1. ņä£ ļĪĀ
ņäĀļ░Ģ Ļ▒┤ņĪ░ ņāØņé░ Ļ│ĄņĀĢņŚÉļŖö ļČĆņ×¼ ņĀłļŗ©ņŚÉņä£ ļĖöļĪØ ņåīņĪ░ļ”Į, ņżæņĪ░ļ”Į, ļīĆņĪ░ļ”Į ļō▒ņØś Ļ│╝ņĀĢņØä Ļ▒Ėņ│É ņäĀņ▓┤ļź╝ ĒśĢņä▒ĒĢśļŖö ļŗ©ņ£ä ļĖöļĪØņØä ņāØņé░ĒĢśĻ│Ā ļĖöļĪØ ļé┤ņŚÉļŖö Ļ░üņóģ ĻĖ░ļŖźņØä Ļ░Ćņ¦ä ļ░░Ļ┤ĆņØ┤ ņäżņ╣śļÉ£ļŗż. GMAW ļō▒ Ļ░üņóģ ņÜ®ņĀæ ĻĖ░ļ▓ĢņØä ņĀüņÜ®ĒĢśņŚ¼ ņ▒äņøĆ ļ░Å ļ¦łļ¼┤ļ”¼ ņÜ®ņĀæņØä ņĀüņÜ®ĒĢ£ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ░░Ļ┤ĆĻ│ĄņĀĢ ņØś ņāØņé░ņä▒ Ē¢źņāüņØä ņ£äĒĢśņŚ¼ ņ×ÉļÅÖĒÖö ļ░Å ļĪ£ļ┤ćņØ┤ ņĀüņÜ®ļÉśļ®░ ņé░ņŚģĻ│äņŚÉņä£ļŖö ļ¦ÄņØĆ ņŚ░ĻĄ¼Ļ░Ć ĒÖ£ļ░£Ē׳ ņØ┤ļŻ©ņ¢┤ņ¦ĆĻ│Ā ņ׳ļŗż. ĻĘĖļ¤¼ļéś ļ░░Ļ┤Ć ņĘ©ļČĆ ņŗ£ ļ░£ņāØļÉśļŖö Ļ░Ł(Gap) ļ░Å ļŗ©ņ░© (Misalignment)ņŚÉ ņØśĒĢśņŚ¼ ņ×ÉļÅÖ ļ░Å ļĪ£ļ┤ć ņÜ®ņĀæ ņĀüņÜ®ņØ┤ ņ¢┤ļĀĄĻ│Ā ņĀüņÜ® Ļ░ĆļŖź ņןļ╣äņØś Ļ░ĆĻ▓®ņØ┤ Ļ│ĀĻ░ĆņØ┤ļ®░ ņÜ®ņĀæ ĒÆłņ¦ł ļśÉĒĢ£ ņĘ©ļČĆ ņāüĒā£ņŚÉ ļö░ļØ╝ ļ¦ÄņØĆ ņśüĒ¢źņØä ļ░øĻ▓ī ļÉ£ļŗż. ļö░ļØ╝ņä£ ļīĆļČĆļČäņØś ļ░░Ļ┤Ć ņĀ£ņ×æ ĒśäņןņŚÉņä£ļŖö ņ┤łņĖĄ ņÜ®ņĀæņØä ņłśļÅÖņ£╝ļĪ£ ņłśĒ¢ēĒĢ©ņ£╝ļĪ£ņŹ© ņÜ®ņĀæ ņāØņé░ņä▒ņØ┤ ļ¢©ņ¢┤ņ¦ĆĻ│Ā Ļ│ĀĻĖ░ļ¤ē ņÜ®ņĀæņé¼ ņłśĻĖēņŚÉ ļ¦ÄņØĆ ņ¢┤ļĀżņøĆņØä Ļ▓¬Ļ│Ā ņ׳ļŖö Ļ▓āņØ┤ ĒśäņŗżņØ┤ļŗż
1,2). M.H Park ļō▒ņØĆ GTA ņĢäļלļ│┤ĻĖ░ ņ×ÉņäĖ ļŗżņĖĄņÜ®ņĀæļČĆņØś ļ╣äļō£ĒśĢņāü ņśłņĖĪņŚÉ Ļ┤ĆĒĢśņŚ¼ ņŗżĒŚśņĀü ņŚ░ĻĄ¼ļź╝ ņŖżĒģīņØĖļĀłņŖż 316LņØä ņĀüņÜ®ĒĢśņŚ¼ ņÜ®ņĀæ ņĀäļźś, ņĀäņĢĢĻ│╝ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä, ņÜ®ņĀæņåŹļÅä ļ│Ćņłśļź╝ ņżæņŗ¼ņ£╝ļĪ£ ņŗżĒŚś
3) ĒĢśņśĆĻ│Ā, S.H Jung ļō▒ņØĆ A6061 ņĢīļŻ©ļ»ĖļŖä ĒĢ®ĻĖł ĒīÉņ×¼ņØś ļ¦×ļīĆĻĖ░ GTA ņÜ®ņĀæņŚÉņä£ ļ░śņØæĒæ£ļ®┤ļ▓ĢņØä ņØ┤ņÜ®ĒĢ£ ņĄ£ņĀü ņÜ®ņĀæ ņĪ░Ļ▒┤ ņäĀņĀĢņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļź╝ ņÜ®ņĀæ ņĀäļźśņÖĆ ņÜ®ņĀæ ņåŹļÅäļ│Ćņłś Ļ┤ĆņĀÉņŚÉņä£ ņłśĒ¢ēĒĢśņśĆļŗż
4). C.M Yu, S.Y Kim, J.H Park, S.M ChoļŖö GTAW ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņØś ļŻ©ĒŖĖĒī©ņŖżņŚÉņä£ ņÜ®ņĀæņåŹļÅäņŚÉ ļö░ļźĖ ļ│ĆĒśĢņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļź╝ AH36ņŚÉ CĒśĢ ņÜ®Ļ░Ćņ×¼ļź╝ ņĀüņÜ®ĒĢśĻ│Ā ņäĖļØ╝ļ»╣ ļ░▒Ēé╣ņ×¼ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Gap 5 mmļĪ£ Ļ│ĀņĀĢĒĢśņŚ¼ ņÜ®ņĀæļ│ĆĒśĢņŚÉ Ļ┤ĆĒĢśņŚ¼ ņŗżĒŚśĒĢśņśĆļŗż
5). ņØ┤ļ¤¼ĒĢ£ ņŗżĒŚśņØĆ ņ┤łņĖĄ ņÜ®ņĀæņŚÉņä£ ļŻ©ĒŖĖĻ░Ł(Root gap) ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņÜ®ņĀæ ņĪ░Ļ▒┤ ļ│ĆĒÖöņØś Ļ┤ĆņĀÉņŚÉņä£ ļŗżņåī ļČĆņĪ▒ĒĢ©ņØä ļŖÉļéĆļŗż.
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö GTA ņÜ®ņĀæņŚÉņä£ ļŻ©ĒŖĖĻ░Ł ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒(Gap Bridging)ņØä ņ£äĒĢ£ ņÜ®ņĀæ Ļ│ĄņĀĢ ļ│Ćņłś ļ│ĆĒÖöņÖĆņØś Ļ┤ĆĻ│äļź╝ Ļ│Āņ░░ĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÜ®ņĀæņåŹļÅä 10 cpmņ£╝ļĪ£ Ļ│ĀņĀĢ, ļŻ©ĒŖĖĻ░Ł 0, 1, 2 mm, ņÜ®Ļ░Ćņ×¼ Ōłģ1.2ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ ļ¦×ļīĆĻĖ░ ņ┤łņĖĄ ņÜ®ņĀæņØä ĒĢśņśĆļŗż. ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤ (Bbh)Ļ░Ć 0 mm ļ│┤ļŗż Ēü¼Ļ▒░ļéś Ļ░ÖņØĆ Ļ▓░Ļ│╝ļź╝ Ļ░Ćņ¦ĆļŖö ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒(Gap bridging) ņĪ░Ļ▒┤ņØä ņśłņĖĪĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņÜ®ņĀæņĀäļźś (A)ņÖĆ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä(WFS), ļŻ©ĒŖĖĻ░Ł, ņ×ģņŚ┤ļ¤ēļ╣ä (HIR)
6) ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ ņŚ¼ļČĆļź╝ ļČäņäØĒĢśņśĆļŗż. ņŗØ(1)ņŚÉņä£ ņ×ģņŚ┤ļ¤ēļ╣ä(HIR)ļŖö ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ē(HI)ņØä ņÜ®ņ░®ļŗ©ļ®┤ņĀü(DA)ņ£╝ļĪ£ ļéśļłł Ļ░Æņ£╝ļĪ£ ņØ╝ņĀĢ ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ē(HI)ņŚÉņä£ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä(WFS)ļź╝ ņ”ØĻ░Ćņŗ£Ēéżļ®┤ ņÜ®ņ░®ļŗ©ļ®┤ņĀü(DA)ņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņ×ģņŚ┤ļ¤ēļ╣ä(HIR)Ļ░Ć Ļ░ÉņåīĒĢśņŚ¼ ņŖżĒŗ░Ēé╣(Sticking)ņØ┤ ļ░£ņāØļÉ£ļŗż. ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä(WFS)ļź╝ Ļ░Éņåīņŗ£Ēéżļ®┤ ņÜ®ņ░®ļŗ©ļ®┤ņĀü(DA)ņØ┤ Ļ░ÉņåīĒĢśĻ│Ā ņ×ģņŚ┤ļ¤ēļ╣ä(HIR)Ļ░Ć ņ”ØĻ░ĆĒĢśņŚ¼ ņÜ®ļØĮ(Burn through)ņØ┤ ļ░£ņāØļÉ£ļŗż. ņØ┤ļ¤¼ĒĢ£ Ļ┤ĆĻ│äļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ ņĪ░Ļ▒┤ ļ▓öņ£äļź╝ ņÜ®ņĀæ ņĀäļźś(A), ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä(WFS), ļŻ©ĒŖĖĻ░Ł(Root gap), ņ×ģņŚ┤ļ¤ēļ╣ä(HIR)ņÖĆņØś Ļ┤ĆĻ│äļź╝ ļÅäņŗØĒÖöĒĢśņŚ¼ ņĀ£ņŗ£ĒĢśņśĆļŗż.
2. ņŗż ĒŚś
2.1 ņé¼ņÜ® ņ×¼ļŻī
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņé¼ņÜ®ļÉ£ ņŗżĒŚś ņ×¼ļŻīļŖö ļæÉĻ╗ś 6 mm, ĒÅŁ 30 mm, ĻĖĖņØ┤ 150 mm, SS400(ASTM A283)ņØä ņé¼ņÜ®ĒĢśņśĆĻ│Ā
Fig. 1ņŚÉ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ ļ¬©ņ×¼ņØś ņĘ©ļČĆ ņāüĒā£ļź╝ ļéśĒāĆļé┤ņŚłļŗż. ņÜ®Ļ░Ćņ×¼ļŖö Ōłģ1.2 ņåöļ”¼ļō£ ņÖĆņØ┤ņ¢┤ļź╝ ņé¼ņÜ®ĒĢśņśĆĻ│Ā,
Table 1Ļ│╝
2ņŚÉņä£ ļ¬©ņ×¼ņØś ĒÖöĒĢÖ ņä▒ļČäĻ│╝ ņÜ®Ļ░Ćņ×¼ņØś ĒÖöĒĢÖ ņä▒ļČäņØä ļéśĒāĆļé┤ņŚłļŗż.
Fig.┬Ā1

Table┬Ā1
Chemical composition of base metal
|
Classification |
C |
Si |
Mn |
P |
S |
Cr |
Ni |
|
SS400 |
0.15 |
0.16 |
0.45 |
0.007 |
0.009 |
0.019 |
0.010 |
Table┬Ā2
Chemical composition of filler metal
|
Classification |
C |
Si |
Mn |
P |
S |
Cr |
Ni |
|
ER70S-6 |
0.07 |
0.86 |
1.53 |
0.012 |
0.007 |
- |
- |
2.2 ņŗżĒŚś ņןņ╣ś
ņŗżĒŚś ņןļ╣äļŖö ņé░ņŚģņÜ® 6ņČĢ ņÜ®ņĀæļĪ£ļ┤ć(6-axis welding robot)Ļ│╝ GTAW ņÜ®ņĀæĻĖ░(Welding machine), ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņןņ╣ś(Wire feeder)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņŗżĒŚśĒĢśņśĆņ£╝ļ®░
Fig. 2ņÖĆ
Fig. 3ņŚÉņä£ Ļ░ü ņןļ╣äļź╝ ļ│┤ņŚ¼ņŻ╝Ļ│Ā ņ׳ļŗż.
HIR: Heat input ratio (J/mm3)
HI: Heat input (J/mm)
I: Welding current (A)
E: Welding voltage (V)
U: Welding speed (mm/sec)
DA: Deposition area (mm2)
Dv: Deposition volume (mm3/sec)
Wa: Wire section area (mm2)
WFS: Wire feeding speed (mm/sec)
Fig.┬Ā2
Industrial 6-axis welding robot

Fig.┬Ā3
GTA welding machine and wire feeder

ņÜ®ņĀæĻĖ░ņØś ņäżņĀĢņĀäļźśņÖĆ ņČ£ļĀźņĀäļźś, ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņן ņ╣śņØś ņäżņĀĢ ņåĪĻĖē ņåŹļÅäĻ│╝ ņČ£ļĀź ņåĪĻĖē ņåŹļÅäņØś ņŗĀļó░ņä▒ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 30~200 AĻ╣īņ¦Ć 10 A ļŗ©ņ£äļĪ£ ņÜ®ņĀæĒĢśĻ│Ā ņĀäļźś ņĖĪņĀĢĻĖ░ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ņČ£ļĀź ņĀäļźśļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ņÖĆņØ┤ņ¢┤ ņåĪĻĖē ņåŹļÅäņØś ņäżņĀĢĻ░ÆĻ│╝ ņČ£ļĀźĻ░ÆņØś ņŗĀļó░ņä▒ņØä ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢśņŚ¼ RPM Ļ▓īņØ┤ņ¦Ćļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ ĒÜīņĀäņłśļź╝ ņĖĪņĀĢĒĢśĻ│Ā ņČ£ļĀź ņåĪ ĻĖēņåŹļÅäļź╝ ņé░ņČ£ĒĢśņŚ¼ ĒÄĖņ░©ļ▓öņ£ä 95% ļé┤ņØĖ Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.
2.3 ņŗżĒŚś ņĪ░Ļ▒┤ ļ░Å ņĖĪņĀĢ
ņÜ®ņĀæ ņåŹļÅäļź╝ 10 cpmņ£╝ļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā ļŻ©ĒŖĖĻ░ŁņØä 0, 1, 2 mm, ņÜ®ņĀæ ņĀäļźśļź╝ 145, 160, 175 A, ņÜ®Ļ░Ćņ×¼ ņåĪĻĖē ņåŹļÅäļź╝ 25~150 cpm Ļ╣īņ¦Ć 15 cpm ņö® ņ”ØĻ░Ćņŗ£ņ╝£ ņŗżĒŚśĒĢśņśĆļŗż.
Table 3ņŚÉņä£ ņŗżĒŚśņĪ░Ļ▒┤ņØä ļéśĒāĆļé┤ņŚłļŗż. ņÜ®ņĀæ ļ░®Ē¢źņØĆ ņĀäņ¦äļ▓ĢņØä ņĀüņÜ®ĒĢśņśĆņ£╝ļ®░ ņÜ®Ļ░Ćņ×¼ļŖö ņĀäļ░® ņåĪĻĖē, Ēģģ ņŖżĒģÉ ņĀäĻĘ╣ļ┤ēĻ│╝ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖē Ļ░üļÅä, ļ¬©ņ×¼ņÖĆ Ļ▒░ļ”¼ļź╝
Fig. 4 ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Table┬Ā3
Welding condition of experiment
|
Fixed |
Welding polarity |
DCEN |
|
Base metal |
SS400, 6t |
|
Filler metal |
ER70S-6, Ōłģ1.2 |
|
Shield gas (l/min) |
15 (Ar 99.9%) |
|
Welding speed (cm/min) |
10 |
|
Weaving widtd (mm) |
Gap + 0.5 |
|
Weaving cycle (Hz) |
1.5 ~ 2 |
|
Welding voltage (V) |
11.5 ~ 12.5 |
|
Varied |
Current (A) |
Gap (mm) |
WFS (cm/min) |
HI (J/mm) |
DA (mm2) |
HIR (J/mm3) |
|
145 |
0 |
25 |
1000.5 |
2.83 |
354.2 |
|
35 |
3.96 |
253.0 |
|
45 |
5.09 |
196.8 |
|
1 |
60 |
6.78 |
147.6 |
|
85 |
9.61 |
104.2 |
|
100 |
11.30 |
88.5 |
|
2 |
100 |
11.30 |
88.5 |
|
115 |
13.00 |
77.0 |
|
160 |
0 |
130 |
14.69 |
68.1 |
|
45 |
1152.0 |
5.09 |
226.5 |
|
60 |
6.78 |
169.9 |
|
75 |
8.48 |
135.9 |
|
1 |
85 |
9.61 |
119.9 |
|
100 |
11.30 |
101.9 |
|
115 |
13.00 |
88.6 |
|
2 |
120 |
13.56 |
85.0 |
|
135 |
15.26 |
75.5 |
|
175 |
0 |
150 |
16.95 |
68.0 |
|
45 |
1260.0 |
5.09 |
247.8 |
|
60 |
6.78 |
185.8 |
|
75 |
8.48 |
148.7 |
|
1 |
85 |
9.61 |
131.2 |
|
100 |
11.30 |
111.5 |
|
115 |
13.00 |
97.0 |
|
2 |
120 |
13.56 |
92.9 |
|
135 |
15.26 |
82.6 |
|
150 |
16.95 |
74.3 |
Fig.┬Ā4
Schematic of root pass welding setting for test
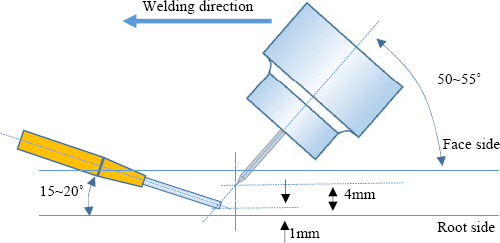
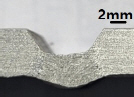
Fig. 5ļŖö ņÜ®ņĀæĒĢśņŚ¼ ĒśĢņä▒ļÉ£ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤ļź╝ Ēæ£ĒśäĒĢśņśĆĻ│Ā
Fig. 6ņØĆ ĒśĢņä▒ļÉ£ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤ ņĖĪņĀĢ ņ£äņ╣śļź╝ Ēæ£ĒśäĒĢśņśĆņ£╝ļ®░ 5ĒżņØĖĒŖĖņŚÉņä£ ņĖĪņĀĢĒĢ£ Ļ░ÆņØś ĒÅēĻĘĀņØä ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤(Bbh) Ļ░Æņ£╝ļĪ£ ņĀĢņØś ĒĢśņśĆļŗż.
Fig.┬Ā5
Schematic of back bead height measurement
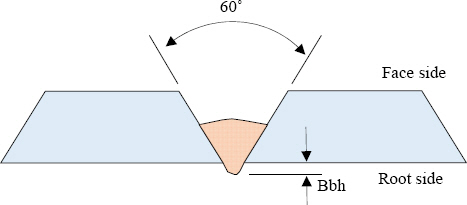
Fig.┬Ā6
Schematic of cross section measurement position

3. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
3.1 ņŗżĒŚś Ļ▓░Ļ│╝
Table 4ļŖö ņŗżĒŚś Ļ│äĒÜŹņŚÉ ļö░ļØ╝ ņ¢╗ņ¢┤ņ¦ä ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ ņŗ£ ĒÄĖņØś ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņāüĻ│╝ ņÜ®ņĀæ ļŗ©ļ®┤ ļ¦łĒü¼ļĪ£ ņŗ£ĒŚś Ļ▓░Ļ│╝ļź╝ Ēæ£ĒśäĒĢśņśĆļŗż. ņÜ®ņĀæ ņĀäļźś 145 A ņśüņŚŁņŚÉņä£ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖē ņåŹļÅä ļČĆņĪ▒ņ£╝ļĪ£ ņØĖĒĢ£ ņÜ®ņ░®ļČĆņĪ▒(Underfill)Ļ│╝ ņÜ®ņĀæņĀäļźś 175 A ņśüņŚŁņŚÉņä£ ņĢäĒü¼ļĀź(Arc force)7,8)ņ£╝ļĪ£ ņØĖĒĢ£ ņÜ®ļØĮ (Burn through)ņØ┤ ļ░£ņāØļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
3.2 ņŗżĒŚś Ļ▓░Ļ│╝ņØś Ļ│Āņ░░
Fig. 7ņØĆ ņÜ®ņĀæ ņĀäļźś 160 AņŚÉņä£ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä (WFS)ņÖĆ ļŻ©ĒŖĖĻ░Ł ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤(Bbh) ļ│ĆĒÖöļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ņØ╝ņĀĢ ļŻ©ĒŖĖĻ░ŁņŚÉņä£ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅäĻ░Ć ņ”ØĻ░ĆĒĢśļ®┤ ņÜ®ņ░® ĻĖłņåŹļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśĻ│Ā ņÜ®ņ£ĄņāüĒā£ņØś ņÜ®ņ░®ĻĖłņåŹņØĆ ņżæļĀźņŚÉ ņśüĒ¢źņØä ļ░øņĢä ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤(Bbh)Ļ░Ć ņ”ØĻ░ĆĒĢ£ļŗż. ņØ╝ņĀĢ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅäņŚÉņä£ ļŻ©ĒŖĖĻ░ŁņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ ņÜ®ņ░® ļŗ©ļ®┤ņĀüņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒(Gap bridging)ņØ┤ ļČłĻ░ĆĒĢśļ®░, ļŻ©ĒŖĖĻ░ŁņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤ ĒśĢņä▒ ļ▓öņ£äĻ░Ć ņóüņĢäņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā7
Relation between WFS and Bbh, gap at welding currents of 160 A
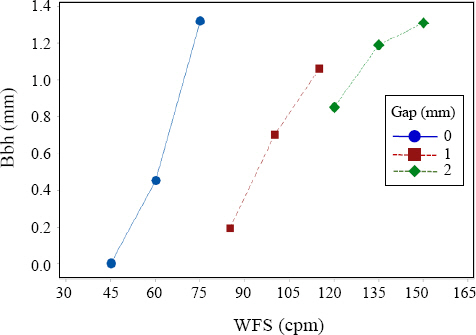
Fig. 8ņØĆ ņÜ®ņĀæ ņĀäļźś 160 AņŚÉņä£ ņ×ģņŚ┤ļ¤ēļ╣ä(HIR) ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤ ļ│ĆĒÖöļź╝ ļéśĒāĆļé┤Ļ│Ā ņ׳ļŗż. ņØ╝ņĀĢ ļŻ©ĒŖĖĻ░ŁņŚÉņä£ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ ņ×ģņŚ┤ļ¤ēļ╣ä(HIR)Ļ░Ć Ļ░ÉņåīĒĢśĻ│Ā ņÜ®ņ░®ĻĖł ņåŹļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤Ļ░Ć ņ”ØĻ░ĆĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā8
Relation between HIR and Bdh, gap at welding currents of 160 A
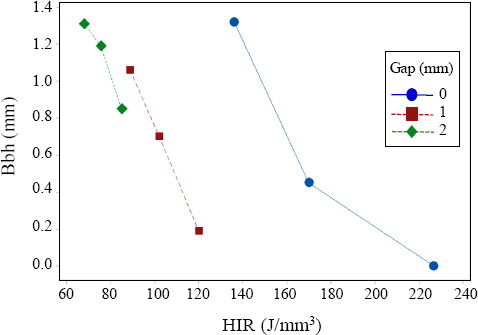
Fig. 9ņŚÉņä£ ņÜ®ņĀæņĀäļźśļź╝ 160 AļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä(WFS) ļ│ĆĒÖöņÖĆ ļŻ©ĒŖĖĻ░Ł ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ (Gap bridging) ņśüņŚŁņØä Ēæ£Ēśä ĒĢśņśĆļŗż. ļŻ©ĒŖĖĻ░ŁņØ┤ 0 mm ņØ╝ ļĢī ņÜ®ņ░®ļČĆņĪ▒(Under-fill)Ļ│╝ ņŖżĒŗ░Ēé╣(Sticking) ņśüņŚŁņØ┤, ļŻ©ĒŖĖĻ░ŁņØ┤ 1, 2 mmņØ╝ ļĢīļŖö ņÜ®ļØĮ(Burn through)Ļ│╝ ņŖżĒŗ░Ēé╣ ņśüņŚŁņØ┤ ļ░£ņāØļÉśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż. ļśÉĒĢ£, ļŻ©ĒŖĖĻ░ŁņØ┤ ņ”ØĻ░ĆĒĢĀņłśļĪØ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ Ļ░ĆļŖź ņśüņŚŁ(Gap bridging able area)ņØ┤ Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā9
Gap bridging area according to the relation between HIR and WFS at welding current of 160 A
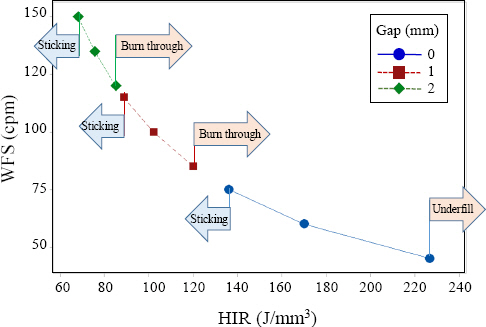
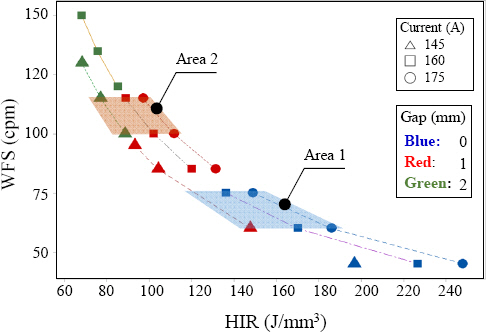
Fig. 10ņŚÉņä£ ņĀäļźśļ│ĆĒÖö 145~175 A, ļŻ©ĒŖĖĻ░Ł ļ│ĆĒÖö 0~2 mm ņØ╝ ļĢī ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ Ļ░ĆļŖź ļ▓öņ£äļź╝ ņ×ģņŚ┤ ļ¤ē ļ╣ä(HIR)ņÖĆ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä(WFS)ņØś Ļ┤ĆĻ│äļĪ£ Ēæ£ĒśäĒĢśņśĆļŗż. ņśüņŚŁ 1ņØĆ ļŻ©ĒŖĖĻ░ŁņØ┤ 0~1 mmņØś ļ│ĆļÅÖņØ┤ ņ׳ņØä ļĢī ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ Ļ░ĆļŖź ņÜ®ņĀæ ņĀäļźś(A) ļ▓öņ£äļŖö 145~175 AņØ┤ļ®░, ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä ļ▓öņ£äļŖö 60~75 cpm, ņ×ģņŚ┤ļ¤ē ļ╣ä(HIR) ļ▓öņ£äļŖö 120~185 (J/mm3)ņØ┤ļŗż. ņśüņŚŁ 2ļŖö ļŻ©ĒŖĖĻ░ŁņØ┤ 1~2 mm ņØś ļ│ĆļÅÖņØ┤ ņ׳ņØä ļĢī ņÜ®ņĀæ ņĀäļźś(A)ņØś ļ▓öņ£äļŖö 160~175 AņØ┤ļ®░, ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä ļ▓öņ£äļŖö 100~115 cpm, ņ×ģņŚ┤ļ¤ēļ╣ä (HIR)ņØś ļ▓öņ£äļŖö 77~111 (J/mm3) ņØ┤ļŗż. ļŻ©ĒŖĖĻ░ŁņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ņØä ņ£äĒĢ£ ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä ļ▓öņ£äņÖĆ ņ×ģņŚ┤ļ¤ēļ╣ä(HIR) ļ▓öņ£äĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Fig.┬Ā10
Relation between HIR and WFS, gap at welding currents of 145~175 A
4. Ļ▓░ ļĪĀ
ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ņØä ņ£äĒĢ£ GTA ņÜ®ņĀæ ņŗ£ ņÜ®ņĀæņåŹļÅäļź╝ 10cpmņ£╝ļĪ£ Ļ│ĀņĀĢĒĢśĻ│Ā ļŻ©ĒŖĖĻ░Ł(Root gap), ņÜ®Ļ░Ćņ×¼ ņåĪĻĖē ņåŹļÅä(WFS), ņÜ®ņĀæ ņĀäļźś(A) ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒(Gap bridging) Ļ░ĆļŖź ļ▓öņ£äņÖĆ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤(Bbh) ļ│ĆĒÖöņØś ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢ£ Ļ▓░Ļ│╝ ļŗżņØīĻ│╝ Ļ░ÖņØĆ Ļ▓░ļĪĀņØä ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.
1)ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ ņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæ ņĀäļźś(160 A)ņÖĆ ļŻ©ĒŖĖĻ░ŁņØ┤ ņØ╝ņĀĢĒĢĀ ļĢī ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅäļź╝ ņ”ØĻ░Ćņŗ£Ēéżļ®┤ ņÜ®ņ░®ĻĖłņåŹļ¤ēņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤(Bdh)Ļ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā ņ×ģņŚ┤ļ¤ēļ╣ä(HIR)Ļ░Ć Ļ░ÉņåīĒĢśņśĆļŗż.
2) ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ ņĪ░Ļ▒┤ņŚÉņä£ ņÜ®ņĀæ ņĀäļźś 160 A, ļŻ©ĒŖĖĻ░Ł 0, 1, 2 mmņØ╝ ļĢī ņÜ®Ļ░Ćņ×¼ņåĪĻĖēņåŹļÅä ļ│ĆĒÖöņŚÉ ļö░ļźĖ ņÜ®ņ░® ļČĆņĪ▒(Underfill), ņÜ®ļØĮ(Burn through), ņŖżĒŗ░Ēé╣(Sticking)ĒśäņāüņØä ĻĄ¼Ļ░äņ£╝ļĪ£ Ēæ£ĒśäĒĢśņśĆļŗż.
3) ļŻ©ĒŖĖĻ░Ł 0~1 mm ļ│ĆļÅÖ ņĪ░Ļ▒┤ņŚÉņä£ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ Ļ░ĆļŖź ņ×ģņŚ┤ļ¤ēļ╣ä(HIR) ļ▓öņ£äļŖö 120~185 (J/mm3) ņØ┤ļ®░, ļŻ©ĒŖĖĻ░Ł 1~2 mm ļ│ĆļÅÖ ņĪ░Ļ▒┤ņŚÉņä£ļŖö 77~111 (J/mm3) ņØ┤ņŚłļŗż. ļŻ©ĒŖĖĻ░ŁņØ┤ ņ”ØĻ░ĆĒĢśļ®┤ ņØ┤ļ®┤ ļ╣äļō£ ĒśĢņä▒ņØä ņ£äĒĢ£ ņ×ģ ņŚ┤ļ¤ēļ╣ä(HIR) ļ▓öņ£äĻ░Ć Ļ░ÉņåīĒĢśļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŗż.
Ļ░Éņé¼ņØś ĻĖĆ
ņØ┤ ļģ╝ļ¼ĖņØĆ 2022ļģäļÅä ņĀĢļČĆ(ņé░ņŚģĒåĄņāüņ×ÉņøÉļČĆ)ņØś ņ×¼ņøÉņ£╝ļĪ£ ĒĢ£ĻĄŁņé░ņŚģĻĖ░ņłĀņ¦äĒØźņøÉņØś ņ¦ĆņøÉņØä ļ░øņĢä ņé╝Ļ▒┤ņäĖĻĖ░(ĒÅ┤ļ”¼ņŚÉĒŗĖļĀī ņĮöĒīģĻ░ĢĻ┤Ć ņāØņé░ņä▒ Ē¢źņāüņØä ņ£äĒĢ£ ņÜ®ņĀæņ×ÉļÅÖĒÖöņŗ£ņŖżĒģ£Ļ░£ļ░£) ĻĖ░ņłĀņ¦ĆņøÉņØä ĒåĄĒĢ£ ņŚ░ĻĄ¼ņ×ä. (P0020284, 2022ļģä ņżæ ņåīņĪ░ņäĀņŖżļ¦łĒŖĖņāØņé░ ĒśüņŗĀņ¦ĆņøÉņé¼ņŚģ)
- ĻĖ░ĒśĖ ņäżļ¬ģ -
WFS: Wire feeding speed (mm/sec): ņÜ®Ļ░Ćņ×¼ ņåĪĻĖēņåŹļÅä
HI: Heat input(J/mm): ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ē
Da: Deposition area(mm2): ņÜ®ņ░®ļŗ©ļ®┤ņĀü
HIR: Heat input ratio(J/mm3): ņÜ®ņĀæ ņ×ģņŚ┤ļ¤ēļ╣ä
Bbh: Back bead height(mm): ņØ┤ļ®┤ ļ╣äļō£ ļåÆņØ┤
References
2. H. W. Lee, J. Y. Tu, G. G. Kim, Y. M. Kim, and D. Y. Kim, Convolutional Neural Network Model for the Prediction of Back-Bead Occurrence in GMA Root Pass Welding of V-groove Butt Joint,
J. Weld. Join. 39(5) (2021) 463ŌĆō470.
https://doi.org/10.5781/JWJ.2021.39.5.1
[CROSSREF] 3. M. H. Park, I. S. Kim, J. H. Lee, J. P. Lee, Y. S. Kim, and S. O. Na, An Experimental Study on Prediction of Bead Geometry for GTA Multi-pass Welding in Underhead Position,
J. Weld. Join. 32(1) (2014) 53ŌĆō60.
http://dx.doi.org/10.5781/JWJ.2014.32.1.53
[CROSSREF] 4. S. H. Jung, D. Y. Lee, B. U. Kim, and M. Y. Lee, A Study for the Welding Condition Optimization using Response Surface Method in TIG Butt Welding of A6061 Aluminum Alloy,
J. Weld. Join. 36(3) (2018) 1ŌĆō7.
https://doi.org/10.5781/JWJ.2018.36.3.1
[CROSSREF] 6. M. Cheepu, H. J. Baek, Y. S. Kim, and S. M. Cho, Penetration Estimation of GTAW whit C-Type Filler by Net Heat Input Ratio,
Weld. J. (2022) 240-s-248-s
https://doi.org/10.29391/2022.101.018
10. D. S. Oh and Ph. D. Thesis, The Characteristics of Arc Pressure Distribution and Application to High Speed Welding by He mixing in TIG Welding, Pukyung National University, Pusan, Korea. (2005) 29ŌĆō37.


















































 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



