


1. Introduction
2. Main Text
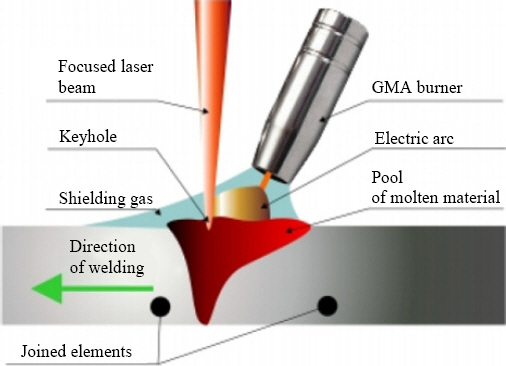
2.1 Laser-Arc Hybrid Welding

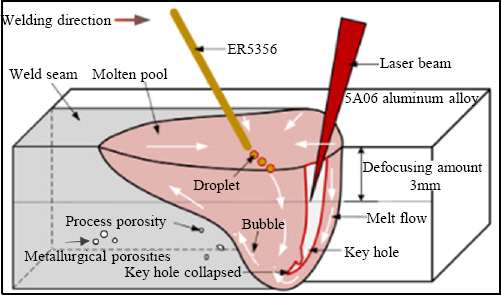
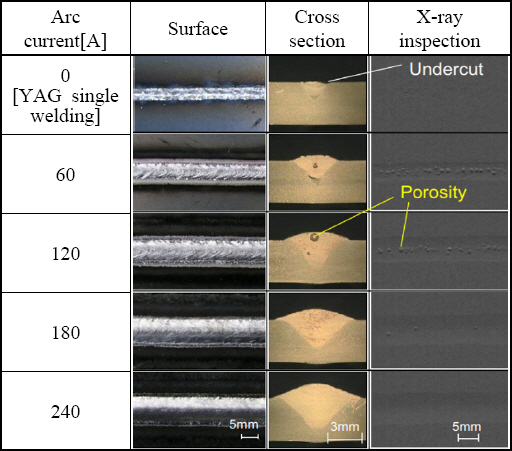
2.2 Characteristics of Aluminum Hybrid Welding
Table┬Ā1
Fig.┬Ā4
2.3 Comparison of Pore Characteristics Based on Process Variables in Hybrid Welding
2.3.1 Impact of Heat Input from Laser/Arc Sources on Pores
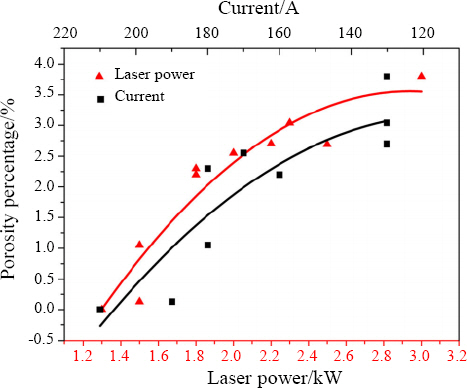
Fig.┬Ā6
2.3.2 Impact of Welding Speed
Fig.┬Ā7

2.3.3 Impact of Distance Between Laser and Arc
Fig.┬Ā8

2.3.4 Impact of Laser/Arc leading mode
Fig.┬Ā9

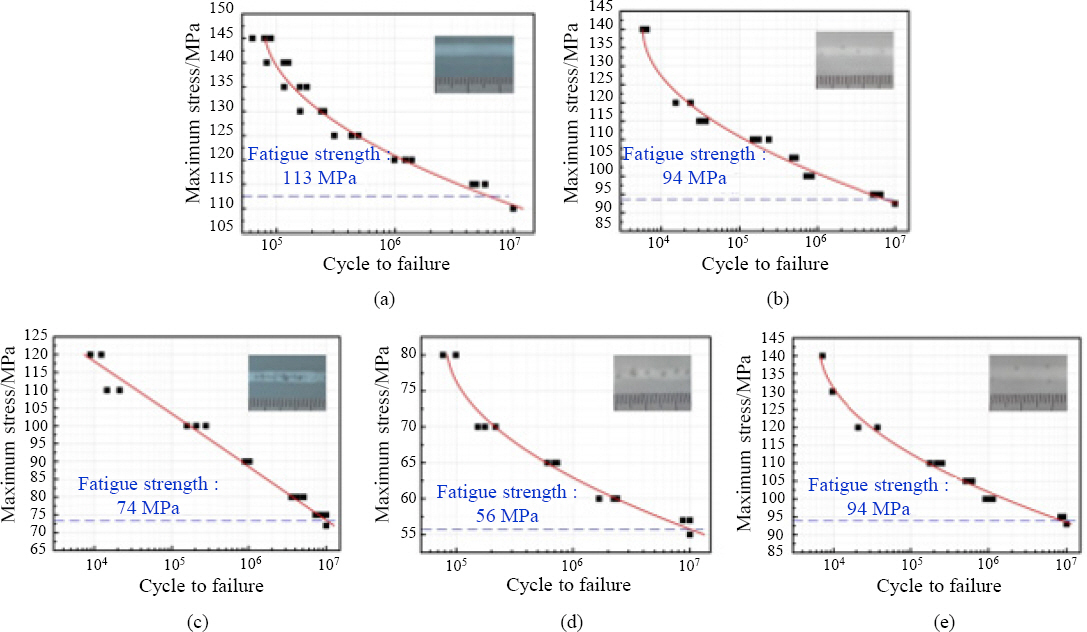
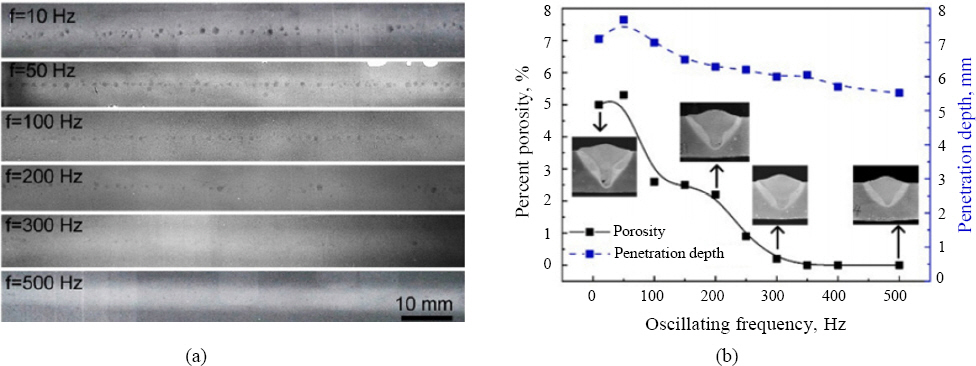
2.3.5 Impact of Laser Oscillation
Fig.┬Ā10

Fig.┬Ā11
3. Conclusion
1) As laser power decreases, the height-to-width ratio of the keyhole shrinks, and as arc current increases, the molten pool expands. Therefore, the probability of keyhole collapse decreases, and defects can be reduced as the molten pool is pressed down by the arc pressure, allowing pores to escape to the surface.
2) As welding speed increases, the size of the molten pool decreases, and penetration due to the keyhole becomes shallower. The shorter path for pore egress within the molten pool due to increased welding speed makes it easier for pores to escape, contributing to improved weld quality.
3) Higher levels of defects lead to a reduction in mechanical properties like tensile strength and fatigue strength in the weld. If the distance between the laser and arc is too short, the pool and laser beam may collide, causing the keyhole to collapse. Therefore, maintaining a certain distance between the laser and arc is advantageous for defect control.
4) When the molten pool formed in hybrid welding is narrow, it is difficult for bubbles to escape, causing defects such as pores and cracks. Laser leading, compared to arc leading, forms a wider molten pool and provides better defect control through stable convective phenomena.
5) Laser beam oscillation significantly influences the formation of stable keyholes and convective flow in the molten pool, which in turn impacts pore formation. An increase in oscillation amplitude and frequency expands the keyhole and enhances the stirring effect, reducing the porosity. Oscillation plays a significant role in inhibiting pore formation.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



