


1. ņä£ ļĪĀ
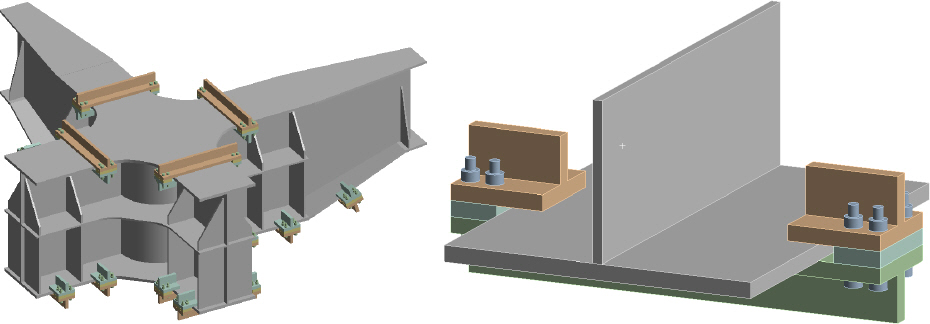
ņĪ░ņäĀņåīĻ░Ć ņĀ£ņ×æĒĢśļŖö ļīĆļČĆļČäņØś ņĀ£ĒÆłņØĆ Ļ░ĢĻĄ¼ņĪ░ļ¼╝ņØ┤ļŗż. Ļ░ĢĻĄ¼ņĪ░ļ¼╝ņØś ņĀ£ņĪ░ ļ░®ļ▓ĢņØĆ ņŚ¼ļ¤¼Ļ░Ćņ¦ĆĻ░Ć ņ׳ņ£╝ļéś ņĪ░ņäĀņŚģņŚÉņä£ļŖö ņŻ╝ļĪ£ Ļ░Ģņ×¼ļź╝ ņÜ®ņĀæ Ļ▓░ĒĢ®ĒĢśļŖö ļ░®ņŗØņØä ĒåĄĒĢ┤ ņĀ£ņĪ░ļÉ£ļŗż. ņÜ®ņĀæņØś ļ░®ņŗØņØĆ ļŗżņ¢æĒĢśļéś Ļ│ĄĒåĄņĀüņ£╝ļĪ£ ļ¦żņÜ░ ļåÆņØĆ ņŚ┤ņØä ņØ┤ņÜ®ĒĢ┤ Ļ░Ģņ×¼ ļśÉļŖö Ļ░Ģņ×¼ņÖĆ ņÜ®Ļ░Ćņ×¼ļź╝ ņÜ®ņ£Ąņŗ£ņ╝£ ņĀæĒĢ®ĒĢ£ļŗż. ņÜ®ņĀæņØä ĒåĄĒĢ£ Ļ░ĢĻĄ¼ņĪ░ļ¼╝ņØś ņĀ£ņĪ░ ļ░®ļ▓ĢņØĆ ĒåĄņāü ĒāĆ ņĀ£ņĪ░ ļ░®ļ▓Ģļ│┤ļŗż ņłśļ░Ćņä▒, ĻĖ░ļ░Ćņä▒, Ļ░ĢļÅäĻ░Ć ņÜ░ņłśĒĢśļéś, ņÜ®ņĀæ ņŗ£ ļ░£ņāØĒĢśļŖö ļåÆņØĆ ņŚ┤ņØĆ Ļ░ĢĻĄ¼ņĪ░ļ¼╝ņŚÉ ņŚ┤ļ│ĆĒśĢņØä ņ£Āļ░£ĒĢśņŚ¼ ņ┤łĻĖ░ ņäżĻ│ä ļīĆļ╣ä ņśżņ░©ļź╝ ņ£Āļ░£ĒĢ£ļŗż1). Fig. 1ņØĆ ĒĢäļĀø ņÜ®ņĀæ Ēøä 3ņ░©ņøÉ ņŖżņ║ÉļŗØņØä ĒåĄĒĢ┤ Ļ│äņĖĪĒĢ£ ļ│ĆĒśĢ ļŹ░ņØ┤Ēä░ņØ┤ļ®░, ņÜ®ņĀæ Ēøä ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
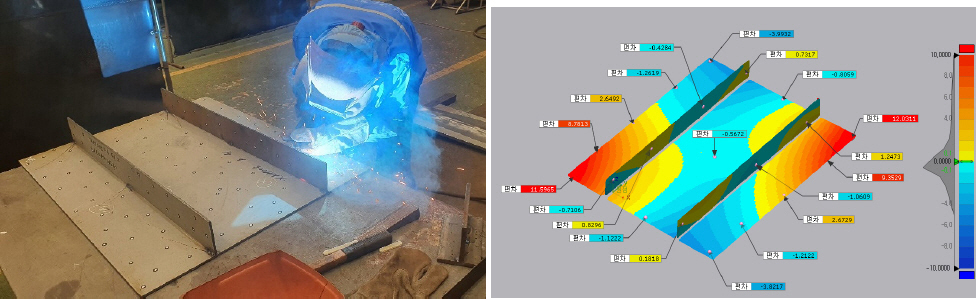
ņ╣śņłś ņĀĢļÅä ĒÖĢļ│┤ļź╝ ņ£äĒĢ£ ļ░®ļ▓Ģņ£╝ļĪ£ ņÜ®ņĀæ ņł£ņä£ļź╝ ņĄ£ņĀüĒÖöĒĢśļŖö ļ░®ļ▓Ģ2,3), ņŚ┤ļ│ĆĒśĢņØä ļ»Ėļ”¼ ņśłņĖĪĒĢśņŚ¼ ņÜ®ņĀæ ņĀäņŚÉ ņŚŁļ│ĆĒśĢņØä ņĀüņÜ®ĒĢśļŖö ļ░®ļ▓Ģ (ņŚŁņäĖĒīģ)4), ĻĄ¼ņåŹņØä ĒåĄĒĢ£ ņŚ┤ļ│ĆĒśĢņØä ņ¢ĄņĀ£ĒĢśļŖö ļ░®ļ▓Ģ ļō▒ņØ┤ ņ׳ņ£╝ļéś ĒśäņŚģņŚÉņä£ Ļ░Ćņן ļäÉļ”¼ ņō░ņØ┤ļŖö ļ░®ļ▓ĢņØĆ Ļ│Īņ¦üņØ┤ļŗż.
Ļ│Īņ¦üņØĆ Ļ░ĆņŖżļź╝ ņØ┤ņÜ®ĒĢ£ Ļ░ĆņŚ┤ņØä ĒåĄĒĢ┤ ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś ņ×öļźśņØæļĀź ņÖäĒÖö, ļ│ĆĒśĢņØś ĻĄÉņĀĢņØä ļ¬®ņĀüņ£╝ļĪ£ ĒĢśļ®░ ĒśäņŚģņŚÉņä£ļŖö ņŻ╝ļĪ£ Ēøäņ×ÉņØś ļ¬®ņĀüņ£╝ļĪ£ ņé¼ņÜ®ļÉ£ļŗż1). ļ│ĆĒśĢ ĻĄÉņĀĢņØś Ļ▓ĮņÜ░ ĻĄ¼ņĪ░ļ¼╝ņØś ņ¢┤ĻĖŗļé©, Ļ░äņäŁ ļō▒ņØä ļÅäļ®┤ņŚÉņä£ ņÜöĻĄ¼ĒĢśļŖö ņ╣śņłś ļīĆļĪ£ Ļ░ĆĻ│ĄĒĢśļŖö ņ×æņŚģ ļśÉļŖö ņÜ®ņĀæņŚÉ ņØśĒĢ£ ļ│ĆĒśĢņØä ĻĄÉņĀĢĒĢśĻĖ░ ņ£äĒĢ£ ņŚŁļ│ĆĒśĢņØä ņ£Āļ░£ĒĢśĻĖ░ ņ£äĒĢ┤ ņłśĒ¢ēļÉśļ®░, ņäĀņāü Ļ░ĆņŚ┤ (ņŚ░ņåŹĒśĢ, ļŗ©ņåŹĒśĢ), ņŗŁņ×ÉĒśĢ Ļ░ĆņŚ┤, Ļ▓®ņ×É Ļ░ĆņŚ┤, ņĀÉ Ļ░ĆņŚ┤ ļō▒ņØś ļ░®ļ▓ĢņØ┤ ņ׳ļŗż. ĒŖ╣Ē׳ ĒśäņŚģņŚÉņä£ Ļ░Ćņן ļäÉļ”¼ ņé¼ņÜ®ļÉśļŖö ļ░®ļ▓ĢņØĆ ņäĀņāü Ļ░ĆņŚ┤ņØ┤ļŗż.
Fig. 2ļŖö ņäĀņāü Ļ░ĆņŚ┤ Ēøä ņĖĪņĀĢĒĢ£ 3ņ░©ņøÉ ņŖżņ║ÉļŗØ ļŹ░ņØ┤Ēä░ļĪ£ņä£ ņĀäļ░śņĀüņ£╝ļĪ£ ļ│ĆĒśĢņØ┤ ņāüņćäļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.

ņØ┤ļ¤¼ĒĢ£ ņÜ®ņĀæ ĻĄÉņĀĢ ņ×æņŚģņØĆ ņ×æņŚģņ×ÉņØś ĻĖ░ļ¤ēņŚÉ ļö░ļØ╝ Ļ▓░Ļ│╝ļ¼╝ņØ┤ ņāüņØ┤ĒĢĀ ņłś ņ׳ņ£╝ļ®░ ņČöĻ░ĆņĀüņØĖ Ļ│ĄņłśņÖĆ ļ╣äņÜ®ņØ┤ ļ░£ņāØĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņÜ®ņĀæ ļ│ĆĒśĢņØä ņ×æĻ▓ī ņ£Āļ░£ĒĢśļŖö Ļ▓āņØ┤ ņżæņÜöĒĢśļŗż. ĒŖ╣Ē׳ ļ░£ņŻ╝ņ▓ś ļśÉļŖö Ļ░ĢņóģņŚÉ ļö░ļØ╝ Ļ│Īņ¦ü ĒܤņłśņŚÉ ņĀ£ĒĢ£ņØä ļæÉļŖö Ļ▓ĮņÜ░Ļ░Ć ņ׳ņ£╝ļ»ĆļĪ£ ņÜ®ņĀæ ĻĄÉņĀĢ ņ×æņŚģņØä Ēö╝ĒĢĀ ņłś ņŚåļŗżļ®┤ ņ┤łĻĖ░ ņŚ┤ļ│ĆĒśĢņØä ņĄ£ņåīĒÖöĒĢśņŚ¼ Ļ│Īņ¦ü Ēܤņłśļź╝ ņĄ£ņåīĒÖöĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņÜ®ņĀæ ļ░Å ņäĀņāü Ļ░ĆņŚ┤ ņŗ£ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ĒåĄĒĢ┤ ņŚ┤ļ│ĆĒśĢņØä ņĄ£ņåīĒÖöĒĢĀ ņłś ņ׳ļŖö ļ░®ļ▓ĢņØä ņĀ£ņŗ£ĒĢśĻ│Ā, Ļ░Ģņ×¼ ĻĄ¼ņåŹņŚÉ ļö░ļźĖ ņŚ┤ļ│ĆĒśĢ Ļ▒░ļÅÖņŚÉ ļīĆĒĢ┤ ņĢīņĢäļ│Ėļŗż.
2. ĒÅēĻ░Ć Ļ░£ņÜö
2.1 ĒÅēĻ░Ć ļīĆņāü
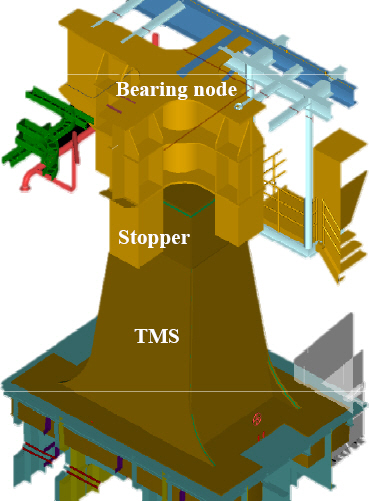
ļ│Ė ņŚ░ĻĄ¼ļŖö Fig. 3Ļ│╝ Ļ░ÖņØĆ ĒĢ┤ņ¢æ ĒöäļĪ£ņĀØĒŖĖņŚÉ ņĀüņÜ®ļÉśļŖö Ēāæ ņé¼ņØ┤ļō£ ļ¬©ļōł ļ▓Āņ¢┤ļ¦ü ļģĖļō£ (Topside module bearing node)ņØś ņĀ£ņ×æ ļ│ĆĒśĢņØä Ļ▓ĆĒåĀĒĢśĻĖ░ ņ£äĒĢ┤ ņäĀĒ¢ēļÉ£ ņŚ░ĻĄ¼ļź╝ ĻĖ░ļ░śņ£╝ļĪ£ ĒĢśņśĆļŗż1). ļ▓Āņ¢┤ļ¦ü ļģĖļō£ļŖö ĒĢ┤ņ¢æ Ēāæ ņé¼ņØ┤ļō£ ļ¬©ļōłņØä ĒåĄĒĢ┤ ņĀäĒĢ┤ņ¦ĆļŖö ņ×ÉņżæĻ│╝ ĒÖśĻ▓Į ĒĢśņżæņØä ņ¦Ćņ¦ĆĒĢśĻ│Ā, Ēāæ ņé¼ņØ┤ļō£ ļ¬©ļōłņØś ņ£äņ╣śļź╝ Ļ│ĀņĀĢĒĢśĻĖ░ ņ£äĒĢ┤ TMS (Topside Module Supporter)ņÖĆ Ēāæ ņé¼ņØ┤ļō£ ļ¬©ļōł ņé¼ņØ┤ņŚÉ ņ£äņ╣śĒĢśļŖö ĻĄ¼ņĪ░ļ¼╝ļĪ£ ņØ╝ļ░ś ņāüņäĀņŚÉ ņĀüņÜ®ļÉśļŖö Ļ░Ģņ×¼ļ│┤ļŗż ļæÉĻ║╝ņÜ┤ ĒøäĒīÉņØ┤ ņé¼ņÜ®ļÉ£ļŗż.
Ļ░Ģņ×¼ ņÜ®ņĀæ ņŗ£ ņÜ®ņ░® ļČłļ¤ēņØä ļ¦ēĻ│Ā ņÜ®ņĀæ Ļ▓░ĒĢ©ņØä ņĄ£ņåīĒÖöĒĢśņŚ¼ ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś ņŗĀļó░ņä▒ņØä Ē¢źņāüņŗ£ĒéżĻĖ░ ņ£äĒĢ┤ ņÜ®ņĀæ ņØ┤ņØīļČĆņŚÉ Fig. 4ņÖĆ Ļ░ÖņØĆ Ļ░£ņäĀ (groove)ņØä ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŖöļŹ░, ĻĘĖ ļ¬®ņĀüņŚÉ ļö░ļØ╝ ņĀüņĀłĒĢ£ Ļ░£ņäĀņØä ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŗż.
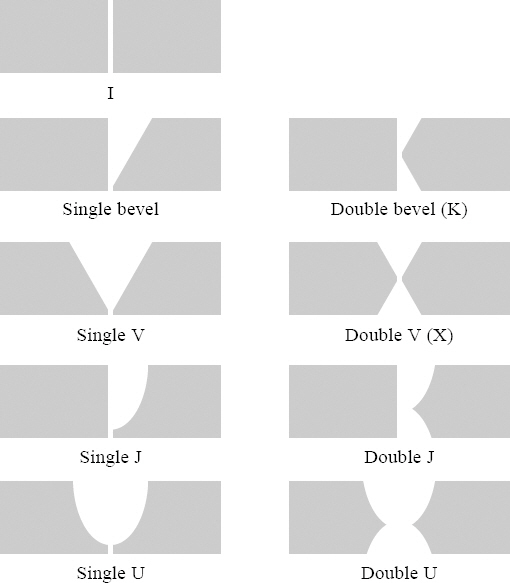
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĪ░ņäĀņåīņŚÉņä£ Ļ░Ćņן ļ¦ÄņØ┤ ņĀüņÜ®ļÉśļŖö Ļ░£ņäĀ ĒśĢņāüņØĆ IĒśĢ, VĒśĢ, BevelĒśĢ, Double V (X)ĒśĢ, Double bevel (K)ĒśĢņØ┤ļØ╝Ļ│Ā ĒĢĀ ņłś ņ׳ļŗż.
IĒśĢ Ļ░£ņäĀņØĆ Ļ░ĆĻ│ĄņØ┤ ļ╣äĻĄÉņĀü ņēĮĻ│Ā ļŻ©ĒŖĖ Ļ░äĻ▓®ņØ┤ ņóüņĢä ņÜ®ņ░® ĻĖłņåŹņØś ņ¢æļÅä ņĀüņ¢┤ Ļ▓ĮņĀ£ņĀüņ£╝ļĪ£ ņÜ░ņłśĒĢśļŗż. ĒĢśņ¦Ćļ¦ī ĒīÉņØś ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņøīņ¦Ćļ®┤ ņØ┤ņØīļČĆļź╝ ņÖäņĀäĒĢśĻ▓ī ņÜ®ņ£Ąņŗ£Ēé¼ ņłśĻ░Ć ņŚåņ£╝ļ»ĆļĪ£ ņłśļÅÖ ņÜ®ņĀæņŚÉņä£ļŖö ĒåĄņāü ĒīÉņØś ļæÉĻ╗śĻ░Ć 6 mm ņØ┤ĒĢśņØĖ Ļ▓ĮņÜ░ņŚÉ ņĀüņÜ®Ļ░ĆļŖźĒĢśļŗż.
VĒśĢ Ļ░£ņäĀņØĆ ĒĢ£ņ¬Į ļ░®Ē¢źņŚÉņä£ ņÜ®ņ░® ĻĖłņåŹņØś ņÖäņĀäĒĢ£ ņÜ®ņ×ģņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ ņĀüņÜ®ĒĢ£ļŗż. Ļ░£ņäĀ Ļ░ĆĻ│ĄņØĆ ļ╣äĻĄÉņĀü ņēĮņ¦Ćļ¦ī ĒīÉņØś ļæÉĻ╗śĻ░Ć ļæÉĻ║╝ņøīņ¦Ćļ®┤ ņÜ®ņ░® ĻĖłņåŹņØś ņ¢æņØ┤ ļŖśņ¢┤ļéś Ļ│╝ļÅäĒĢ£ ņŚ┤ļ│ĆĒśĢņØ┤ ņāØĻĖĖ ņłś ņ׳ņ£╝ļ»ĆļĪ£, ļäłļ¼┤ ļæÉĻ║╝ņÜ┤ ĒīÉņŚÉ ņĀüņÜ®ĒĢśļŖö Ļ▓āņØĆ ļČĆņĀüņĀłĒĢśļŗż.
BevelĒśĢ Ļ░£ņäĀņØĆ VĒśĢ Ļ░£ņäĀĻ│╝ ņ£Āņé¼ĒĢśļéś ĒĢ£ņ¬Į ņØ┤ņØīļČĆņŚÉļ¦ī ņĀüņÜ®ĒĢśļ»ĆļĪ£ Ļ░£ņäĀ ņżĆļ╣ä ņ×æņŚģņØ┤ ļŹö ņēĮĻ│Ā, ņÜ®ņ░® ĻĖłņåŹņØś ņ¢æļÅä ļŹö ņĀüņ¢┤ Ļ▓ĮņĀ£ņĀüņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī ņØ┤ Ļ░£ņäĀ ĒśĢņāüņØĆ ļŻ©ĒŖĖ ļČĆņØś ņÜ®ņ×ģ ļČĆņĪ▒ņØä ņ£ĀņØśĒĢśņŚ¼ ņĀüņĀłĒĢ£ Ļ░£ņäĀĻ░ü ņĀüņÜ®ņØ┤ ņÜöĻĄ¼ļÉśļ®░, ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņŚÉņä£ļŖö ĒåĄņāü 19 mm (3/4 inch) ņØ┤ĒĢś ļæÉĻ╗śņŚÉ ņĀüņÜ®ņØ┤ ņĀüņĀłĒĢśļŗż. ņŗżņ¦łņĀüņ£╝ļĪ£ ņĪ░ņäĀ ĒĢ┤ņ¢æ ļČäņĢ╝ņŚÉņä£ ņØ┤ ļ░®ļ▓ĢņØĆ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæļ│┤ļŗżļŖö ĒĢäļĀø ņÜ®ņĀæņŚÉņä£ ņø╣ņØś ļæÉĻ╗śĻ░Ć ņĀüņĀĢ ņØ┤ņāüņØ╝ ļĢī ņĀüņÜ®ĒĢ£ļŗż.
XĒśĢ, KĒśĢ Ļ░£ņäĀņØĆ VĒśĢ, BevelĒśĢ Ļ░£ņäĀĻ│╝ ņ£Āņé¼ĒĢśļéś ļŹö ļæÉĻ║╝ņÜ┤ ĒīÉņŚÉ ļīĆĒĢ┤ ņ¢æņ¬ĮņŚÉņä£ ņÖäņĀäĒĢ£ ņÜ®ņ×ģņØä ņ¢╗ĻĖ░ ņ£äĒĢ┤ ņĀüņÜ®ĒĢ£ļŗż. ļæÉļ░░ņØś Ļ░£ņäĀ Ļ░ĆĻ│Ą ņ×æņŚģņØ┤ ņÜöĻĄ¼ļÉśļéś, ļÅÖņØ╝ĒĢ£ ļæÉĻ╗śņŚÉ ļīĆĒĢ┤ VĒśĢ, BevelĒśĢ ļ│┤ļŗż ņĀüņØĆ ņ¢æņØś ņÜ®ņ░® ĻĖłņåŹņØ┤ ņé¼ņÜ®ļÉśņ¢┤ Ļ▓ĮņĀ£ņĀüņØ┤ļ®░, ņŚ┤ļ│ĆĒśĢļÅä ņ×æņĢä ĒøäĒīÉ ņÜ®ņĀæņŚÉ ņĀüĒĢ®ĒĢśļŗż.
Fig. 5ļŖö ļ▓Āņ¢┤ļ¦ü ļģĖļō£ņØś ĻĄ¼ņä▒Ļ│╝ ļ░░ņ╣śļź╝ ļ│┤ņŚ¼ņżĆļŗż.
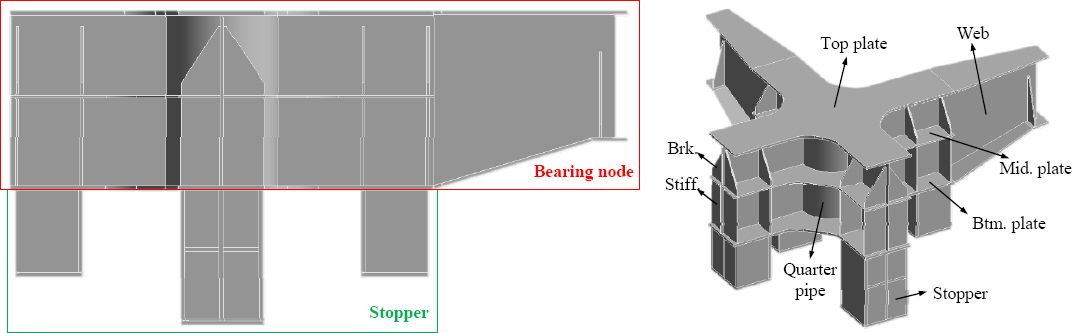
ļ▓Āņ¢┤ļ¦ü ļģĖļō£ ņĀ£ņ×æņØś ņ▓½ ļ▓łņ¦Ė Ļ│ĄņĀĢņØĖ ņāü/ĒĢś ņŻ╝ĒīÉņØĆ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæņ£╝ļĪ£ ņĀ£ņ×æļÉśļ®░, ĻĘĖ ļæÉĻ╗śĻ░Ć 50 mmņŚÉ ļŗ¼ĒĢ£ļŗż. ĒøäņåŹ Ļ│ĄņĀĢņØĖ ņø╣ ĒöīļĀłņØ┤ĒŖĖ ņäżņ╣ś, quarter pipe ņäżņ╣ś, Mid. ĒöīļĀłņØ┤ĒŖĖ ņäżņ╣ś ļō▒ņØ┤ ņł£ņĪ░ļĪŁĻ▓ī ņ¦äĒ¢ēļÉśĻĖ░ ņ£äĒĢ┤ņä£ļŖö Ļ░Ćņן ņ▓½ Ļ│ĄņĀĢņØĖ ņāü/ĒĢś ņŻ╝ĒīÉ ņĀ£ņ×æ ņŗ£ ļ│ĆĒśĢ ļ░£ņāØņØä ņĄ£ņåīĒÖöĒĢśņŚ¼ņĢ╝ ĒĢ£ļŗż.
ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ļ│ĆĒśĢņØä ĒĢ┤Ļ▓░ĒĢśĻĖ░ ņ£äĒĢ┤ ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ ņÜ®ņĀæ ņł£ņä£ ņĄ£ņĀüĒÖö, ņŚŁņäĖĒīģ, Ļ░Ģņ×¼ ĻĄ¼ņåŹ, Ļ│Īņ¦ü ļō▒ņØś ļ░®ļ▓ĢņØä ņĀ£ņ×æ ļŗ©Ļ│äņŚÉ ņĀüņÜ®ĒĢĀ ņłś ņ׳ļŗż.
ņØ┤ļ¤¼ĒĢ£ ļ░®ļ▓Ģ ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹĻ│╝ Ļ│Īņ¦üņØä ņØ┤ņÜ®ĒĢ┤ ļ▓Āņ¢┤ļ¦ü ļģĖļō£ņØś ņĀ£ņ×æ ĒÜ©ņ£©ņØä ņś¼ļ”¼Ļ│Ā ņŚ┤ļ│ĆĒśĢņØä ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ļŖö ļ░®ņĢłņØä ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢ£ļŗż. Fig. 6ņØĆ ļ│Ė ņŚ░ĻĄ¼ņŚÉ ņĀüņÜ®ļÉ£ ņŚ┤ļ│ĆĒśĢņØä ĻĄ¼ņåŹĒĢĀ ņłś ņ׳ļŖö ņ╣śĻĄ¼ņØś ņé¼ņÜ® ņśłļĪ£ņŹ© ĻĖ░ņĪ┤ņØś Ļ░Ģņ×¼ Ēö╝ņŖżļź╝ ņĀĢļ░śņŚÉ ņÜ®ņĀæĒĢśļŖö ļ░®ņŗØĻ│╝ ļŗ¼ļ”¼ ĻĖ░Ļ│äņĀü ņ▓┤Ļ▓░ņØä ĒåĄĒĢ┤ ņĀ£ĒÆł ņĀ£ņ×æ ņÖäļŻī ņĀä/Ēøä ĒĢäņÜö ņŗ£ņĀÉņŚÉ ņäżņ╣ś ļ░Å ņĀ£Ļ▒░Ļ░Ć Ļ░ĆļŖźĒĢśļ®░, ĻĖ░ņĪ┤ņØś ņÜ®ņĀæĒśĢ ĻĄ¼ņåŹ ņ╣śĻĄ¼ ņé¼ņÜ® ņŗ£ Ēä┤-ņśżļ▓äļéś ņØ┤ļÅÖņØä ņ£äĒĢ┤ ņ╣śĻĄ¼ļź╝ ņĀłļŗ© ņŗ£ ļ░£ņāØĒĢśļŖö ņŖżĒöäļ¦ü ļ░▒ ĒśäņāüņØä ļ░®ņ¦ĆĒĢĀ ņłś ņ׳ņ¢┤ ņĀ£ĒÆł ņĀ£ņ×æ ņÖäļŻī ņĀäĻ╣īņ¦Ć ņŚ┤ļ│ĆĒśĢ ĻĄ¼ņåŹ ĒÜ©Ļ│╝ļź╝ ņ£Āņ¦ĆĒĢĀ ņłś ņ׳ļŗż.
2.2 ņŚ┤ļ│ĆĒśĢ ĒÅēĻ░Ć ļ░®ļ▓Ģ
ņŚ┤ļ│ĆĒśĢ ĒÅēĻ░ĆļŖö 3ņ░©ņøÉ ņåöļ”¼ļō£ ņÜöņåīļź╝ ņĀüņÜ®ĒĢ£ ņŚ┤Ēāäņåīņä▒ļ▓Ģ (TEP, thermo-elastic-plastic method)ņ£╝ļĪ£ ņ¦äĒ¢ēĒĢśņśĆņ£╝ļ®░, ļ▓öņÜ® ļ╣äņäĀĒśĢ ņ£ĀĒĢ£ņÜöņåī ņĮöļō£ņØĖ MSC Marcļź╝ ņé¼ņÜ®ĒĢśņśĆļŗż.
ņÜ®ņĀæ ļ│ĆĒśĢ ĒĢ┤ņäØņØĆ ĒīÉ ļæÉĻ╗śņÖĆ ņÜ®ņĀæ Ļ░üņןņØś ĻĖĖņØ┤ņŚÉ ļö░ļźĖ ņÜ®ņĀæ Ļ░üļ│ĆĒśĢļ¤ēņØś ņŗżĒŚś Ļ│äņĖĪ ļŹ░ņØ┤Ēä░ļź╝ ĒåĀļīĆļĪ£ ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØņŚÉņä£ Ļ░ĆņāüņØś ņś©ļÅäņÖĆ Ļ░ĆņāüņØś ņŚ┤ņłśņČĢņ£©ņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņŗżņĀ£ņØś ņÜ®ņĀæ ļ│ĆĒśĢņØä ĻĄ¼ĒśäĒĢśļŖö ļ░®ļ▓ĢņØĖ ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓Ģ5-10)ņØä ĒåĄĒĢ┤ ņ¦äĒ¢ēĒĢĀ ņłśļÅä ņ׳ņ£╝ļéś, ņØ┤ ļ░®ļ▓ĢņØĆ ņĄ£ņóģ ņŚ┤ļ│ĆĒśĢņŚÉ ļīĆĒĢ£ Ļ▓░Ļ│╝ļ¦īņØä ņĀ£Ļ│ĄĒĢśļ»ĆļĪ£ ņÜ®ņĀæĻ│╝ ļāēĻ░üņØä ĒżĒĢ©ĒĢ£ ņĀäņ▓┤ Ļ│ĄņĀĢņØś Ļ▒░ļÅÖņØä ņŗ£ņĀÉļ│äļĪ£ ĒÖĢņØĖĒĢśĻĖ░ņŚÉ ņ¢┤ļĀżņøĆņØ┤ ņ׳ļŗż.
ņŚ┤Ēāäņåīņä▒ļ▓ĢņØĆ ņŚ┤ņĀäļÅä ļ░®ņĀĢņŗØĻ│╝ ņś©ļÅä ņ░©ņŚÉ ņØśĒĢ£ ņŚ┤ļ│ĆĒśĢļÅäļĪ£ļČĆĒä░ Ēāäņåīņä▒ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ ņÜ®ņĀæ ņåŹļÅä, ņł£ņä£, ļ░®Ē¢ź, ņĢäĒü¼ ĒśĢņāü ļ░Å ņĀäļÅäļź╝ ĒåĄĒĢ£ ņŚ┤ņĀäļŗ¼, ļīĆļźśļź╝ ĒåĄĒĢ£ ņŚ┤ ņåÉņŗż ļō▒ņØä Ļ│ĀļĀżĒĢĀ ņłś ņ׳ļŖö ĒśäņŗżņŚÉ Ļ░ĆĻ╣īņÜ┤ ĒĢ┤ņäØļ▓ĢņØ┤ļŗż1).
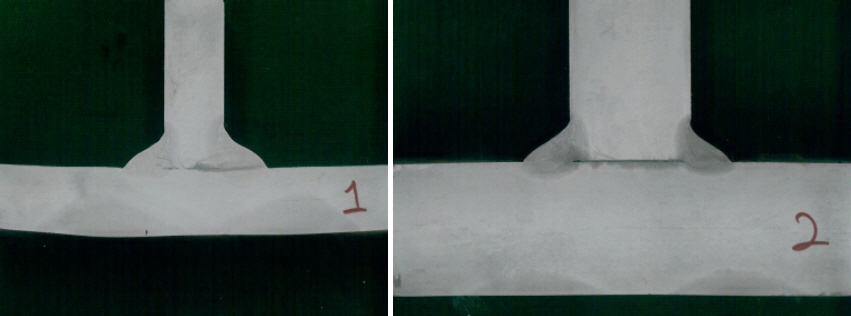
ņŚ┤Ēāäņåīņä▒ ĒĢ┤ņäØņØĆ Fig. 7ņØś VĒśĢ Ļ░£ņäĀņØä ņĀüņÜ®ĒĢ£ ļ¬©ļŹĖņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ ļ░öņÖĆ ĒøäĒīÉ ļ¦×ļīĆĻĖ░ ņŗ£ VĒśĢ Ļ░£ņäĀņØĆ Ļ│╝ļÅäĒĢ£ ņŚ┤ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ņ£╝ļéś, ĻĄ¼ņåŹņØä ĒåĄĒĢ£ Ļ░üļ│ĆĒśĢ ņĀ£ņ¢┤ ĒÜ©Ļ│╝ņØś ĻĘ╣ņĀüņØĖ ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ VĒśĢ Ļ░£ņäĀņØä ņĀüņÜ®ĒĢśņśĆļŗż. ļśÉĒĢ£ ļ╣äļō£ņØś ņāØņä▒ļÅä ņŗżņĀ£ņ▓śļ¤╝ ļŗżņĖĄ ņÜ®ņĀæņØä Ļ│ĀļĀżĒĢśņ¦Ć ņĢŖĻ│Ā, ņÜ®ņĀæņØś ņ¦äĒ¢ēņŚÉ ļö░ļØ╝ ņĀäņ▓┤ ņÜ®ņĀæ ļŗ©ļ®┤ņØä ĒĢ£ļ▓łņŚÉ ņāØņä▒ņŗ£Ēé┤ņ£╝ļĪ£ņŹ© ņŗżņĀ£ļ│┤ļŗż ļŹö Ēü░ ņ×ģņŚ┤ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśņŚ¼ ļŹöņÜ▒ Ļ│╝ļÅäĒĢ£ Ļ░üļ│ĆĒśĢņØä ņ£ĀļÅäĒĢśņśĆļŗż.

Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĪ░Ļ▒┤ņØĆ ĒĢ┤ņäØ ĒÜ©ņ£©ņä▒ņØä ņ£äĒĢ┤ Ļ▓ĮĻ│ä ņĪ░Ļ▒┤ņ£╝ļĪ£ ņ▓śļ”¼ĒĢśņśĆļŗż. Ļ░Ģņ×¼ ĻĄ¼ņåŹ ļ░®ņŗØņØĆ ĻĄ¼ņĪ░ļ¼╝ņØś Ēü¼ĻĖ░, ņÜ®ņĀæĻ│╝ Ļ│Īņ¦üņØś Ļ░äņäŁ ļō▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ļ│ĆĻ▓ĮņØ┤ Ļ░ĆļŖźĒĢśļŗż.
ņÜ®ņĀæ ņ×ģņŚ┤ ņĪ░Ļ▒┤ņØĆ ĒśäņŚģņŚÉņä£ ņĀ£Ļ│ĄĒĢśļŖö ņÜ®ņĀæņĀłņ░©ņŗ£ļ░®ņä£ (WPS, welding procedure specification)ļź╝ ļö░ļ×Éņ£╝ļ®░, Ļ│Īņ¦ü ņ×ģņŚ┤ ņĪ░Ļ▒┤ņØĆ Fig. 8Ļ│╝ Ļ░ÖņØ┤ ĒśäņŚģņŚÉņä£ ņłśĒ¢ēĒĢ£ ņŗżĒŚśņØä ĻĖ░ļ░śņ£╝ļĪ£ Ļ│Īņ¦üļČĆļź╝ ņäĀņĀĢĒĢśņśĆļŗż.
ĻĖłņåŹņØś ņāü(phase)ņØĆ ņś©ļÅäņŚÉ ļö░ļØ╝ ļŗ¼ļØ╝ņ¦ĆļŖöļŹ░, ĒåĄņāü ļé«ņØĆ Ēāäņåī ļŗ╣ļ¤ēņØś ņśüņŚŁņŚÉņä£ (0.02~0.025 wt% C) ņĢĮ 725~910Ōäā (AC2) ņØ┤ĒĢś ņśüņŚŁņØĆ ĒÄśļØ╝ņØ┤ĒŖĖ ņāü (╬▒- phase) ļ¦īņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż. ĻĘĖ ņØ┤ņāüņØś Ēāäņåī ļŗ╣ļ¤ē ņśüņŚŁņŚÉņä£ļŖö ņāüņØś ņĪ░ņä▒ņØ┤ ļŗżņåī ļŗ¼ļØ╝ņ¦Ćļ®░, ņĢĮ 725Ōäā (AC1)ļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ņāüļ│ĆĒā£Ļ░Ć ļ░£ņāØĒĢ£ļŗż.
ņāüļ│ĆĒā£ ĻĖ░ņżĆ ņś©ļÅäļź╝ ņ┤łĻ│╝ĒĢśņŚ¼ ņāüļ│ĆĒā£Ļ░Ć ļ░£ņāØĒĢśļ®┤ ņĀ£ņ▓ĀņåīņŚÉņä£ ļ│┤ņןĒĢśļŖö Ļ░ĢņØś ĒŖ╣ņä▒ņØ┤ ļ│ĆĻ▓ĮļÉĀ ņłś ņ׳ņ¢┤ ņØĖņן Ļ░ĢļÅä ļśÉļŖö ņĀĆņś© ņČ®Ļ▓® ņØĖņä▒ ļō▒ņØś ĻĖ░Ļ│ä ļ¼╝ņä▒ ņĀĆĒĢśĻ░Ć ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż. ļö░ļØ╝ņä£ ĒśäņŚģņŚÉņä£ļŖö ņāüļ│ĆĒā£ ņś©ļÅä ņØ┤ĒĢśļĪ£ Ļ░ĆņŚ┤ĒĢśĻ▒░ļéś, ņāüļ│ĆĒā£ ņØ┤ņāüņØś ņś©ļÅäļĪ£ Ļ░ĆņŚ┤ ņŗ£ ĻĖ░Ļ│ä ļ¼╝ņä▒ņØ┤ ņäĀĻĖē ĻĘ£ņĀĢņØä ļ¦īņĪ▒ĒĢśļŖöņ¦Ć ņé¼ņĀäņŚÉ ĒÖĢņØĖĒĢśļŖö Ļ│╝ņĀĢņØä Ļ▒░ņ╣£ļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒśäņŚģņŚÉņä£ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ļŖö Ļ│Īņ¦ü Ēæ£ņżĆ ņś©ļÅäņØĖ 650~1,000Ōäā ņØ┤ļé┤ņØ┤ļ®░, AC1 ņś©ļÅäņŚÉ ĻĘ╝ņĀæĒĢ£ 750Ōäāļź╝ Ļ│Īņ¦ü ņśüņŚŁņŚÉ ĻĘĀņØ╝ĒĢśĻ▓ī ņĀüņÜ®ĒĢśņśĆļŗż.
ņŚ┤ļ░£ņé░ ņĪ░Ļ▒┤ņØĆ ņ×ÉņŚ░ ļīĆļźś ņāüĒā£ņØś ļīĆļźś Ļ│äņłś (10 W/m2K)ļź╝ ņĀüņÜ®ĒĢśņśĆļŗż. Table 1ņØĆ ļīĆļźś ņāüĒā£ņŚÉ ļö░ļźĖ ļīĆļźś Ļ│äņłśļź╝ ļéśĒāĆļéĖļŗż.
Table┬Ā1
Approximate values of heat transfer coefficient11)
ĒĢ┤ņäØņØĆ ņÜ®ņĀæ, ņÜ®ņĀæ Ēøä ļāēĻ░ü, Ļ│Īņ¦ü, Ļ│Īņ¦ü Ēøä ļāēĻ░üņØś ļŗ©Ļ│äļź╝ ļö░ļź┤ļ®░, ĻĄ¼ņåŹ ņŚ¼ļČĆņŚÉ ļö░ļØ╝ Table 2ņÖĆ Ļ░ÖņØĆ ņŗ£ļéśļ”¼ņśżņŚÉ ļīĆĒĢ┤ ĒÅēĻ░Ćļź╝ ĒĢśņśĆļŗż.
Table┬Ā2
Constraint scenarios for each step
ĒÅēĻ░Ć ņŗ£ļéśļ”¼ņśżņŚÉ ļīĆĒĢ┤ ļŗżņŗ£ ņĀĢļ”¼ĒĢśļ®┤ ņĢäļלņÖĆ Ļ░Öņ£╝ļ®░, Ļ░Ģņ×¼ ĻĄ¼ņåŹņØ┤ ņĀüņÜ®ļÉ£ ņŗ£ļéśļ”¼ņśżņŚÉ ļīĆĒĢ┤ņä£ļŖö Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀ£Ļ▒░ĒĢ£ ņāüĒā£ņŚÉņä£ ņČöĻ░Ć ļāēĻ░üņØä ņŗżņŗ£ ĒĢśņśĆļŗż.
ņāüĻĖ░ ņŗ£ļéśļ”¼ņśż 1Ļ│╝ 2ļź╝ ĒåĄĒĢ┤ ņÜ®ņĀæĻ│╝ Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĀüņÜ® ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆņ£╝ļ®░, ņŗ£ļéśļ”¼ņśż 1Ļ│╝ 3ņØä ĒåĄĒĢ┤ Ļ│Īņ¦ü ņŚåņØ┤ ņÜ®ņĀæļ¦ī ņłśĒ¢ē ņŗ£ Ļ░Ģņ×¼ ĻĄ¼ņåŹ ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśņśĆļŗż. ļśÉĒĢ£ ņŗ£ļéśļ”¼ņśż 1ņØś ņÜ®ņĀæ Ēøä ļāēĻ░ü ņŗ£ņĀÉ Ļ▓░Ļ│╝ņÖĆ ņŗ£ļéśļ”¼ņśż 4ņØś Ļ▓░Ļ│╝ņØś ņé░ņłĀņĀü ĒĢ®ņØ┤ ņŗ£ļéśļ”¼ņśż 1ņØś ņĄ£ņóģ ļāēĻ░ü ĒøäņØś Ļ▓░Ļ│╝ņÖĆ ņ£Āņé¼ĒĢ£ņ¦Ć ļ╣äĻĄÉĒĢśņśĆļŗż.
ņ£ä ņŗ£ļéśļ”¼ņśżļōżņØś Ļ▓░Ļ│╝ļź╝ ļ╣äĻĄÉĒĢ£ Ļ▓░Ļ│╝, ņÜ®ņĀæ ņżæņŚÉļŖö Ļ░Ģņ×¼ļź╝ ĻĄ¼ņåŹĒĢśņŚ¼ Fig. 7 ņāüņŚÉņä£ ņāüļČĆļĪ£ ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢņØä ņ¢ĄņĀ£ĒĢśĻ│Ā Ļ│Īņ¦ü ņżæņŚÉļŖö Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀ£Ļ▒░ĒĢśņŚ¼ ļ░śļīĆ ļ░®Ē¢źņ£╝ļĪ£ ņ×Éņ£ĀļĪŁĻ▓ī ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśļÅäļĪØ ĒĢśļŖö Ļ▓āņØ┤ Ļ░üļ│ĆĒśĢ ņĀ£ņ¢┤ ņĖĪļ®┤ņŚÉņä£ Ļ░Ćņן ĒÜ©Ļ│╝Ļ░Ć ņóŗņØä Ļ▓āņ£╝ļĪ£ ņśłņāüĒĢśņŚ¼ ļŗżņØīĻ│╝ Ļ░ÖņØĆ ņŗ£ļéśļ”¼ņśż 5Ļ░Ć ļÅäņČ£ļÉśņŚłļŗż.
Ōæż SC5: ņÜ®ņĀæ ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĀüņÜ® & Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹ ļ»ĖņĀüņÜ®
ĒĢśņ¦Ćļ¦ī, Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀ£Ļ▒░ĒĢ£ ņŗ£ļéśļ”¼ņśż 5ņŚÉņä£ ļ¬©ļōĀ ļŗ©Ļ│äņŚÉņä£ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀüņÜ®ĒĢ£ ņŗ£ļéśļ”¼ņśż 2ļ│┤ļŗż ļ»ĖņåīĒĢśņ¦Ćļ¦ī ņ┤łĻĖ░ ļīĆļ╣ä Ēü░ Ļ░üļ│ĆĒśĢņØ┤ ĒÖĢņØĖļÉśņ¢┤, Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØś ĒÜ©Ļ│╝ļź╝ Ļ▓ĆĒåĀĒĢśĻĖ░ ņ£äĒĢ┤ ņĢäļלņØś ņŗ£ļéśļ”¼ņśż 6ņØä ņČöĻ░Ć Ļ▓ĆĒåĀĒĢśņśĆļŗż.
Ōæź SC6: Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĀüņÜ®
3. ĒĢ┤ņäØ Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
ņŚ┤Ēāäņåīņä▒ ĒĢ┤ņäØņØä ĒåĄĒĢ£ ņŚ¼ņä» Ļ░Ćņ¦Ć ņŗ£ļéśļ”¼ņśżņØś ņĄ£ņóģ ļ│ĆĒśĢ ņ¢æņāüņØä Fig. 9ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
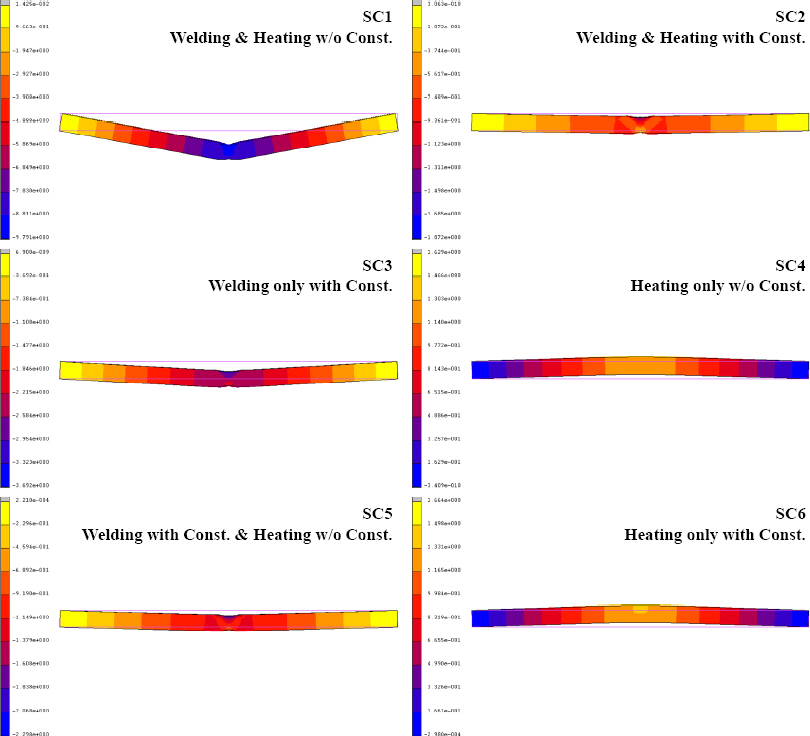
ņóĆ ļŹö ļ®┤ļ░ĆĒĢ£ ļ╣äĻĄÉļź╝ ņ£äĒĢ┤ ņĢ×ņä£ ņ¢ĖĻĖēļÉ£ ļ╣äĻĄÉĻĄ░ļōżĻ│╝ ņČöĻ░Ć Ļ▓ĆĒåĀļÉ£ ņŗ£ļéśļ”¼ņśżļōżņŚÉ ļīĆĒĢ┤ Ļ░üļ│ĆĒśĢ ņ¢æņāüņØä ĻĘĖļלĒöäļĪ£ ļéśĒāĆļé┤ņŚłļŗż.
Fig. 10ņØĆ ņŗ£ļéśļ”¼ņśż 1ņØś Ļ▓░Ļ│╝ļĪ£ņŹ© Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ĒĢśņ¦Ć ņĢŖņØĆ ņāüĒā£ņŚÉņä£ Ļ│Īņ¦üņŚÉ ņØśĒĢ┤ Ļ░üļ│ĆĒśĢņØ┤ ņÖäĒÖöļÉ£ Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż.
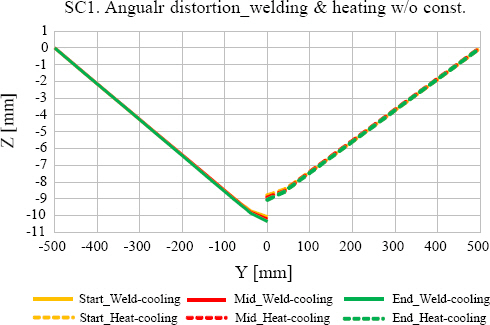
Fig. 11ņØĆ ņŗ£ļéśļ”¼ņśż 2ņØś Ļ▓░Ļ│╝ļĪ£ņŹ© ņÜ®ņĀæĻ│╝ Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀüņÜ®ĒĢśļŖö Ļ▓āņØ┤ Ļ░üļ│ĆĒśĢņØä ļīĆĒÅŁ ņÖäĒÖöĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. Ļ│Īņ¦ü Ēøä ļāēĻ░ü ļŗ©Ļ│ä ņØ┤Ēøä Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĀ£Ļ▒░ ņŗ£ Ļ░üļ│ĆĒśĢņØ┤ ļŗżņŗ£ ņ╗żņ¦ĆļŖö Ļ▓āņØä ņĢī ņłś ņ׳ļŖöļŹ░, ņØ┤ļŖö Ļ░Ģņ×¼ ĻĄ¼ņåŹņŚÉ ņØśĒĢ┤ ļåÆņØĆ ņāüĒā£ļĪ£ ņ£Āņ¦ĆļÉśļŹś ņ×öļźś ņØæļĀźņØ┤ ņ×¼ļČäĒżĒĢśļ®┤ņä£ ļ░£ņāØĒĢśļŖö ĒśäņāüņØ┤ļŗż. ĒĢśņ¦Ćļ¦ī ļŗżņŗ£ ņ╗żņ¦ä Ļ░üļ│ĆĒśĢņØś Ēü¼ĻĖ░Ļ░Ć Ļ░Ģņ×¼ ĻĄ¼ņåŹņØ┤ ņŚåļŖö ņŗ£ļéśļ”¼ņśż 1ņŚÉ ļ╣äĒĢ┤ ĒśäņĀĆĒ׳ ņ×æļŗżļŖö Ļ▓āņØä Fig. 12ļź╝ ĒåĄĒĢ┤ ņĢī ņłś ņ׳ļŗż. ņØ┤ļĪ£ņŹ© Ļ░Ģņ×¼ ĻĄ¼ņåŹņØś ĒÜ©Ļ│╝ļŖö ņ×ģņ”ØļÉśņŚłļŗżĻ│Ā ĒĢĀ ņłś ņ׳ļŗż.
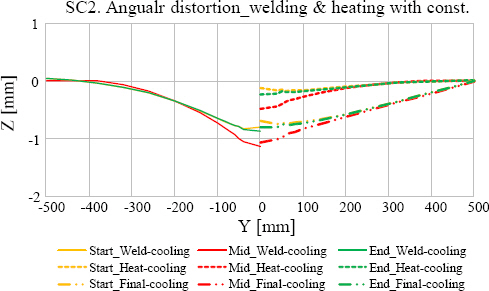
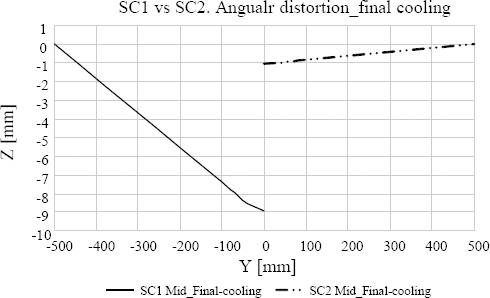
Fig. 13ņØĆ ņŗ£ļéśļ”¼ņśż 1ņØś ņÜ®ņĀæ Ēøä ļāēĻ░ü ņŗ£ņĀÉņØś Ļ░üļ│ĆĒśĢĻ│╝ ņŗ£ļéśļ”¼ņśż 3ņØś ņĄ£ņóģ Ļ░üļ│ĆĒśĢņØä ļ╣äĻĄÉĒĢ£ Ļ▓āņ£╝ļĪ£ ņÜ®ņĀæļ¦ī ņŗżņŗ£ĒĢ£ Ļ▓ĮņÜ░ņŚÉ ļīĆĒĢ£ Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĀüņÜ® ņ£Āļ¼┤ ĒÜ©Ļ│╝ļź╝ ļ╣äĻĄÉĒĢ£ļŗż. Ļ│Īņ¦üĻ╣īņ¦Ć ņŗżņŗ£ĒĢ£ Ļ▓ĮņÜ░ļ│┤ļŗż Ļ░üļ│ĆĒśĢ Ēü¼ĻĖ░Ļ░Ć Ēü¼ņ¦Ćļ¦ī Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĀüņÜ®ņØ┤ Ļ░üļ│ĆĒśĢ ņ¢ĄņĀ£ņŚÉ ĒÜ©Ļ│╝Ļ░Ć ņ׳ņØīņØä ņĢī ņłś ņ׳ļŗż.
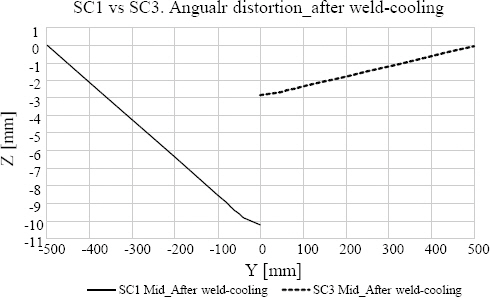
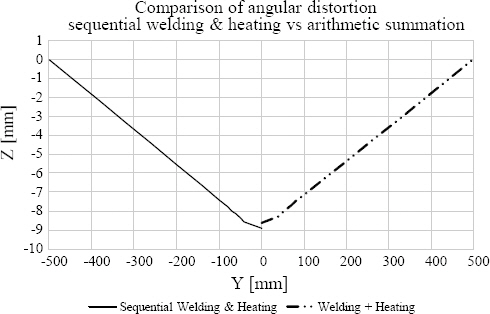
Fig. 14ļŖö Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņŚåņØ┤ Ļ│Īņ¦üļ¦ī ņŗżņŗ£ĒĢ£ Ļ▓ĮņÜ░ņØś ļ│ĆĒśĢ ņ¢æņāüņØ┤ļŗż. ļŗ╣ņŚ░ĒĢśĻ▓īļÅä ņÜ®ņĀæņŚÉ ņØśĒĢ£ Ļ░üļ│ĆĒśĢĻ│╝ļŖö ļ░śļīĆņØś Ļ▒░ļÅÖņØä ļ│┤ņØ┤ļ®░, ņÜ®ņĀæļ│┤ļŗżļŖö ņ×ģņŚ┤ņØ┤ ļé«ĻĖ░ ļĢīļ¼ĖņŚÉ Ļ░üļ│ĆĒśĢ Ēü¼ĻĖ░ ļśÉĒĢ£ ņ×æļŗż. ņŗ£ļéśļ”¼ņśż 1ņØś ņÜ®ņĀæ Ēøä ļāēĻ░ü ņŗ£ņĀÉņØś Ļ░üļ│ĆĒśĢĻ│╝ ņŗ£ļéśļ”¼ņśż 4ņØś Ļ░üļ│ĆĒśĢļ¤ēņØś ņé░ņłĀņĀü ĒĢ®ņØ┤ ņŗ£ļéśļ”¼ņśż 1ņØś Ļ│Īņ¦ü Ēøä ļāēĻ░ü ņŗ£ņĀÉņØś Ļ░üļ│ĆĒśĢļ¤ēĻ│╝ ļ¦×ļŖöņ¦Ć Fig. 15ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĻĘĖ Ļ▓░Ļ│╝, ņÜ®ņĀæĻ│╝ Ļ│Īņ¦üņŚÉ ņØśĒĢ£ Ļ░üļ│ĆĒśĢļ¤ēņØś ņé░ņłĀņĀü ĒĢ®ņØĆ ņÜ®ņĀæĻ│╝ Ļ│Īņ¦üņØä ņŚ░ņåŹĒĢ┤ņä£ ņŗżņŗ£Ē¢łņØä ļĢīņØś Ļ░üļ│ĆĒśĢļ¤ēĻ│╝ ļØ╝ļööņĢł ĻĖ░ņżĆņ£╝ļĪ£ ņĢĮ 3% ņłśņżĆņØś ļé«ņØĆ ņśżņ░©ņ£©ņØä ļ│┤ņØ┤ļŖö Ļ▓āņØä Table 3ņØä ĒåĄĒĢ┤ ņĢī ņłś ņ׳ļŗż.
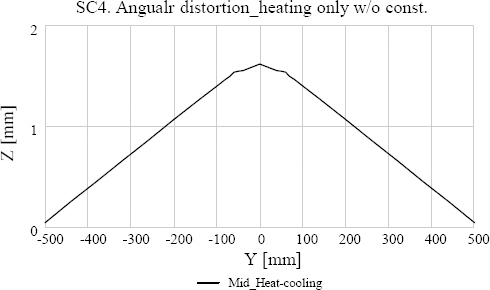
Fig.┬Ā15
Comparison of angular distortion behavior in sequential welding & heating vs arithmetic summation
Table┬Ā3
Angular distortion comparison of sequential welding & heating vs arithmetic summation
| Sequential welding & heating | Arithmetic summation | |
|---|---|---|
| ╬Ė [rad] | 1.85E-02 | 1.79E-02 |
| Err. | 3.13% | |
ņ£äņØś ļé┤ņÜ®ļōżņØä ĒåĄĒĢ┤, ņĢ×ņä£ ņ¢ĖĻĖēĒĢ£ ļ░öņÖĆ Ļ░ÖņØ┤ ņÜ®ņĀæ Ļ│ĄņĀĢņŚÉņä£ļŖö Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀüņÜ®ĒĢśĻ│Ā Ļ│Īņ¦ü Ļ│ĄņĀĢ ņżæņŚÉļŖö Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀ£Ļ▒░ĒĢśņŚ¼ ņÜ®ņĀæņŚÉ ņØśĒĢ£ Ļ░üļ│ĆĒśĢņØś ļ░śļīĆ ļ░®Ē¢źņ£╝ļĪ£ ļ│ĆĒśĢņØä ļŹö ņ£ĀļÅäĒĢśļŖö Ļ▓āņØ┤ Ļ░üļ│ĆĒśĢ ņĀ£ņ¢┤ ņĖĪļ®┤ņŚÉņä£ Ļ░Ćņן ĒÜ©Ļ│╝Ļ░Ć ņóŗņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉśņ¢┤ ņČöĻ░Ć Ļ▓Ćņ”ØņØä ĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī Fig. 16ņŚÉ ļ│┤ņØ┤ļŖö Ļ▓āņ▓śļ¤╝ Ļ│Īņ¦ü ņżæņŚÉ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀ£Ļ▒░ĒĢśļŖö Ļ▓āņØ┤ ļ»ĖņåīĒĢśņ¦Ćļ¦ī ļŹö Ēü░ Ļ░üļ│ĆĒśĢņØä ņ£Āļ░£ĒĢśļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż.

Ļ░üļ│ĆĒśĢ ņ¢ĄņĀ£ ņĖĪļ®┤ņŚÉņä£ Ļ░Ćņן ņóŗņØä Ļ▓āņ£╝ļĪ£ ņśłņāüļÉśņŚłļŹś ņŗ£ļéśļ”¼ņśż 5ņØś Ļ░üļ│ĆĒśĢ ņŗ¼ĒÖö ņøÉņØĖņØä ĒīīņĢģĒĢśĻĖ░ ņ£äĒĢ┤, Ļ│Īņ¦ü Ļ│ĄņĀĢņŚÉņä£ņØś Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņĀüņÜ® ņ£Āļ¼┤ņŚÉ ļö░ļźĖ Ļ░üļ│ĆĒśĢ Ļ▓░Ļ│╝ļź╝ Ļ▓ĆĒåĀĒĢśņśĆĻ│Ā Fig. 17ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
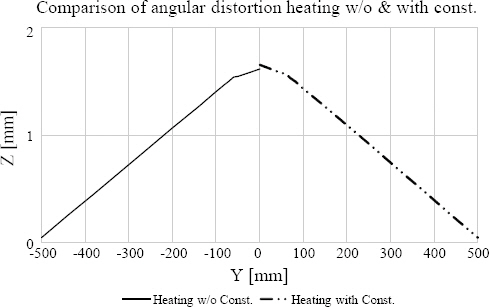
Fig. 17ņØś ņøÉņØĖņØä ļČäņäØĒĢ£ Ļ▓░Ļ│╝ Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀüņÜ®ĒĢĀ Ļ▓ĮņÜ░, ņ×ÉņŚ░ņŖżļĀł ļ░£ņāØĒĢśļĀż ĒĢśļŖö ļ│ĆĒśĢņØś ņ¢ĄņĀ£ļĪ£ ņŻ╝ĒīÉņØś ĒĢśļČĆņŚÉņä£ ĒÅŁļ░®Ē¢ź ņØĖņן ņØæļĀźņØ┤ ļŹö ļåÆĻ▓ī ļ░£ņāØĒĢśņśĆļŗż. ņČ®ļČäĒĢ£ ļāēĻ░ü Ēøä Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀ£Ļ▒░ ņŗ£ Ļ░üļ│ĆĒśĢ ĒÜīļ│ĄĻ│╝ ņ×öļźś ņØæļĀź ņÖäĒÖöĻ░Ć ļÅÖņŗ£ņŚÉ ļ░£ņāØĒĢ£ļŗż. ņØ┤ļĢī ņĄ£ņóģņĀüņ£╝ļĪ£ ļ░£ņāØĒĢśļŖö ņ×öļźś ņØæļĀźņØĆ Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹņŚÉ ņØśĒĢ£ ļ│ĆĒśĢ ņ¢ĄņĀ£ļĪ£ ļŹö Ēü¼Ļ▓ī ļ░£ņāØĒĢśņśĆļŹś ņØ┤ņĀäņØś ņØæļĀźņØś ņśüĒ¢źņ£╝ļĪ£ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀüņÜ®ĒĢśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░ļ│┤ļŗż ļ»ĖņåīĒĢśļéśļ¦ł ļŹö Ēü¼Ļ▓ī ļé©ņĢäņ׳ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢśņśĆļŗż. ņØ┤Ļ▓āņØ┤ Ļ│Īņ¦ü ņżæ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀüņÜ®ĒĢśņśĆņØīņŚÉļÅä ļŹö Ēü░ ļ│ĆĒśĢņØä ņ£Āļ░£ĒĢśļŖö ņøÉņØĖņØ┤ļØ╝ ĒĢĀ ņłś ņ׳ļŗż.
4. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒøäĒīÉ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæ ļ░Å Ļ│Īņ¦ü Ļ│ĄņĀĢ ņŗ£ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀüņÜ®ĒĢśĻ│Ā, ņŚ¼ļ¤¼ ņĪ░Ļ▒┤ļōżņŚÉ ļīĆĒĢ£ Ļ░üļ│ĆĒśĢ ņ¢æņāüņØä ņé┤ĒÄ┤ļ│┤ņĢśļŗż.
ĻĘĖ ļ¬®ņĀüņØĆ ņÜ®ņĀæĻ│╝ Ļ│Īņ¦üņØś ņ×ģņŚ┤ ļ░Å ļāēĻ░ü Ļ│╝ņĀĢņØ┤ ļ│ĆĒśĢņŚÉ ļ»Ėņ╣śļŖö ņśüĒ¢źņØä ņØ┤ĒĢ┤ĒĢśļŖö Ļ▓āĻ│╝ ļŹöļČłņ¢┤ ņÜ®ņĀæ ļ│ĆĒśĢņØä ņłśņĀĢĒĢśļŖö ļŹ░ņŚÉ ļäÉļ”¼ ņō░ņØ┤ļŖö Ļ│Īņ¦üņØś ĒÜ©Ļ│╝ļź╝ ĒĢ┤ņäØņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢśĻ│Ā Ļ░Ģņ×¼ ĻĄ¼ņåŹ ņ£Āļ¼┤ņŚÉ ļö░ļźĖ ĒÜ©Ļ│╝ļź╝ ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ©ņØ┤ļŗż.
ĻĘĖ Ļ▓░Ļ│╝,
1) Ļ│Īņ¦üņØĆ ņÜ®ņĀæņŚÉ ņØśĒĢ┤ ļ░£ņāØĒĢ£ ļ®┤ņÖĖ Ļ░üļ│ĆĒśĢņØä ņłśņĀĢĒĢśļŖöļŹ░ ĒÜ©Ļ│╝Ļ░Ć ņ׳ņØīņØä ĒĢ┤ņäØņĀüņ£╝ļĪ£ ĒÖĢņØĖĒĢśņśĆļŗż.
2) ĒŖ╣Ē׳ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ĒåĄĒĢ┤ ļ®┤ņÖĖ Ļ░üļ│ĆĒśĢļ¤ēņØä ļ¦żņÜ░ ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņĀ£ņ¢┤ĒĢĀ ņłś ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
3) ņÜ®ņĀæĻ│╝ ļ░śļīĆ ļ░®Ē¢źņØś ļ│ĆĒśĢņØä ņ£Āļ░£ĒĢśņŚ¼ ņÜ®ņĀæ Ļ░üļ│ĆĒśĢņØä ņÖäĒÖöņŗ£ĒéżļŖö Ļ│Īņ¦ü Ļ│╝ņĀĢņŚÉņä£ļŖö ņśżĒ׳ļĀż Ļ░Ģņ×¼ ĻĄ¼ņåŹņØä ņĀ£Ļ▒░ĒĢśļŖö Ļ▓āļ│┤ļŗż ņĀüņÜ®ĒĢśļŖö Ļ▓āņØ┤ Ļ░üļ│ĆĒśĢ ņĀ£ņ¢┤ņŚÉ ĒÜ©Ļ│╝ ņ׳ņØīņØä ĒÖĢņØĖĒĢśņśĆļŗż.
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ĒøäĒīÉ ļ¦×ļīĆĻĖ░ ņÜ®ņĀæĻ│╝ Ļ│Īņ¦üņØś ņ×ģņŚ┤Ļ│╝ ļāēĻ░ü ņŗ£ Ļ░Ģņ×¼ ĻĄ¼ņåŹņŚÉ ļö░ļźĖ ļ│ĆĒśĢ Ļ▒░ļÅÖņŚÉ ļīĆĒĢ┤ ņ×æņØĆ ļŗ©ņ£äņØś ņāśĒöī ļ¬©ļŹĖļĪ£ ļČäņäØņØä ņ¦äĒ¢ēĒĢśņśĆļŗż. ĒĢśņ¦Ćļ¦ī, ļÅÖņØ╝ĒĢ£ ļæÉĻ╗śņØś ĒīÉņØ┤ļØ╝ļÅä ĒÅŁĻ│╝ ĻĖĖņØ┤Ļ░Ć ļŗ¼ļØ╝ņ¦Ćļ®┤ ļśÉ ļŗżļźĖ ņ¢æņāüņØ┤ ļéśĒāĆļéĀ ņłś ņ׳ļŗż. ņśłļź╝ ļōżņ¢┤ ĒīÉņØś ĻĖĖņØ┤Ļ░Ć ĻĖĖņ¢┤ņ¦Ćļ®┤ ĒÜĪļ░®Ē¢ź Ļ░üļ│ĆĒśĢ ļ┐É ņĢäļŗłļØ╝ ņ£ĀņØśļ»ĖĒĢ£ ņóģļ░®Ē¢ź ņłśņČĢĻ│╝ ĻĄĮĒלņØ┤ ļ░£ņāØĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ļ│ĆĒśĢļ¦łņĀĆ ņĀ£ņ¢┤ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņČöĻ░ĆņĀüņØĖ Ļ░Ģņ×¼ ĻĄ¼ņåŹņØ┤ ĒĢäņÜöĒĢĀ Ļ▓āņØ┤ļŗż. ņÜ®ņĀæ ĻĖĖņØ┤ ļ░®Ē¢źņ£╝ļĪ£ ļ¬©ļōĀ ņ£äņ╣śļź╝ ĻĄ¼ņåŹĒĢĀ ņłś ņ׳ņ£╝ļéś, ņØ┤ļŖö ĒśäņŚģ ņĀüņÜ®ņØ┤ ņ¢┤ļĀżņøī Ēśäņŗżņä▒ņØ┤ ļé«ļŗż. ļö░ļØ╝ņä£ ņŗżņĀ£ņÖĆ ņ£Āņé¼ĒĢ£ ņÜ®ņĀæņŚÉņä£ ļ░£ņāØ Ļ░ĆļŖźĒĢ£ ļ│ĆĒśĢņØä ņĀ£ņ¢┤ĒĢśĻĖ░ ņ£äĒĢ£ Ļ░Ģņ×¼ ĻĄ¼ņåŹ Ļ░äņØś ņ£ĀĒÜ© ĒÅŁĻ│╝ Ļ▒░ļ”¼ņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ ļśÉĒĢ£ ņ¦äĒ¢ē ņśłņĀĢņØ┤ļŗż.
ļŗ╣ņŚ░ĒĢśĻ▓īļÅä Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ£ ļ│ĆĒśĢņØĆ ņ×öļźś ņØæļĀźņØś ļ│ĆĒÖöņÖĆ Ļ┤ĆĻ│äĻ░Ć Ļ╣Ŗļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ ņØ╝ļČĆ Ļ▒░ļĪĀļÉśĻĖ┤ ĒĢśņśĆņ£╝ļéś Ļ┤ĆļĀ© ļé┤ņÜ®ņØĆ Ļ░£ļ│ä ņŻ╝ņĀ£ļĪ£ Ļ╣ŖņØ┤ ņ׳Ļ▓ī ļŗżļŻ░ ņśłņĀĢņØ┤ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



