다. 금형의 성능향상에는 대표적인 3D 프린팅 공정인 PBF (Powder Bed Fusion) 및 DED (Directed Energy Deposition) 공정이 둘 다 적용될 수 있으나, 국부적인 적층 및 이종소재의 적용이 가능하다는 점에서 DED 방식이 많이 활용되고 있다. 또한, 단순한 이종소재간 적용외에 계면간 물성향상을 위한 버퍼(buff)적용 및 경사소재 적층도 검토되고 있다5-7).
본 연구에서는 직접분사 적층공정(DED)을 활용하여 냉간 금형의 보강 및 보수재생을 시도하였고, 적층부의 물성을 파악하고자 마모평가를 진행하였다. 적층소재로는 냉간 금형소재로 많이 활용되는 STD11의 조성계를 조절한 N5와 고속도강 조성인 M4를 선정하였다. 또한 소형 전단금형에 대한 적용평가를 통하여 적층부의 마모성능을 평가하고, 물성향상을 개선해 나가고자 하였다.
2. 실험방법
2.1 대상소재
본 연구에서는 국내 ㈜창성에서 제조한 3D프린팅용 냉간금형강 소재인 N5 및 M4 분말을 사용하였고, 각 조성은 Table 1과 같다. N5는 대표적 냉간 금형강 조성인 STD11의 유사조성이며, M4는 고융점 성분인 Mo 및 W을 함유하고 있어 고경도 확보가 가능할 것으로 예상되었다. 또한, M4는 W 및 V의 조성을 조절한 M4-1 및 M4-2로 제조되어 특성을 비교하고자 하였다.

Chemical compositions of used powder (wt.%)
각 분말은 Fig. 1과 같이 가스아토마이징에 의한 구형을 형성하고 있으며, 일부에서 분말표면에 위성분말이 형성되어 있는 것도 관찰할 수 있다. 입도분포는 N5가 52~151 ㎛ (D50, 85 ㎛), M4는 48~152 ㎛ (D50, 78 ㎛)인 것으로 파악되었으며, DED 공정의 분말송급에 적용하기 적합한 분포를 가지고 있는 것으로 판단되었다.
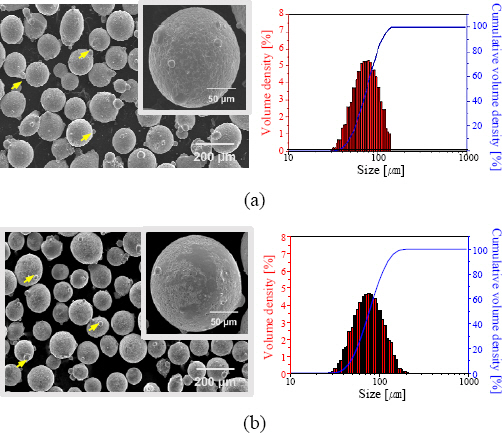
Powder shape and size distribution (a) N5 (b) M4
각 분말에 대하여 DED 공정에 대한 적용성을 검토하기 위해 구형도를 분석한 결과, 구형도 0.82~0.91로 높은 구형도를 나타내었으며, 분말의 송급 및 유동성에는 문제가 없을 것으로 판단되었다.
2.2 적층공정
금형강의 적층을 위한 시험장비는 Fig. 2(a)의 ㈜인스텍 MX-600(1 kW급)를 이용하였으며, 분석 평가를 위한 시험편은 Fig. 2(b)와 같이 S45C 조성의 사각 블록(50L×50W×40H) 위에 6 mm 높이로 적용하였다. 적층 전 싱글비드 시험을 통하여 300~800 W까지 레이저 출력에 따른 적층 높이를 측정한 결과 Fig. 3에서와 같이 600 W이하에서 300 ㎛이하의 높이제어가 가능한 것을 확인하였고, 공정조건으로 레이저출력 500W, 분말송급량 5 g/min으로 설정하여 Ar 가스 분사 분위기에서 적층을 적용하였다.
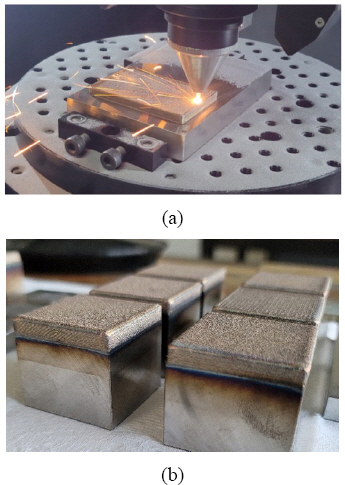
3D printing test of tool steel (a) DED process (b) test specimen
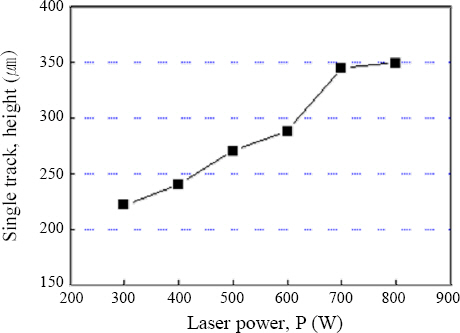
Deposited height of single track with laser power
3. 결과 및 고찰
3.1 적층부의 미세조직 및 경도
각 금형강의 적층 후 미세조직을 파악하기 위해 단면에 대한 분석을 진행하였다. 먼저, Fig. 4(a)와 같이 N5 분말로 적층한 결과 미세조직은 빠른 냉각에 의한 주상정을 형상하고 있으며, 결정립계에서 미세한 석출상이 관찰되었다. 최적의 물성을 확보하기 위해 N5 분말 적층부에 대하여 퀜칭 및 템퍼링(QT, Quenching and Tempering)처리를 진행하였으며, 열처리 조건은 1,030℃에서 20분 유지하였다가 유냉 후, 500℃에서 1시간씩 2회 템퍼링 하였다. Fig. 4(b)에서와 같이 열처리 후 적층부의 결정립계에서는 M23C6의 연속된 조대 석출상과 M7C3의 석출상이 복합적으로 형성되어 있으며, 입내에서 Mo2C의 구형 석출상도 관찰되었다8).
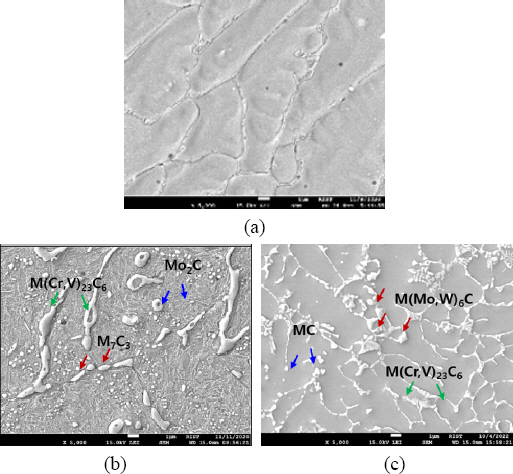
Microstructure of deposited layers (a) N5 as deposited (b) N5 after heat treated (c) M4 as deposited
Fig. 4(c)는 M4 분말에 대한 적층부의 미세조직을 관찰한 것이다. 적층부는 셀형의 조직을 형성하고 있으며, 셀 경계부에서는 열처리 전에도 불구하고 M23C6, M6C, MC 등 다양한 탄화물이 형성되어 있는 것을 확인할 수 있다9).
각 적층부에 대한 경도 및 경도 분포 측정결과는 Fig. 5와 같다. 경도는 각 레이어에 대하여 1 mm 간격으로 5개소를 측정하여 평균하였다. M4 적층부는 약 HRC 68을 전후로 높은 경도를 나타내었으며, 열처리 후 경도는 약 HRC 50까지 하락하였다. 또한 경도 분포도 열처리 전에는 ±0.2~0.4으로 매우 균일하였으나, 열처리 이후 ±2.6 수준으로 편차가 증가하였다. N5의 경우에는 HRC 58이며, 이는 STD11의 수준으로 평가되었다. 편차는 ±0.13으로 매우 균일한 분포를 나타내었다.
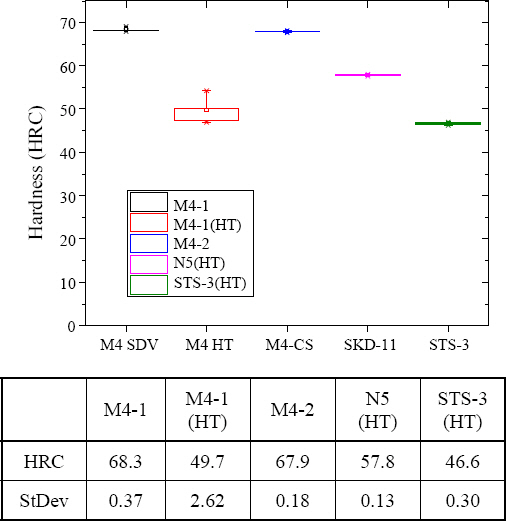
Hardness (HRC) of deposited layers
3.2 적층부의 마모 물성
각 적층부에 대하여 마모물성을 평가하기 위해 Ball on disk방식의 마모시험을 진행하였다. Fig. 6은 ball on disk 마모시험 장비 및 적층 시험편의 가공 후 형상을 나타낸 것이다. 마모 상대재는 SiC 볼을 이용하였고, 시험재는 직경 31 mm, 두께 10 mm의 원형 디스크 형태로 적용하였다.

Ball on disk wear test machine and specimen
마모시험 조건은 사전 시험을 통하여 시험편 간에 마모량의 비교가 가능한 수준으로 설정하였으며, 본 연구에서는 시험속도 1,000 rpm, 하중 30N, 시험시간 600초로 설정하여 진행하였다. 각 적층부에 대한 시험 결과는 Table 2와 같다. 결과에서 보는 바와 같이 N5의 마모량이 가장 많았으며, M4-1, M4-2의 순으로 마모량이 낮은 것으로 파악되었다.

Result of ball on disk wear test
Fig. 7은 마모시험 후 각 적층부의 마모트랙 및 표면조도 프로파일을 분석한 결과이다. 그림에서와 같이 마모량이 많은 N5의 마모트랙은 1.2 mm의 넓은 폭으로 나타났고, M4-1는 0.8 mm, M4-2는 0.6 mm의 순으로 마모량에 비례하여 마모폭도 좁은 것으로 확인되었다.
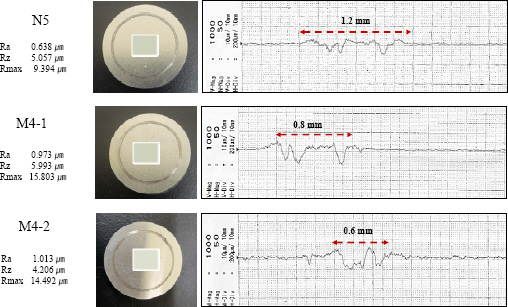
Wear track after wear test and roughness profile
Fig. 8은 마모시험편에 대한 마모트랙 형상을 관찰한 것이다. N5의 경우 마모트랙 면에서 마찰과 접착이 복합적으로 발생하는 겔링(galling)형태의 마모9)가 관찰이 되고, 반면, M4는 고경도로 인한 균일한 마모가 관찰된다. 표면의 경도가 높다고 해서 마모특성도 비례하는 것은 아닌 것으로 알려져 있지만10), 본 연구에서 적용한 조성계에서는 경도에 따른 마모특성에 차이가 발생하였고, 또한 M4와 같이 경도는 유사하더라도 W 및 V 함량의 조정에 따라 마모특성에서 약간의 차이가 발생시키는 것은 앞서 미세조직에서 관찰한 바와 같이 내부에 형성된 석출상의 크기 및 분포의 영향인 것으로 사료된다11,12).
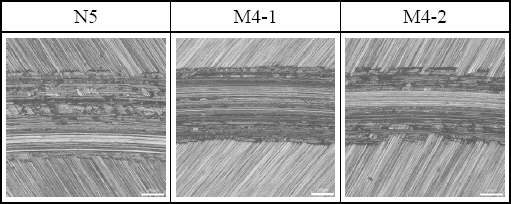
Surface mophology of wear track after wear test
3.3 적층부의 냉간 전단금형 적용 평가
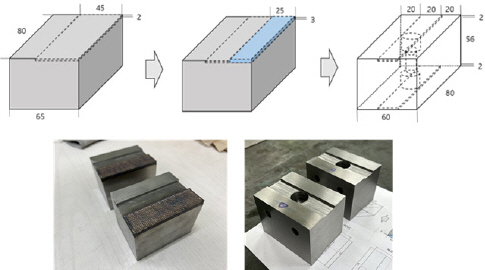
냉간 금형강 적층부의 금형 수명평가를 위해 Fig. 9와 같이 전단금형을 가공하였다. 적층을 위해 S45C로 정밀가공을 하였으며, 전단날 부분에 대하여 M4소재를 이용하여 폭 25 mm, 길이 80 mm, 높이 3 mm로 적층한 후 최종 2 mm높이로 정밀가공하였다. 적층 전단금형은 상, 하 2개, 1세트를 제작하여 적층부가 상, 하면으로 서로 마주보게 적용하였다.
Surface mophology of wear track after wear test
Fig. 10은 전단금형을 장착한 프레스 금형의 형상을 보여준다. 원형의 부분이 적층부가 적용된 전단금형이고, 좌측에서 피전단재가 투입되어 연속 절단이 진행된다. 피전단재는 1.5 GPa급 1.2 t, 폭 50 mm의 자동차용 강판을 적용하였고, 프레스 공정조건은 Clearance 10%, 20 spm으로 진행하였다.

Press mold for the shear test
Fig. 11은 적층 전단금형으로 전단한 피전단재의 단면형상을 분석한 결과이다. 전단횟수 1,000회 단위로 피전단재의 좌측, 우측 및 중심부의 파단면을 관찰한 결과 파단면에서는 전형적인 직각의 전단부 및 파괴부 2단의 띠 형태가 나타나며 17,000회까지는 정상적인 전단이 이루어진 것으로 판단된다. 하지만, 18,000회 이상에서는 단면의 직각 형성이 되지 않으며 20,000회 이상에서는 하단부에서 버(burr)의 형성도 관찰되므로 전단금형은 더 이상 사용이 어려울 것으로 판단하였다13).

Fractography of steel sheet to be sheared
Fig. 12는 시험 후 적층 전단금형의 형상을 보여준다. 그림에서 원형부는 전단날에 파손이 발생한 부분이며, 이와 같은 파손에 의해 더 이상 전단이 어려운 것으로 파악되었다. 파손 부위를 고배율로 관찰해보면 그림에서와 같이 계단형태의 파단부가 관찰이 되는데 이는 전형적인 금형의 파단과는 차이가 있으며, 형상으로 보아 적층에 의한 레이어와 연계되어 있는 것으로 사료된다14). 이는 적층 후 레이어간 계면영역이 존재하는 것을 의미하므로, 적층 금형의 수명향상을 위해서는 계면영역 해소를 위한 추가 열처리가 필요할 것으로 판단된다.
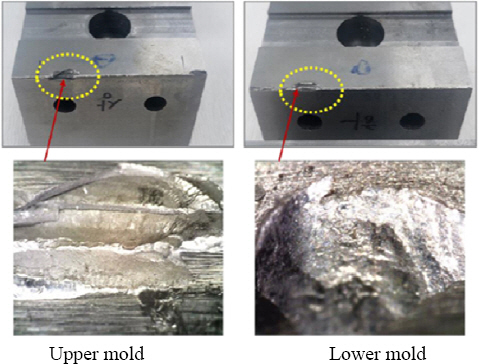
Fractured shear edge of the mold used
4. 결 론
이상과 같이 냉간 금형강 소재를 이용하여 직접분사 적층공정을 이용한 적층시험 및 마모성능 평가를 진행한 결과로부터 다음과 같이 결론을 정리할 수 있다.
1) 냉간 금형강 소재인 N5 및 M4 합금을 이용하여 적층을 진행한 결과, N5는 QT열처리 이후 HRC 58, M4는 열처리 없이 HRC 68 수준의 경도를 확보하였다.
2) M4 적층부는 QT 열처리 이후 경도 하락 및편차가 증가하므로, 석출상 제어에 의한 물성향상보다는 후열처리에 의한 응력제거 정도가 적합하다.
3) M4 적층부의 마모시험 결과 조성계와 무관하게 경도는 비슷한 수준이나, 4%W-5.5V M4 보다 6%W- 3.8%V M4가 높은 내마모도를 나타내었으며, W 복합 탄화물상의 제어가 중요한 요소인 것으로 판단된다.
4) 적층부의 전단물성을 파악하기 위해 소형의 전단금형을 이용하여 1.5 GPa급의 자동차용 강판에 대한 수명평가를 진행한 결과, 17,000타까지 금형의 파손 없이 전단이 가능하였다.
후 기
본 연구는 산업통상자원부(MOTIE)와 한국산업기술평가관리원(KEIT)의 지원을 받아 수행한 연구과제입니다.(No.20011279)