자료포락분석을 활용한 수동 용접 공정의 움직임 파라미터에 대한 효율성 평가
A Study on the Efficiency Evaluation for the Motion Parameters of the Manual Welding Process Using Data Envelopment Analysis
Article information

Abstract
The shipbuilding industry has applied automatic welding systems to increase productivity as well as address the shortage of skilled welder. However, a manual labor is still required in welding process where automatic systems cannot be applied. Since the past decade, the number of skilled welders in the shipbuilding industry has been continuously decreasing. Accordingly, various education equipment and systems have been developed for the manual welding process in order to increase education efficiency and reduction of training time . However, when educating trainees, the educational equipment and systems prioritize parameters such as current, voltage, gas flow, and wire speed. In contrast, ergonomic parameters such as hand tremor and posture are neglected as minor factors . Therefore, in this study, we analyzed the skilled welders and trainees and compared them to increase education efficiency. To conduct this study, we utilized analysis methods based on data envelopment (DEA) and statistics . DEA can evaluate the relative efficiency between decision making units (DMUs) and derive improvement way based on the efficiency ratios. The proposed method can derive the improvement way of each trainee among ergonomic parameters based on the experimental outcome from the DEA.
1. 서 론
대부분의 선박제조현장에서 자동화용접을 적극적으로 도입하고 있으며 메이저 조선업체의 경우, 자동화 비율은 약 70~75%에 이르고 있다1). 하지만 수동용접이 필요한 파트와 중소 조선 및 기자재 업체는 수동용접에 의존하고 있다. 또한, 2010년 이후 조선업계의 불황으로 인한 대규모 인력감축, 사회적 인식의 변화로 인한 고강도·저임금 일자리의 기피현상, 고기량 용접사의 타 산업으로 진출 등으로 인하여 현재는 고기량 용접사가 부족한 실정이다. 이에 따라, 미숙련 용접사의 체계적이고 효율적인 교육과 고기량 용접사의 암묵지(tacit knowledge)를 정량화/데이터화하기 위한 노력 및 연구가 진행 중이며, 가상현실(virtual reality, VR)과 증강현실(augmented reality, AR)을 활용한 훈련 시뮬레이터 및 실시간 용접 파라미터 측정에 대한 기술개발이 이루어지고 있다. 대부분의 훈련 시뮬레이터와 실시간 용접 파라미터 모니터링은 전압, 전류 등 용접 설비 파라미터를 고려하고 있으며 용접사의 모션 및 움직임에 대한 측정 및 평가는 상대적으로 중요하지 않게 인식되고 있다. 용접사의 자세 등에 대한 연구는 주로 용접 자세(Position), 작업장 개선을 통한 작업 효율개선, 협동로봇과 용접공정 진행, 근골격계 질환 예방 등이다2-5). 하지만 2021년부터 AI를 활용한 산업현장 인력 노하우의 디지털화 및 관련 연구를 국가차원에서 진행하고 있으며 용접분야에서는 고기량 용접사의 암묵지를 확보하여 정량화/데이터화·디지털화하여 공정 표준화 및 생산성 향상, 미숙련 용접사의 교육설비 개발 등의 연구가 진행 중이다6,7). 고기량 용접사의 암묵지의 디지털화는 전통적인 용접 설비 파라미터뿐만 아니라 용접사의 자세정보, 용접 토치의 순간속도, 온도 및 습도 같은 환경변수 등 용접과 관련된 광범위한 데이터를 수집, 축적하고 이를 활용하기 위함이다6). 고기량 용접사와 미숙련 용접사의 참여를 통하여 많은 데이터가 데이터레이크(Data lake) 또는 빅데이터(Big data)에 수집되고 있으나 데이터를 활용하여 분석 및 교육방안 개선등에 대한 연구는 아직 큰 진전이 없는 상태이다.
따라서, 본 논문에서는 고기량 용접사의 암묵지 중 일부인 용접 시 움직임에 대한 데이터를 미숙련 용접사의 데이터와 비교·분석하여 미숙련 용접사의 교육 효율성을 증대시킬 수 있는 방안을 도출하고자 한다. 이를 위해서 고기량 용접사와 미숙련 용접사의 기술통계량, 산점도 분석 등 수집된 데이터에 대한 통계적 분석을 수행하여 표본집단의 수동용접 시 관측된 움직임 파라미터에 대한 특성을 도출하였다. 그리고 개별 주체의 수동용접 효율성을 측정 및 평가를 위해서 자료포락분석(Data envelopment analysis, DEA)를 수행하였다. DEA는 동일하거나 유사한 업무를 수행하는 개별 의사결정단위(Decision making units, DMUs)의 상대적 효율성을 측정하여 효율성이 낮은 DMUs의 문제점을 도출할 수 있으며8) 이를 활용하여 각 개별 미숙련 용접사의 비효율적인 파라미터를 도출한다. 비효율적인 파라미터 도출을 통하여 미숙련 용접사의 부족한 부분과 개선해야할 방향을 제시할 수 있으며 이를 통하여 용접 교육의 효율성 증대에 도움이 될 것으로 판단한다.
2. 실험 데이터 개요
2.1 실험 데이터 개요
본 논문에 활용된 용접 데이터는 Plate steel에 두께가 4 mm인 용접시편에 고기량 용접사와 미숙련 용접사를 대상으로 수집하였다. 용접자세는 아래보기(1G)만을 고려하였으며, 용접시편 검사는 자분탐상검사, 합격 기준은 ASME SEC.IX QW-194에 의거하여 합격 불합격 여부를 판단하였다. 본 논문의 실험을 위하여 수집한 데이터는 고기량 용접사 데이터 32개, 미숙련 용접사 데이터 40개 등 총 72개의 데이터를 확보하였다. 수집한 데이터의 종류는 Table 1과 같이 시간, 전류(Ampere), 전압(Voltage), 와이어 송급속도(Wire speed), 관성측정장비(Inertial measurement unit, IMU)의 측정값, 작업각(Work angle), 진행각(Travel angle), CTWD (Contact to work distance), 속도(Speed), 품질(Quality) 등 총 14개의 파라미터로 구성되어 있다. 데이터는 일반적으로 용접설비 관련 파리미터와 용접사의 움직임을 측정할 수 있는 파라미터로 구분할 수 있다. 용접설비 관련 파라미터는 시간, 전류, 전압, 와어이 송급속도, 작업각, 진행각, CTWD으로 구성되어 있다. 데이터의 수집범위는 Park & Song9)과 같이 양 끝단은 측정에서 제외하였으며, 약 50,000개에서 90,000개로 구성되어 있다. 각 용접시편의 실험은 50초에서 90초 사이에 고루 분포되어 있으며 실험 전류의 평균값은 173 A, 전압은 21 V이다. 용접사의 움직임은 작업각과 진행각, CTWD 등의 값을 통하여 용접 공정 중 용접 토치와 모재의 각도, 용접 토치 팁과 모재간의 거리 등을 측정할 수 있다. 용접토치의 움직임을 측정하여 용접사의 움직임에 대한 정보를 추출할 수 있도록 관성측정장비의 센서로부터 회전각 대한 측정값 Yaw와 Z축에 대한 용접토치의 순간가속도 값 Acceleration, 자이로스코프 센서로부터 Yaw의 회전 변화량 값인 각속도(Angular velocity) 값, 용접봉의 모재 중심 위치에 대한 정보를 추출할 수 있는 Z축에 대한 지자기(Magnetism) 값을 추가로 수집하였다. 관성측정장비의 측정값을 통하여 용접 공정 중 발생하는 토치의 흔들림, 모재 중심과 용접 토지의 편향성, 용접 진행속도 등을 유추할 수 있다.
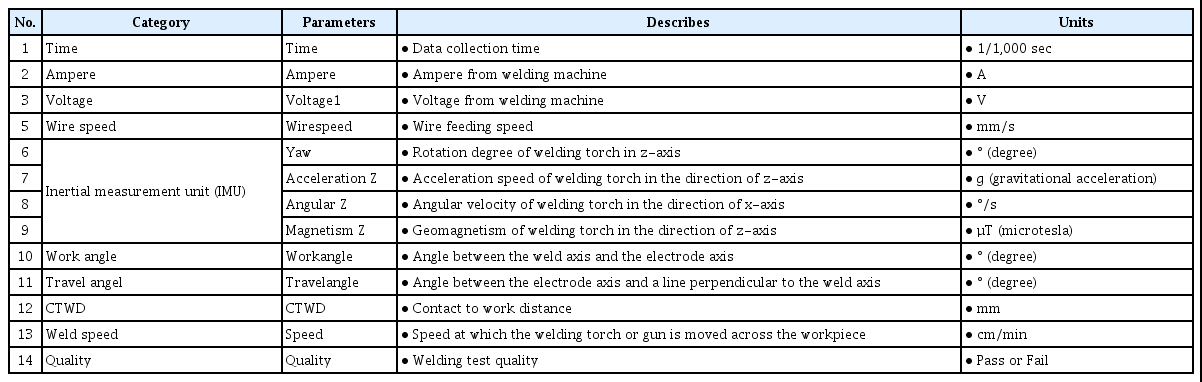
Data description of manual welding test
2.2 데이터 전처리
본 논문에서는 수동용접 시 측정되는 용접사의 움직임에 대한 분석을 수행하기 때문에 움직임에 해당하지 않는 파라미터인 시간, 전류, 전압, 와이어 송급속도는 제외하고 수집된 72개의 데이터 중 결측치가 과도하게 많은 Angular velocity 값과 Magnetism 값은 제외하였다. 또한, 특정 파라미터에 대한 관측 값이 존재하지 않는 DMUs는 실험 대상에서 제외하였다. Yaw 값은 위빙(weaving)과 같은 움직임을 측정할 수 있는 파라미터이기 때문에 용접 숙련도간 의미있는 결과를 도출할 수 있을 것이라고 판단하여 실험 파라미터에 포함하였다. 결과적으로 실험에 활용된 용접사의 움직임 관련 파라미터는 Yaw와 작업각, 진행각, CTWD, Weld speed이며 파라미터에 대한 결과 값으로 Quality를 채택하였다.
최종적으로 채택된 표본집단은 6개의 독립변수와 1개의 종속변수를 가진 66개의 데이터셋으로 고기량 용접사(Master) 31개, 미숙련 용접사(Trainee) 35개로 구성되어 있다. 표본집단을 대상으로 각 파라미터의 사분범위(interquartile range; IQR)를 도출하여 데이터에 왜곡된 영향을 줄 수 있는 이상치(Outlier)를 제거하였다. 그리고 최종적으로 개별 DMUs의 파라미터 변동폭을 보여줄 수 있는 표준편차를 구하여 최종적인 관측 값으로 설정하였다. 표준편차는 각 파라미터의 분산의 정도 보여줄 수 있으며 표준편차의 값이 낮을수록 움직임의 정도가 낮다고 볼 수 있을 것이다. 또한, Ju et al.10)의 연구와 같이 용접사의 기량 측정과 관련된 파라미터는 변동폭(Variation)으로 표현하는 것이 평균(mean) 또는 중앙값(Median)을 활용하는 것보다 효과적이라고 판단하였다.
3. 통계적 분석
3.1 기술통계량
표본집단의 합격 불합격 비율을 Fig. 1과 같이 약 1/4의 비율을 보이고 있으며 고기량 용접사는 100% 합격률을 보였다. 고기량-미숙련 그룹별 기술통계량(Descriptive statistic)은 Table 2와 같이 Speed를 제외한 고기량 용접사의 모든 파라미터의 표준편차 값이 미숙련 용접사보다 낮음을 볼 수 있다. 즉, 고기량 용접사는 수동용접 수행 시 떨림 및 불필요한 흔들림이 작다고 할 수 있으며 미숙련 용접사는 상대적으로 용접 속도가 느리다고 할 수 있다. 그리고 Table 2의 Yaw의 평균(Mean) 값은 고기량 용접사와 미숙련 용접사의 값이 크게 차이가 나는 것을 확인할 수 있다. 이는 고기량 용접사와 미숙련 용접사의 용접 진행방향이 서로 상이한 것을 뜻하지만 본 논문에서는 평균값이 아닌 각도의 변동폭을 의미하는 표준편차 값을 활용하기 때문에 이에 대한 특별한 고려는 하지 않았다.
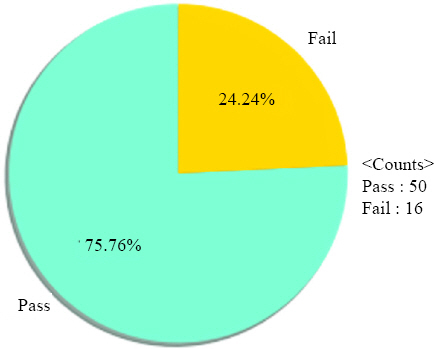
Pass and fail ratio of welding test

Description statistic result of each group
3.2 데이터 시각화
표본집단에 대한 산점도(Scatter plot) 및 상관관계 분석은 파이썬3(Python 3)을 활용하여 분석을 실시하였다. Fig. 2는 종속변수인 Quality에 대하여 독립변수인 Yaw, Work angle, Travel angle, CTWD, Weld speed간 산점도와 좌측 상단에서 시작되는 대각선에 위치하는 각 독립변수의 히스토그램 기반의 밀도 그래프이다. 산점도는 각 독립변수간 경향성 및 추세성을 확인할 수 있으며 밀도 그래프는 용접 품질 결과에 따른 각 독립변수의 밀집된 구간을 확인할 수 있다. Fig. 2는 수동용접의 결과를 기준으로 각 파라미터간 산점도를 용접결과별, 그룹별 형태로 보여주고 있다. Fig. 2의 (a)는 용접 품질에 따른 산점도와 밀도 그래프이며 산점도에서는 Work angle과 Travel angle은 우상향하는 추세를 확인할 수 있으나 나머지 독립변수에서는 추세 및 경향성을 찾을 수 없다. Fig. 2의 (a)의 밀도 그래프에서는 용접 결과가 Fail인 집단의 Yaw 값이 특정한 부분에 밀집되어 있다는 것을 확인할 수 있다. Fig. 2의 (b)는 그룹별 산점도와 밀도그래프이며 100% 합격률을 보인 고기량 용접사 그룹의 Yaw, Work angle, Travel angle 값이 특정 구간에 집중되어 있는 것을 볼 수 있다.
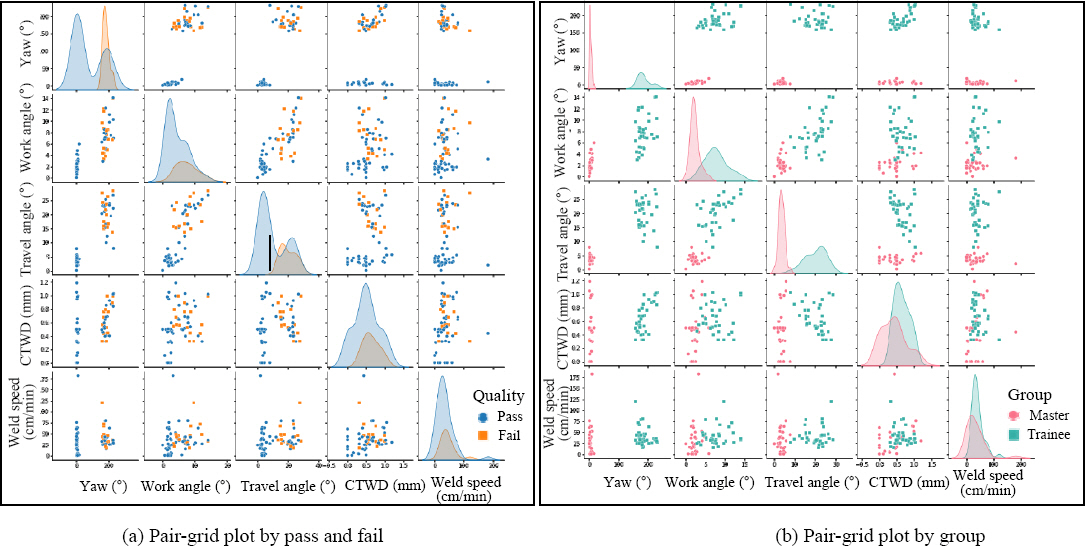
Pair-grid plot by test result and group
Fig. 2의 결과를 바탕으로 도출한 그룹-용접품질별 Pair-grid plot은 Fig. 3과 같다. Fig. 3의 밀도그래프에서 확인할 수 있듯이 미숙련 용접사 중 품질검사가 불합격인 집단은 Yaw와 Work angle, Travel angle의 분포가 넓게 퍼져있음을 확인할 수 있다. 품질검사가 합격인 집단에서 고기량 용접사는 Yaw, Work angle, Travel angle의 변동폭이 작은 것을 확인할 수 있다. 그리고 미숙련 용접사 그룹에서 용접 결과의 성공과 실패에 대한 차이점을 시각적으로 보여주는 파라미터는 확인할 수 없으나, Work angle과 Travel angle의 분포의 차이가 존재하는 것을 확인할 수 있다.
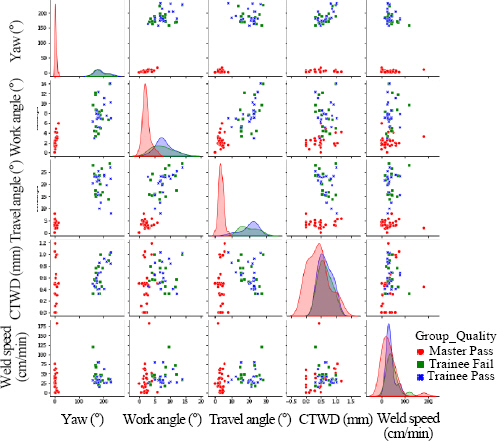
Pair-grid plot by group quality
각 파라미터간 상관관계와 용접 결과에 대한 각 파라미터의 상관관계는 Fig. 4와 같이 도출되었다. Fig. 4의 (a)는 모든 파라미터에 대한 상관관계를 매트릭스로 보여주고 있으며 연관관계가 강할수록 붉은색에 가깝게 표현되어 있다. Yaw와 Work angle, Travel angle은 파라미터간 0.8이상의 강한 연관관계를 가지고 있으며 CTWD는 Yaw와 중간정도의 상관관계를, Weld speed는 CTWD와 약한 정도의 상관관계를 가지고 있음을 확인할 수 있다. Fig. 4의 (b)는 용접 결과와 각 파라미터간 상관관계를 보여주고 있으며 Yaw가 용접 결과에 가장 큰 부정적인 영향을 가지는 것으로 나타났다. 즉, Yaw의 표준편차 값이 커질수록 용접 품질이 나빠진다는 것을 의미하며 용접 시 용접 토치가 모재의 중심을 벗어나서 좌우로 흔들리게 되면 용접 품질이 나빠질 확률이 높아진다는 것을 의미한다. Weld speed 같은 경우에는 고려된 파라미터 중 용접 품질에 영향을 가장 약하게 미치는 것으로 도출되었다. 고기량 용접사의 경우, 용접 속도를 조절하면서 용접 품질 역시 균일하게 유지가 가능하기 때문에 이와 같은 특성이 반영되어 Fig. 4의 (b)와 같은 결과가 도출되었다고 유추할 수 있다.
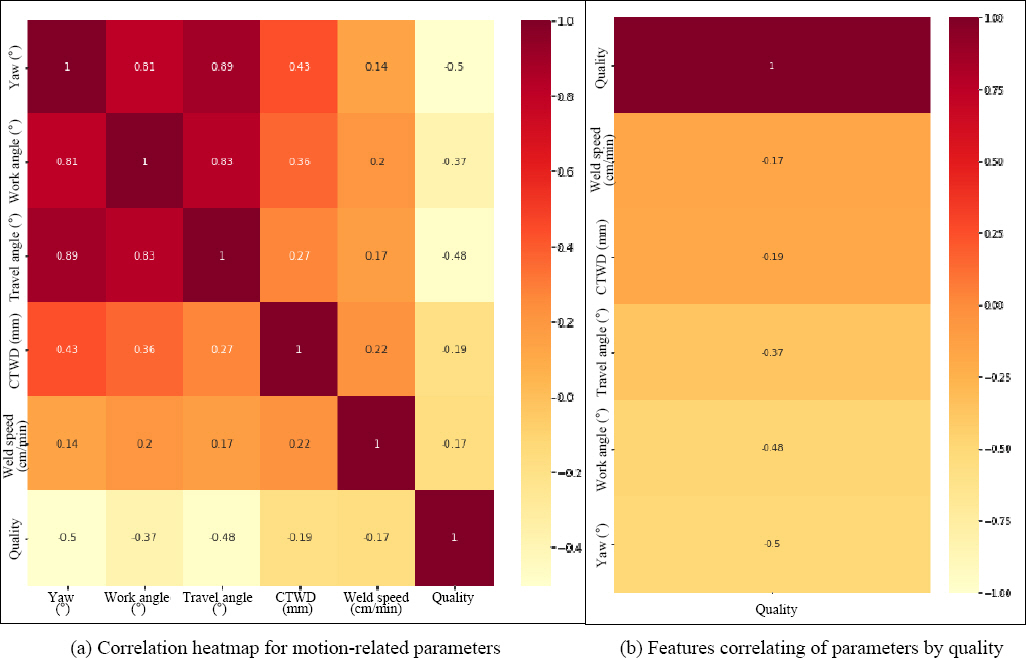
Correlation matrix for motion-related parameters
4. 자료포락분석
4.1 자료포락분석의 개요
자료포락분석(DEA)는 단일/다수의 투입요소와 단일/다수의 산출요소를 가지는 유사한 업무를 수행하는 동질의 의사결정단위(DMUs)들의 상대적 효율성을 측정하는 비모수적 방법(Nonparametirc method)의 분석 방법론 중 하나이다8). DEA는 동질의 기관이나, 조직, 부서, 프로젝트, 개인, 제품 등 비교 분석과 효율성을 측정하기 위하여 주로 사용되고 있으며 투입과 산출 간의 사전적 함수 관계에 대한 가정이 필요 없고, 각 변수 간 단위에 구애받지 않기 때문에 다양한 분야에서 활용되고 있다.
수동용접은 전류와 전압같은 기계적 파라미터 이외에도 Work angle, Travel angle, CTWD 같은 움직임 및 자세에 대한 파라미터가 존재하며 두 파라미터간 함수관계 및 용접품질에 미치는 영향에 대해서도 아직 불명확한 부분이 많다. 또한 각 파라미터간 상이한 단위를 가지고 있기 때문에 이를 해결할 수 있는 방안이 필요하다. 따라서 본 논문에서는 이러한 한계점을 완화하기 위하여 DEA가 가진 특성을 활용하여 각 DMUs를 개인으로 설정하여 수동용접시 용접사의 움직임 파라미터를 분석하여 용접사의 움직임과 용접 결과에 대한 상대적 효율성을 측정하고 벤치마크(Benchmark) 대상과 각 개별 DMUs의 개선 가능성에 대한 부분을 도출하고자 한다.
4.2 적용 모델
DEA를 이용한 개인의 평가는 Manoharan et al.11)의 연구와 같이 BCC 모형(Banker, Charnes and Cooper model)을 활용하였다. BCC 모형은 규모의 효과가 개별 DMUs에 변동적임을 가정하여 규모의 효율성을 배제한 상태에서 순수한 기술적 효율성만을 고려하고 있으며 분석 대상 중에서 상대적 효율성을 측정하여 모범사례(best Practice)를 도출한다. 본 논문에서 활용한 산출 지향적(Output-oriented) BCC 모형은 Eq. (1)과 같이 나타낼 수 있으며 BCC 모형의 투입요소는 Yaw, Travel angle, Work angle, CTWD, Weld speed이며 산출요소는 Quality이다. DEA 분석에 필요한 DMUs의 개수는 투입요소와 산출요소 합에 최소 2배에서 3배가 되어야 한다12). 본 논문에서는 필요한 최소 DMUs의 개수는 18개((투입요소 5개+산출요소 1개)×3)이며 실험에 활용된 DMUs의 수는 66개로 모형의 활용 및 결과에 대한 변별력은 충분히 갖추었다고 할 수 있다.
Subject to:
w without restriction of signal
where,
xjk represents the amount of input j of DMU k,
yik represents the amount of output i of DMU k,
xj0 represents the amount of input j of the DMU under analysis,
yi0 represents the amount of output i of the DMU under analysis,
vj represents the weight of input j for the DMU under analysis,
ui represents the weight of output i for the DMU under analysis,
w represents the scale factor,
m represents the number of outputs analyzed,
n represents the number of inputs analyzed,
h represents the number of DMUs analyzed.
4.3 실험결과 및 고찰
4.3.1 실험결과
DEA를 통한 상대적 효율성 평가에서 효율성이 뜻하는 바는 일반적으로 실험의 대상이 되는 모든 DMUs 중에 가장 적은 투입요소를 활용해 가장 높은 산출요소를 도출하는 것을 뜻한다. 모든 DMUs 중 가장 높은 효율성은 1로 표현되며 가장 높은 효율성을 가지는 DMUs를 기준으로 상대적 효율성 수치가 결정된다. 예를 들면, 0.5의 효율성을 가지는 DMUs는 가장 높은 효율성을 가지는 DMUs와 비교해 볼 때, 동일한 투입요소를 활용하여 50%의 산출요소를 도출하고 있다는 의미이다. 이를 토대로 본 논문의 실험결과에 적용하여 본다면, 투입요소가 되는 Yaw, Travel angle, Work angle, CTWD, Weld speed의 변동 폭이 작고 산출요소인 Quality가 높을수록 효율성 수치가 높게 나오게 된다. 그리고 가장 높은 효율성 수치를 가지는 DMUs를 기준으로 나머지 DMUs의 상대적 효율성 수치가 결정된다.
DEA을 통한 효율성 평가 실험을 위하여 deaR: data envelopment analysis in R13)을 활용하였으며 실험 결과는 Fig. 5과 같다. Fig. 5의 (a)는 상대적 효율성이 가장 높은 DMUs 10개와 그렇지 못한 DMUs 56개를 보여주고 있으며 (b)는 상대적 효율이 낮은 56개의 DMUs의 상대적 효율성 점수의 분포를 보여주고 있다. 실험결과 상대적 효율성의 점수에 따른 개별 DMUs의 위치는 Table 3과 같이 각 DMUs의 m은 고기량 용접사를 뜻하며, t는 미숙련 용접사를 뜻하는 것으로서, 모든 고기량 용접사가 미숙련 용접사보다 높은 상대적 효율성을 가지고 있다.
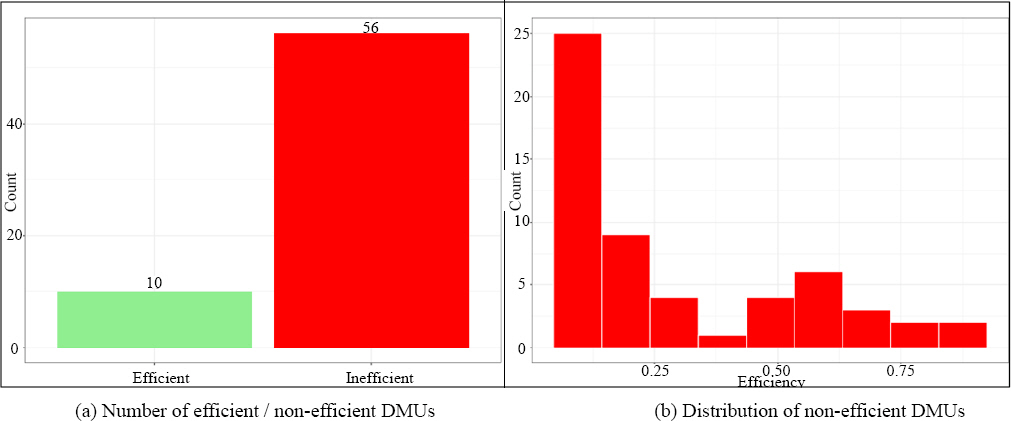
Experiment result of DEA-BCC model for performance appraisal

Experiment result for efficiency score of each DMUs
Fig. 6은 상대적 효율성을 기반으로 한 참조집단 플롯(Reference set plot)으로 비효율적인 요소를 가진 DMUs가 벤치마킹 해야 할 DMUs를 보여주고 있으며 상대적 효율성이 가장 높은 10개의 DMUs 중 m30과 m27, m31이 집중적으로 벤치마킹 대상이 됨을 확인할 수 있다.

Reference set plot for benchmarking
자료포락분석에서 Slack은 투입요소에 대한 상대적 여유를 뜻한다. Slack 수치는 효율성이 가장 높은 DMUs가 모든 투입요소에 대하여 0으로 표현된다. 즉, 효율성이 가장 높은 DMUs는 개선의 여지가 없다는 뜻이다. 개선의 여지가 없다는 뜻은 이상적인 최적화를 뜻하는 것이 아니라 분석 대상 중에서 가장 높은 효율성을 가지기에 개선의 여지가 없다는 것을 의미한다. 반면, 투입요소에 Slack이 있다는 것을 최대 산출요소를 얻기 위하여 해당 투입요소에 대한 개선의 여지가 존재한다는 것이며 Slack의 수치가 높을수록 개선할 여지가 많다는 것을 뜻한다. 이를 토대로 Table 4의 결과를 살펴본다면, 대다수의 미숙련 용접사는 Yaw와 Weld speed에 대하여 개선의 여지가 많다고 측정된 것을 관찰할 수 있다. 즉, 모든 미숙련 용접사는 용접공정에서 위빙과 같은 움직임을 보이고 있어서 이를 개선해야 하며 일정한 용접속도를 유지해야 용접 품질이 높아질 수 있음을 뜻한다. 또한 비효율적인 요소의 개선에 있어서 고기량 용접사 중 m30과 m27, m31을 벤치마킹하여 수동용접을 수행하는 것이 가장 효율적이라는 것을 알 수 있다.
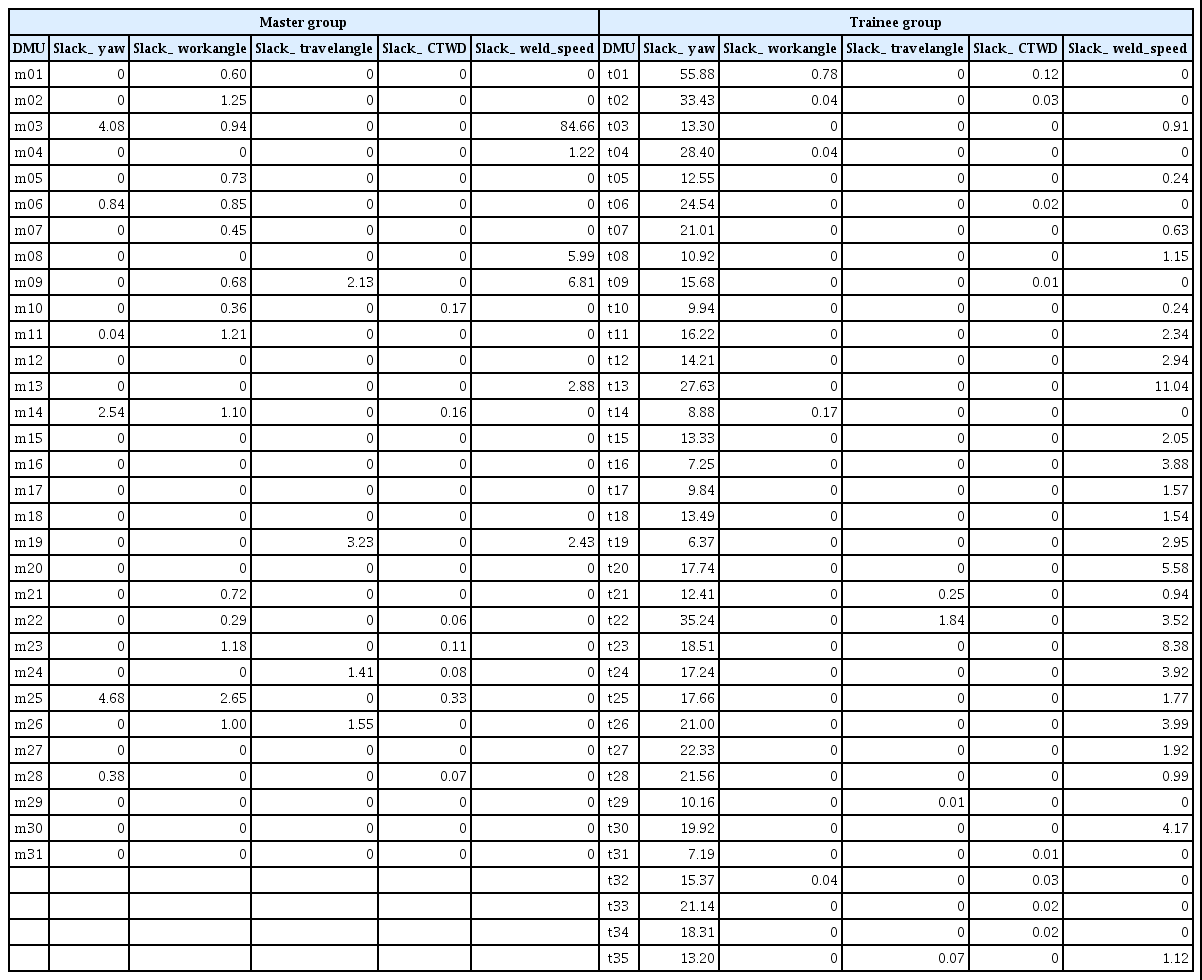
Slack score of each DMUs in DEA experiment result
4.3.2 실험결과에 대한 고찰 및 향후연구
본 논문에서 수행한 수동용접의 움직임에 대한 파라미터에 대한 상관관계 분석과 DEA에 의한 상대적 효율성 분석에서 Yaw가 용접 품질에 주요한 영향을 미치고 있다는 공통적인 결과를 도출하였다. 하지만, Yaw를 제외한 Weld speed 같은 파라미터는 용접 품질에 대한 영향력에 대해서 일치하지 않는 결과를 확인할 수 있었다. 파라미터간 상관관계 분석은 두 파라미터간 인과관계를 보장할 수 없으며 DEA의 상대적 효율성 분석은 이상치에 민감하며 모수의 특성을 반영하지 못하기 때문에 상관관계 분석과 DEA의 상대적 효율성의 결과에 대한 직접적인 비교 분석은 적절하지 않다고 할 수 있다. 다만 두 분석법 모두 표본집단에 대해서 Yaw 파라미터를 용접 품질에 주요한 영향을 미치고 있다고 도출하였으며 이를 바탕으로 표본집단의 미숙련 용접사 그룹의 용접 시 움직임에 대하여 용접품질 향상 및 교육방향을 제시하기 충분하다고 판단된다. 또한, 각각의 분석방법을 통하여 고기량 용접사의 움직임에 대한 다양한 분석을 수행하여 산업현장 지식 노하우 디지털화 및 활용에 있어 기초연구가 될 수 있을 것이라고 판단한다.
본 논문에서 수행한 자료포락분석은 비모수적 분석방법에 기초하고 있으며 제한된 DMUs를 대상으로 분석을 수행하였기 때문에 수동용접시 움직임 파라미터에 대하여 실제 용접 품질에 미치는 영향 및 검증에 대한 부분에 대하여 한계점을 지니고 있다. 따라서 향후에는 수동용접시 움직임 파라미터의 영향도 및 검증을 위하여 전압과 전류 등 기계적 파라미터의 통제와 미숙련 용접사별 용접데이터를 확보하여 LSTM 등의 AI 분석 방법론을 활용하여 용접횟수와 시간의 흐름에 따른 움직임 파라미터가 용접 품질에 미치는 영향 및 실제 검증이 필요하다.
5. 결 론
본 논문에서는 수동용접 공정의 움직임에 대한 파라미터를 대상으로 고기량 용접사의 암묵지를 자산화하고 이를 토대로 미숙련 용접사의 효율적인 교육방안을 찾기 위하여 파라미터간 상관관계 분석, 자료포락분석을 수행하였으며 다음과 같은 결론을 도출하였다.
1) 상관관계 분석을 통하여 고기량 용접사와 미숙련 용접사의 용접품질 차이에 가장 큰 영향을 미치는 움직임에 대한 파라미터는 Yaw와 Travel angle인 것으로 확인할 수 있었다.
2) DEA 분석을 통해서 표본집단간 상대적 효율성을 측정하였을 때, 미숙련 용접사 그룹은 Yaw와 Weld speed를 집중적으로 개선해야 하는 것을 확인할 수 있었다.
3) 각 분석의 결과는 직접적인 비교 대상이 아니라 미숙련 용접사에 대한 효과적인 교육방안을 제시하고 고기량 용접사의 암묵적 지식을 디지털화 및 활용에 있어 다양한 방법 중 일부이며 추가적인 연구를 통하여 보다 개선된 교육방안 및 수동용접 지식에 대한 디지털화 및 활용의 필요성을 보여준다고 할 수 있다.
감사의 글
본 연구는 2022년도 산업통상자원부 및 산업기술평가관리원(KEIT)의 ‘산업일자리고도화기술개발 - 지식자산화플랫폼 및 노동력증강기술개발사업의 연구비 지원’에 의한 연구임 (20016155, 휴먼펙터 기반 수동용접기술 현장지식 자산화 시스템 기술개발)