탄소 당량식을 이용한 고강도 보론강의 레이저 용접부 경도 예측
Hardness Estimation of Laser Welded Boron Steel Welds with the Carbon Equivalent
Article information
Abstract
The hardness of laser weldments has been predicted by using several carbon equivalent equations and estimation models. In this study, authors extended the model to boron steel sheets which are adopted for the hot press forming process. four kinds of boron steels with the strengths from 1500 MPa to 1900 MPa were considered and the hardness profiles of weldments was measured from the experiments of this study and the references. The traditional “Kaizu” equation could predict the hardness with an accuracy of -4.9% error although the Kaizu equation does not consider the boron content. Modified carbon equivalents were suggested by adding a term as like 5B or 14B into the Kaizu equation, and it could improve the accuracy of the prediction model.
1. 서 론
자동차산업에서 연비향상을 위해 다양한 친환경 자동차가 개발되고 있다. 특히 최근의 디젤자동차의 연비문제가 이슈화됨에 따라 전지 기반 자동차(전기자동차, 하이브리드 자동차, 연료전지자동차 등)에 관심이 더욱 더 높아지고 있다. 연비규제 뿐 아니라 안전규제도 강화되고 있으며, 운전자와 승객을 위한 안전 편의 장치도 증가하고 있는 추세에 있다. 전지의 채용, 안전규제 대응, 안전 편의 장치 추가를 위해서는 자동차의 중량이 늘어날 수밖에 없어 기존 자동차에 적용되던 철강소재를 보다 고강도화하고 비철금속화하려는 노력이 지속되고 있다. 국내의 경우 비철금속의 자동차적용은 아직 활발하지 않으나 고강도강을 이용한 자동차 부품 가공기술개발은 활발하다.
자동차에 적용되는 고강도강은 BH(Bake Hardenable), TRIP(Transformation Induced Plasticity), DP(Dual Phase), CP(Complex Phase), MS(Martensite), 보론강 등이 대표적이다1,2). 이중 보론강은 핫프레스포밍(Hot Press Forming) 혹은 핫스템핑(Hot Stamping)강이라고 불리는데 오스테나이트 변태온도 이상으로 소재를 충분히 가열한 상태에서 성형 후 급냉시켜 고온에서의 성형성과 급냉에 의해 강화된 소재 강도를 동시에 가질 수 있는 소재이다3). 자동차 산업에서는 차체경량화에 따라 용접기술의 중요성이 점차 증가하고 있으며4), 다양한 고강도강의 개발단계에서 용접성 검토가 진행되고 있다5).
고강도강은 용접열영향부의 연화가 발생할 수 있어 저입열용접인 레이저 용접이 선호되는 소재이다6). 현재 사용 중인 1.5 GPa급 보론강에 대해서도 레이저 용접 적용을 위해 맞대기용접, 겹치기용접, TWB(Tailor-Welded Blank) 용접 등 다양한 기법에 대해 연구가 진행되었다6-10). 레이저 용접은 용접부가 급냉하므로 일정이상의 용접속도에서는 고강도강의 레이저 용접부의 경우 소재가 가질 수 있는 최대 경도를 가지는 것으로 확인된다11). 용접부 혹은 열영향부의 최고 경도값은 다양한 탄소당량식에 의해 예측이 되어 오고 있으며12-14), 레이저 용접부의 경화도 예측에도 사용되고 있다15-17). 특히 자동차용 고강도강판의 레이저 용접부 경화특성과 탄소당량 사이의 관계에 대해서는 국내에서도 광범위한 연구를 진행하고, 탄소당량식 및 경도예측식을 제안한 바 있다11,19,20).
선행 연구19)의 결언에서 신개발강종인 핫프레스포밍용 보론강에 대한 탄소당량 예측식의 개발 필요성을 제기하였으나 국내에서 사용 중인 보론강의 종류가 제한적이라 현재는 CP강의 레이저 용접시 보론이 경도에 미치는 영향에 대한 연구만 보고된 바 있고21), 다양한 보론강에 대한 레이저 용접특성은 평가되지 못하였다.
현재 국내 철강사들은 기존 사용 중인 1.5 GPa급 보다 높은 강도의 핫프레스포밍 소재를 개발 중에 있으며, 외국사의 경우 1.8 GPa급 및 1.9 GPa급 소재를 양산 및 판매 중에 있다22-24). 본 연구에서는 선행연구19)에서 도출한 레이저 용접부의 탄소당량 모델 및 예측식을 핫프레스포밍용 보론강으로 확장하고 개발 모델의 적용성을 검토하고자 한다.
2. 보론강 용접부의 경도분포
본 연구에서는 4가지 종류의 보론강을 대상으로 선정하였으며 소재의 화학적 조성은 Table 1과 같다. 이 중 DOCOL 1800을 제외한 타 소재의 경우 선행연구나 소재사에서 제공하는 경도 데이터를 활용하였다.

Table 1 Chemical compositions of boron steels (wt. %)
DOCOL 1800 소재의 경우 Table 2와 같은 용접 조건으로 비드용접(bead-on-plate welding)을 수행하고, 용접부 단면시편의 표면에서 0.2 mm 아래 위치에서 용접부를 중심으로 총 4 mm 구간의 경도를 측정하였다.

Laser welding conditions for DOCOL 1800
DOCOL 1800 소재의 레이저용접 후 측정한 경도분포는 Fig. 1과 같다. 인장강도 1800 MPa급 소재로 열영향부의 연화를 관찰할 수 있으며 용접부 중심을 기준으로 -0.6 mm에서 0.6 mm 구간을 용접부로 정의하고 각 조건별 평균 경도는 Table 3과 같다. 선정한 용접조건의 범위에서 용접부의 경도 변화는 크게 없었으며 평균 경도는 588.3 Hv이다.
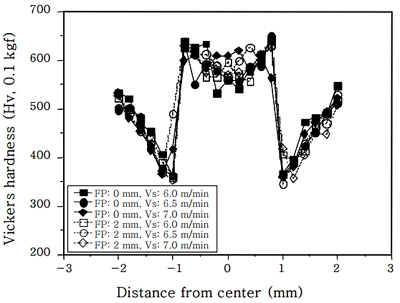
Hardness profile for laser welds (DOCOL 1800)

Averaged hardness of welds for each condition
아르셀로 미탈의 Usibor 1500소재의 경우 선행연구7)의 겹치기 레이저 용접부 경도 분포를 이용하였으며 경도의 분포는 Fig. 2과 같다. 선행연구에서는 파이버 레이저를 사용하여 1.6 mm 두께의 소재를 겹치기용접하였다. 선행연구의 출력 및 용접속도는 3 kW, 3 m/min이며 완전 용입을 달성하였다.
티센크루프의 MBW 1500과 MBW 1900 소재의 경우 소재사에서 제공하는 데이터 중 저항점용접부의 경도 분포를 이용하였으며 그 경도의 분포는 Fig. 3과 4와 같다. 저항점용접의 경우 레이저 용접에 비해 냉각속도가 빠르지만19,26) 레이저용접의 냉각속도에 의해서도 최대 경도값을 얻을 수 있으므로 저항점용접에 의한 용접부 경도와 레이저용접에 의한 용접부 경도는 같을 것으로 예상할 수 있다.
3. 탄소당량식을 이용한 경도 예측
Kaizu 등은 365~512 MPa급 소재에 3 kW 출력의 레이저용접을 수행하여 식 (1)과 같은 탄소당량식을 제안하였다15).
Kaizu식은 270~1180 MPa급 소재에 대해 3 kW 출력의 레이저 용접을 적용한 M. Uchihara의 연구17)와 600~1000 MPa급 소재를 대상으로 6 kW 출력의 레이저 용접을 적용한 C.-Y. Kang의 연구에서 경도 예측에 적합한 탄소당량식으로 확인되었다19,20). 그러나 선행연구에 사용된 소재의 경우 보론을 포함하지 않은 소재이므로 보론강에 적용하기 위해 Kaizu식을 식 (2)와 (3)과 같이 수정하였다.
CELB1의 경우 기존 PCM12), CEN13) 등의 탄소당량식에서와 같이 보론의 기여도를 탄소의 5배로 설정하였다. CELB2의 경우 레이저 용접을 적용하였던 Taka 등의 연구16)에 기반하여 보론의 기여도를 탄소의 14배로 설정하였다.
탄소당량식으로부터 비커스 경도의 예측은 C.-Y. Kang의 연구19)에서 도출한 값을 이용하였다.
Table 4에 각 탄소당량식을 이용한 경도 예측값과 경도 측정값을 비교하였다. Kaizu식의 경우 보론의 함량을 감안하지 않았음에도 평균오차 -4.9%, 최대 오차 -6.9%로 어느 정도 측정값에 근사한 값을 얻을 수 있었다. 보론의 함량을 고려한 수정식의 경우 CELB1을 사용하였을 때 평균오차가 -3.0%, CELB2를 사용하였을 때 평균오차가 0.5%로, 보론의 기여도를 탄소의 14배로 설정한 모델이 가장 정확한 예측이 가능하였다.

Estimated hardness of welds using carbon equivalents
CELB2와 같은 수정 Kaizu식의 경우 본 논문에서 다룬 강종에 대해서 상당히 정확한 예측값을 얻을 수 있었으나, 향후 추가적인 데이터를 이용한 모델의 검증이 요구된다. 철강소재에 합금성분으로 보론이 첨가될 경우 경질의 저온변태상인 마르텐사이트와 베이나이트의 분율이 증가한다21). 다양한 선행연구들에서 함금성분 및 탄소당량식을 이용하여 저온변태상의 분율 및 경도를 제시하는 실험식이 제시되었으며14,27-30), 향후 추가적 연구를 통해 보론을 함유한 핫프레스포밍강에 대해서도 용접부의 미세조직과 경도의 예측이 이루어질 것으로 예상한다.
4. 결 론
본 연구에서는 Kaizu식 및 수정된 식을 이용하여 탄소당량을 계산하고 핫프레스포밍강인 보론강의 레이저 용접부의 경도를 예측하고자 하였으며 아래와 같은 결론을 도출하였다.
1) 보론의 함량을 고려하지 않는 Kaizu식의 경우 모델을 적용한 4개 소재에서 평균 오차 -4.9%를 보였으며, 강재내의 보론 원소를 고려하지 않더라도 어느 정도 용접부 경도의 근사값을 계산할 수 있었다.
2) 보론의 함유를 고려하기 위해 보론의 기여율를 탄소의 5배 및 14배로 설정한 수정 Kaizu식을 이용하여 경도를 예측한 결과 14배를 적용한 수정식이 보다 정밀한 예측이 가능하였다. 그러나 한정된 실험 데이터임을 감안하여 추가적 실험을 통해 모델의 검증이 요구된다.
3) 600 ~ 1000 MPa 강재의 용접 실험을 토대로 세워진 레이저 용접부 최대 예측 경도식은 1500 ~ 1900 MPa 급 보론강에 동일하게 적용이 가능하며, 용접부 설계에 유용하게 사용 할 수 있을 것으로 판단된다.