


1. ņä£ ļĪĀ
ICTļź╝ ĒÖ£ņÜ®ĒĢ£ ņ¦ĆļŖźĒśĢ ņĀ£ņĪ░ ĻĖ░ņłĀņØ┤ ĒÖĢņé░ļÉśļ®┤ņä£ ņĪ░ņäĀ ņé░ņŚģ ļśÉĒĢ£ ņ¦ĆļŖźĒśĢ ņāØņé░ ĻĖ░ņłĀņØ┤ ĒÖĢļīĆĒĢśĻ│Ā ņ׳ļŗż. ņØ┤ļ¤¼ĒĢ£ ĻĖ░ņłĀņØĆ ļŗżņ¢æĒĢ£ ņäĀļ░Ģ ņāØņé░ Ļ│ĄņĀĢņŚÉ ņĀüņÜ®ĒĢśĻ│Ā ņ׳ņ£╝ļéś, ņŚ¼ņĀäĒ׳ ņäĀņ▓┤ ņÖĖĒīÉņØś Ļ│Īļ®┤ Ļ░ĆĻ│ĄņØĆ ņ×ÉļÅÖĒÖö ņ×Éņ▓┤Ļ░Ć ņ¢┤ļĀżņÜ┤ Ļ│ĄņĀĢņŚÉ ņåŹĒĢ£ļŗż. Ļ░ĆĻ│Ą ņ×æņŚģņ×ÉņØś Ļ▓ĮĒŚś ņ¦ĆņŗØņŚÉ ņØśņĪ┤ĒĢśļŖö Ļ│Īļ®┤ Ļ░ĆĻ│ĄņØś ļŗ©ņĀÉņØä ĻĘ╣ļ│ĄĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņŚ¼ļ¤¼ Ļ░Ćņ¦ĆņØś ļ│ĆĒśĢ ņśłņĖĪļ▓ĢĻ│╝ ņ×ÉļÅÖĒÖö ļ░®ļ▓ĢņØ┤ ņŗ£ļÅäļÉśņŚłļŗż1-5). ņŚ┤Ļ░äĻ░ĆĻ│Ą ņ×ÉļÅÖĒÖöļź╝ ņ£äĒĢ┤ņä£ Ļ░Ćņן ļ©╝ņĀĆ ņäĀĒ¢ēļÉśņ¢┤ņĢ╝ ĒĢĀ Ļ▓āņØĆ ļ¬®Ēæ£ĒĢśļŖö Ļ│Īļ®┤ ĒśĢņāüņŚÉ ļÅäļŗ¼ĒĢśĻĖ░ ņ£äĒĢ£ Ļ░ĆņŚ┤ņäĀĻ│╝ ļ│ĆĒśĢņØä ņśłņĖĪņØ┤ļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņĀ£ņŗ£ļÉ£ Ļ░ĆņŚ┤ņäĀņØś Ļ▓Ćņ”Ø Ļ│╝ņĀĢ ņżæņŚÉņä£ ļŗżņżæ Ļ░ĆņŚ┤ņäĀņØä ņĀüņÜ®ĒĢśņśĆņØä ļĢī ļéśĒāĆļéśļŖö Ļ│Īļ®┤ņØś ņĄ£ņóģ ĒśĢņāüņØä ĒÜ©Ļ│╝ņĀüņ£╝ļĪ£ ņśłņĖĪĒĢśĻĖ░ ņ£äĒĢ£ ļ░®ņĢłņØä ņĀ£ņŗ£ĒĢśĻ│Āņ×É ĒĢ£ļŗż.
Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ£ ļ│ĆĒśĢ ĒśĢņāüņØä ņśłņĖĪĒĢ©ņŚÉ ņ׳ņ¢┤ņä£ Ļ░Ćņן ņØ┤ļĪĀņĀüņØĖ ļ░®ļ▓ĢņØĆ ņŚ┤ņĀäļŗ¼ ļ░Å ņåīņä▒ļ│ĆĒśĢ ĒśäņāüņØä Ļ│ĀļĀżĒĢ£ ņ£ĀĒĢ£ņÜöņåīĒĢ┤ņäØņØ┤ļŗż. ĻĘĖļ¤¼ļéś ņØ┤ ļ░®ļ▓ĢņØĆ ņ╗┤Ēō©Ēä░ņØś ņŚ░ņé░ ņåŹļÅäņØś ņ”ØĻ░ĆņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņłś ņŗ£Ļ░ä ņØ┤ņāüņØś Ļ│äņé░ ņŗ£Ļ░äņØä ĒĢäņÜöļĪ£ ĒĢĀ ļ┐Éļ¦ī ņĢäļŗłļØ╝ Ļ░ĆņŚ┤ņäĀ ņ£äņ╣śļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ņŗżņŗ£Ļ░äņ£╝ļĪ£ Ļ░ĆņŚ┤ņäĀ Ļ│äņé░Ļ│╝ ļ│ĆĒśĢ ņśłņĖĪņØä ņłśĒ¢ēĒĢ┤ņĢ╝ Ļ│╝ņĀĢņØä ņ×ÉļÅÖņ£╝ļĪ£ ņłśĒ¢ēĒĢśļŖö Ļ▓āņØ┤ ņ¢┤ļĀĄļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ņØ┤ļ¤¼ĒĢ£ ļŗ©ņĀÉņØä ļ│┤ņÖäĒĢśņŚ¼ ņŗĀņåŹĒĢśĻ▓ī ļ│ĆĒśĢņØä ņśłņĖĪĒĢĀ ņłś ņ׳ļŖö Ļ░äņØ┤ ĒĢ┤ņäØļ▓ĢņØ┤ ĒĢäņÜöĒĢśļŗż.
ļŗżņżæņØś ņØ┤ļÅÖ ņŚ┤ņøÉņŚÉ ņØśĒĢ£ ļ│ĆĒśĢņØä ņŗĀņåŹĒĢśĻ▓ī ņśłņĖĪĒĢśļŖö ļ░®ļ▓Ģņ£╝ļĪ£ Ļ░Ćņן ļīĆĒæ£ņĀüņØĖ Ļ▓āņØ┤ Ļ│Āņ£Āļ│ĆĒśĢļźĀņØä ņØ┤ņÜ®ĒĢ£ ļō▒Ļ░ĆĒĢśņżæļ▓Ģ1)ņØ┤ļŗż. ņØ┤ļŖö ņ×äĻ│äņś©ļÅä ņØ┤ņāüņØä Ļ▓¬ņØĆ ņśüņŚŁņØä ņśüĻĄ¼ņĀüņØĖ ļ│ĆĒśĢņØ┤ ļé©ļŖö ņŚ┤ņśüĒ¢źļČĆļĪ£ Ļ░ĆņĀĢĒĢśĻ│Ā, Ļ│Āņ£Ā ļ│ĆĒśĢļźĀņØä ļō▒Ļ░ĆĒĢśņżæņ£╝ļĪ£ ņ╣śĒÖśĒĢśņŚ¼ Ēāäņä▒ ĒĢ┤ņäØļ¦īņ£╝ļĪ£ ļ│ĆĒśĢņØä ņśłņĖĪĒĢśļŖö ļ░®ļ▓ĢņØ┤ļŗż. ĻĘĖļ¤¼ļéś ņØ┤ ļ░®ļ▓ĢņØĆ Ļ│Āņ£Āļ│ĆĒśĢļźĀ Ļ│äņé░ņŚÉ ņ׳ņ¢┤ņä£ ņ×¼ļŻīņØś Ļ░Ģņä▒ņØ┤ļéś ņØ┤ļ░®ņä▒ ņĀĢņØśĻ░Ć ļ▓łĻ▒░ļĪŁļŗż. ļśÉĒĢ£ Ļ░ĆņŚ┤ņäĀņØä ļō▒Ļ░Ć ĒĢśņżæĻ│╝ ļ¬©ļ®śĒŖĖļĪ£ ņ╣śĒÖśĒĢśņŚ¼ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņ£╝ļĪ£ ņĀüņÜ®ļÉśĻĖ░ ļĢīļ¼ĖņŚÉ ļ│ĆĒśĢ ĒĢ┤ņäØ ļ¬©ļŹĖņØä ĻĄ¼ņä▒ĒĢ©ņŚÉ ņ׳ņ¢┤ņä£ ņ×ÉļÅÖĒÖöļÉ£ ĒĢśņżæ ļ░®Ē¢źĻ│╝ Ēü¼ĻĖ░ņØś ņĀĢņØśĻ░Ć ņ¢┤ļĀĄļŗż. ļö░ļØ╝ņä£ ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņ×öļźś ļ│ĆĒśĢļźĀņØä ņēś ņÜöņåīņØś ņŚ┤ĒīĮņ░Į Ļ│äņłśļĪ£ ņĀüņÜ®ĒĢśĻ│Ā, ņśüĒśĢĒ¢źļČĆņØś ĒśĢņāüņŚÉ ļö░ļźĖ ļō▒Ļ░Ćņś©ļÅäļź╝ Ļ│äņé░ĒĢśņŚ¼ ņØ┤ļź╝ Ļ░ĆņŚ┤ņäĀņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņĀłņĀÉņŚÉ Ļ▓ĮĻ│äņĪ░Ļ▒┤ņ£╝ļĪ£ ņĀüņÜ®ĒĢśļŖö ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓Ģ(SDB)ņØä ņé¼ņÜ®ĒĢśņśĆļŗż3).
Ļ│Āņś©ņØś ņŚ┤ņØä Ļ▓¬ļŖö ņŚ┤Ļ░äĻ░ĆĻ│ĄņØś Ļ▓ĮņÜ░ ņāüļ│ĆĒā£2)Ļ░Ć ļČłĻ░ĆĒö╝ĒĢśĻ▓ī ņØ╝ņ¢┤ļéśĻ▓ī ļÉśļŖöļŹ░, ĒŖ╣Ē׳ Ļ░ĆņŚ┤Ļ│╝ņĀĢņŚÉņä£ ņśżņŖżĒģīļéśņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢ£ ņāüņØ┤ ļ╣ĀļźĖ ļāēĻ░ü Ļ│╝ņĀĢņ£╝ļĪ£ ņØĖĒĢ┤ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ Ļ│╝ņĀĢņŚÉņä£ ņØ╝ņ¢┤ļéśļŖö ļČĆĒö╝ļ│ĆĒÖöļŖö ņ×öļźś ļ│ĆĒśĢļźĀņŚÉ ņśüĒ¢źņØä ļ»Ėņ╣śĻ▓ī ļÉ£ļŗż. ļĢīļ¼ĖņŚÉ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ×¼ļŻīņØś ĒÖöĒĢÖ ņä▒ļČäļźĀņØä ņØ┤ņÜ®ĒĢ┤ Ļ░ü ņś©ļÅäņŚÉ ļö░ļźĖ ņāüņØś ļČäņ£©ņØä Ļ│äņé░ĒĢśĻ│Ā, ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļČäņ£©ņŚÉ ļö░ļźĖ ļČĆĒö╝ ĒīĮņ░ĮņØä ņ×¼ļŻīņØś ļ│ĆĒśĢņ£©ņŚÉ ļ░śņśüĒĢśņŚ¼ ļ│ĆĒśĢ ņśłņĖĪņØś ņĀĢĒÖĢļÅäļź╝ ļåÆņØ┤Ļ│Āņ×É ĒĢśņśĆļŗż. Ļ░ĆņŚ┤ņŚÉ ļö░ļźĖ ĒīÉņØś ņŚ┤ņśüĒ¢źļČĆļŖö ņŚ┤ņøÉņØś ņØ┤ļÅÖņŚÉ ļö░ļźĖ ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņØä ĒåĄĒĢ┤ ņ¢╗ņŚłņ£╝ļ®░, ņ×äĻ│äņś©ļÅäļŖö ņ×¼ļŻīņØś ņä▒ļČäĒĢ©ļ¤ēņŚÉ ļö░ļØ╝ Ļ│äņé░ļÉ£ Ļ░ÆņØä ņé¼ņÜ®ĒĢśņśĆļŗż4). ļśÉĒĢ£ ņŚ┤Ļ░äĻ░ĆĻ│ĄņØś Ļ▓ĮņÜ░ Ļ░ĆņŚ┤ņäĀņØ┤ ņŚ¼ļ¤¼ Ļ░£ņØĖ Ļ▓ĮņÜ░Ļ░Ć ļ│┤ĒÄĖņĀüņØ┤ļŗż. ļö░ļØ╝ņä£ ņØ┤ņĀä Ļ░ĆņŚ┤ņäĀņØś ņśüĒ¢źņØä ļ░śņśüĒĢśĻĖ░ ņ£äĒĢśņŚ¼ ņ×¼ļŻīļź╝ ņåīņä▒ņ£╝ļĪ£ Ļ░ĆņĀĢĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀ ĻĖ░ļ░ś Ēāäņåīņä▒ ĒĢ┤ņäØ ļ░®ļ▓ĢņØä ņé¼ņÜ®ĒĢśņśĆļŗż5,11).
ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņ¦ĆĻĖłĻ╣īņ¦Ć ņĀ£ņŗ£ļÉ£ ņØ┤ļÅÖ ņŚ┤ņøÉņŚÉ ņØśĒĢ£ ĒīÉņØś ņ×öļźś ņŚ┤ļ│ĆĒśĢņØä ņśłņĖĪĒĢśļŖö ļ░®ļ▓Ģ ņżæ Ļ░Ćņן ņĀüĒĢ®ĒĢśļŗżĻ│Ā ĒīÉļŗ©ļÉśļŖö ņŚ┤ļ│ĆĒśĢļźĀ ĻĖ░ļ░śņØś Ēāäņåīņä▒ ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓ĢņØä ņóģĒĢ®ņĀüņ£╝ļĪ£ ņĀĢļ”¼ĒĢśņŚ¼ ņĀüņÜ®ĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā ņ£ä ļ░®ļ▓ĢņØś ĒÜ©ņ£©ņä▒Ļ│╝ ņĀĢĒÖĢņä▒ņØä Ļ▓Ćņ”ØĒĢśĻĖ░ ņ£äĒĢśņŚ¼ 3ņ░©ņøÉ ņåöļ”¼ļō£ ņÜöņåīļź╝ ņé¼ņÜ®ĒĢ£ ņŚ┤Ēāäņåīņä▒ ĒĢ┤ņäØņ£╝ļĪ£ ĻĄ¼ĒĢ£ ļ│ĆĒśĢ ĒśĢņāüņØä ļ╣äĻĄÉĒĢśņśĆļŗż.
2. ņŚ┤ļ│ĆĒśĢ ņśłņĖĪ
2.1 ņŚ┤ļ│ĆĒśĢ ĒĢ┤ņäØļ▓Ģ
ļ│ĆĒśĢ ĒĢ┤ņäØļ▓ĢņŚÉļŖö Ļ░Ćņן ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØś ņåöļ”¼ļō£ ņÜöņåīļź╝ ņé¼ņÜ®ĒĢ£ ņŚ┤Ēāäņåīņä▒ ĒĢ┤ņäØ ļ░®ļ▓ĢņØ┤ ņ׳ļŗż. ņ£ä ļ░®ļ▓ĢņØĆ ņŚ┤ņĀäļŗ¼ ĒĢ┤ņäØņØä ĒåĄĒĢ┤ ņŚ┤ņøÉņØś ņØ┤ļÅÖņŚÉ ļö░ļźĖ ĒīÉņØś ņś©ļÅä ņØ┤ļĀźņØä Ļ│äņé░ĒĢ£ Ēøä, ņØ┤ņŚÉ ļö░ļźĖ ĒīÉņØś ļ│ĆĒśĢņØä Ēāäņåīņä▒ ĒĢ┤ņäØņØä ĒåĄĒĢ┤ ļÅäņČ£ĒĢśĻ▓ī ļÉ£ļŗż. ņØ┤ ļ░®ļ▓ĢņØĆ ņŚ┤ņøÉņØś ĒśĢņāüĻ│╝ Ēü¼ĻĖ░ļź╝ ļ¬©ļæÉ ņĀĢņØśĒĢśĻ│Ā ņś©ļÅäņŚÉ ļö░ļźĖ ņ×¼ļŻīņØś ļ¼╝ņä▒ņ╣śļź╝ ļ¬©ļæÉ Ļ│ĀļĀżĒĢśĻĖ░ ļĢīļ¼ĖņŚÉ ņĀĢĒÖĢĒĢ£ ņśłņĖĪņØ┤ Ļ░ĆļŖźĒĢśĻ│Ā, ļāēĻ░ü Ēøä ņ×öļźś ņØæļĀź ļśÉĒĢ£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ĒĢśņ¦Ćļ¦ī ņ╗┤Ēō©Ēä░ ĒĢśļō£ņø©ņ¢┤ņØś ļ░£ņĀäņŚÉļÅä ļČłĻĄ¼ĒĢśĻ│Ā ņŚ┤Ēāäņåīņä▒ ĒĢ┤ņäØņØĆ ņŚ¼ņĀäĒ׳ ņłś ņŗ£Ļ░äņØś ĒĢ┤ņäØ ņŗ£Ļ░äņØä ņÜöĻĄ¼ĒĢ£ļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ņŗĀņåŹĒĢ£ ņśłņĖĪņØ┤ Ļ░ĆļŖźĒĢ£ ņēś ņÜöņåīļź╝ ņØ┤ņÜ®ĒĢ£ ļ│ĆĒśĢļźĀ ĻĖ░ļ░ś ļō▒Ļ░Ć Ļ▓ĮĻ│äņĪ░Ļ▒┤ ļ░®ļ▓ĢņØä ņØ┤ņÜ®ĒĢśļŖö Ļ▓āņØ┤ ĒĢ┤ņäØņŗ£Ļ░äņØä ļŗ©ņČĢĒĢĀ ņłś ņ׳ļŗż. ļīĆĒæ£ņĀüņØĖ ņé¼ņÜ® ļ│ĆĒśĢļźĀņØĆ Ļ│Āņ£Ā ļ│ĆĒśĢļźĀĻ│╝ ņŚ┤ļ│ĆĒśĢļźĀņØ┤ ņ׳ņ£╝ļ®░, ļō▒Ļ░Ć Ļ▓ĮĻ│äņĪ░Ļ▒┤ ļ░®ļ▓ĢņØĆ ļō▒Ļ░ĆĒĢśņżæļ▓ĢĻ│╝ ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓ĢņØ┤ ņ׳ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŚ┤ļ│ĆĒśĢļźĀņŚÉ ĻĖ░ļ░śĒĢ£ ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
2.2 ņ×öļźś ļ│ĆĒśĢļźĀ
2.2.1 ņ×öļźś ļ│ĆĒśĢļźĀ ņāØņä▒ Ļ│╝ņĀĢ
ņŚ┤ņøÉņŚÉ ņØśĒĢ£ ĒīÉņØś ļ│ĆĒśĢņØĆ ņŚ┤ņśüĒ¢źļČĆ(HAZ)ļź╝ ņżæņŗ¼ņ£╝ļĪ£ ņØ╝ņ¢┤ļé£ļŗż. ņ×öļźś ļ│ĆĒśĢļźĀņØ┤ ņāØņä▒ļÉśļŖö Ļ│╝ņĀĢņØä 2ļŗ©Ļ│äļĪ£ ļéśļłī ņłś ņ׳ļŖöļŹ░, Ļ│Āņś©ņØś ņŚ┤ņØä Ļ▓¬ļŖö Ļ░ĆņŚ┤ļŗ©Ļ│äņÖĆ Ļ│Āņś©ņŚÉņä£ ņāüņś©ņ£╝ļĪ£ ņŗØņ¢┤Ļ░ĆļŖö ļāēĻ░üļŗ©Ļ│äļĪ£ ļéśļłī ņłś ņ׳ļŗż.
ļ©╝ņĀĆ Ļ░ĆņŚ┤ļŗ©Ļ│äņŚÉņä£ļŖö ņ×¼ļŻī ĒŖ╣ņä▒ņāü ĒĢŁļ│ĄņØæļĀźĻ│╝ Ēāäņä▒Ļ│äņłśĻ░Ć 0ņŚÉ Ļ░ĆĻ╣īņøīņ¦ĆĻĖ░ ļĢīļ¼ĖņŚÉ ņåīņä▒ ņØæļĀźĻ│╝ ļ│ĆĒśĢļźĀņØ┤ ļ░£ņāØĒĢśņ¦Ć ņĢŖļŖöļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ ĒīÉņØś ļ│ĆĒśĢņØĆ ļāēĻ░üļŗ©Ļ│äļź╝ ņżæņŗ¼ņ£╝ļĪ£ ņØ╝ņ¢┤ļéśĻ▓ī ļÉ£ļŗż. ņØ┤ļĢī ļ░£ņāØĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀņØä ņŚ┤ņśüĒ¢źļČĆņØś ņ┤łĻĖ░ ļ│ĆĒśĢļźĀļĪ£ Ļ░ĆņĀĢĒĢśĻ│Ā, ņŻ╝ļ│ĆļČĆļź╝ ņŚ┤ ņśüĒ¢źļČĆļź╝ ĻĄ¼ņåŹĒĢśļŖö ņÜöņåīļĪ£ Ļ░ĆņĀĢĒĢśņŚ¼ ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢśņśĆļŗż.
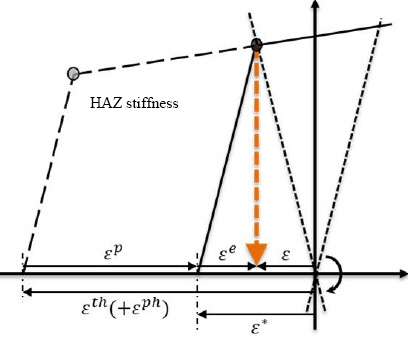
ņ£ä ņŗØ(1)ņØĆ Ļ│Āņ£Āļ│ĆĒśĢļźĀ(ŽĄ)ņØä ņ┤Øļ│ĆĒśĢļźĀ(ŽĄ)Ļ│╝ Ēāäņä▒ļ│Ć ĒśĢļźĀ(ŽĄe), ņåīņä▒ļ│ĆĒśĢļźĀ(ŽĄp)Ļ│╝ ņŚ┤ļ│ĆĒśĢļźĀ(ŽĄth)Ļ│╝ ņāüļ│ĆĒā£ļ│Ć ĒśĢļźĀ(ŽĄph)ļĪ£ Ēæ£ĒśäĒĢ£ ņŗØņØ┤ļŗż5). ņØ┤ Ļ┤ĆĻ│äļź╝ Fig. 1ņŚÉ ļéśĒāĆ ļāłļŗż.
2.2.2 ņ×öļźś ļ│ĆĒśĢļźĀ Ļ│äņé░
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņāüļ│ĆĒā£ļź╝ ĒżĒĢ©ĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀņØä ņŚ┤ļ│ĆĒśĢ ņśłņĖĪņŚÉ ņé¼ņÜ®ĒĢśņśĆļŗż. ņØ┤ļŖö ņēśņÜöņåīļź╝ ņØ┤ņÜ®ĒĢ£ ĒĢ┤ņäØņØä ņłśĒ¢ē ĒĢĀ ļĢīļÅä ņ×¼ļŻīņØś ņåīņä▒ ĒŖ╣ņä▒ņØä Ļ│ĀļĀżĒĢśņŚ¼ ņØ┤ņĀä Ļ░ĆņŚ┤ņäĀņØś ņśüĒ¢źņØä ļ░śņśüĒĢśĻ│Āņ×É ĒĢ£ Ļ▓āņØ┤ļŗż. ņāüļ│ĆĒā£ļź╝ ĒżĒĢ©ĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀ(ŽĄth+ph)ņØĆ ņĢäļל ņŗØ(2)4)ļź╝ ņé¼ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢĀ ņłś ņ׳ ļŗż. ņØ┤ļĢī ņŚ┤ĒīĮņ░ĮĻ│äņłś(mod) ļśÉĒĢ£ ņāüļ│ĆĒā£ļź╝ Ļ│ĀļĀżĒĢ£ ņŚ┤ĒīĮ ņ░ĮĻ│äņłśņØ┤ļ®░, ņāüļ│ĆĒā£ļź╝ ĒżĒĢ©ĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀņØä ļ»ĖļČäĒĢśņŚ¼ ņ¢╗ņØä ņłś ņ׳ļŗż
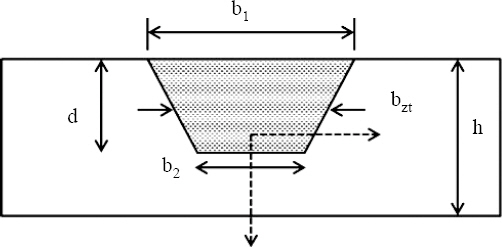
ņ£ä ņŗØņ£╝ļĪ£ Ļ│äņé░ĒĢ£ ņāüļ│ĆĒā£ļź╝ ĒżĒĢ©ĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀņØĆ ņēś ņÜöņåīņØś ņ×¼ļŻī ļ¼╝ņä▒ņ╣śņØĖ ņŚ┤ĒīĮņ░ĮĻ│äņłśļĪ£ ņ×ģļĀźļÉśļ®░ ņēś ņĀłņĀÉņŚÉ ņ×ģļĀźļÉ£ Ļ░Ćņāüņś©ļÅäņÖĆ Ļ│▒ĒĢ┤ņĀĖ ņĄ£ņóģ ļ│ĆĒśĢļźĀļĪ£ ļéśĒāĆļéśĻ▓ī ļÉ£ļŗż. ņØ┤ļĢī Ļ░Ćņāüņś©ļÅäļŖö ņĢäļל ņŗØ(3)4)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļŖö ņŚ┤ņśüĒ¢źļČĆ ĒśĢņāüņŚÉ ļö░ļźĖ ņłśņČĢ ļ│ĆĒśĢĻ│╝ ĻĄĮĒל ļ│ĆĒśĢņØä ļ¬©ļæÉ Ļ│ĀļĀżĒĢ£ ņŗØņØ┤ļŗż.
ņ£ä ņŗØņŚÉņä£ b,bzņÖĆ hļŖö Ļ░üĻ░ü ņŚ┤ņśüĒ¢źļČĆņØś ņĄ£ļīĆ ĒÅŁ, ĒīÉņØś Ļ╣ŖņØ┤ņŚÉ ļö░ļźĖ ņŚ┤ņśüĒ¢źļČĆņØś ĒÅŁ ĻĘĖļ”¼Ļ│Ā ĒīÉņØś ļæÉĻ╗śļź╝ ļ£╗ĒĢ£ļŗż.
3. ņŚ┤ļ│ĆĒśĢļźĀ ĻĖ░ļ░ś ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓Ģ
3.1 ņāüļ│ĆĒā£ļź╝ ĒżĒĢ©ĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀ
3.1.1 ņāüļ│ĆĒā£ņŚÉ ļö░ļźĖ ļČĆĒö╝ ĒīĮņ░ĮļźĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀĆĒāäņåīĻ░ĢņØĖ Grade A steelļź╝ ĒĢ┤ņäØņŚÉ ņé¼ņÜ®ĒĢśņśĆļŗż. ņ×¼ļŻīņØś ĒÖöĒĢÖ ņĪ░ņä▒ ņä▒ļČäņ£©ņØĆ Table 1ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż.
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņäĀņāüĻ░ĆņŚ┤ņŚÉ ņØśĒĢ┤ Ļ░ĆĻ│ĄļÉśļŖö ņäĀļ░ĢņØś ĒøäĒīÉņØĆ ņāüņś©ņŚÉņä£ ļ▓ĀņØ┤ļéśņØ┤ĒŖĖ(Bainite)ļ¦īņØ┤ ņĪ┤ņ×¼ĒĢśĻ│Ā, ņŚ┤ņøÉņŚÉ ņØśĒĢ£ Ļ░ĆņŚ┤ļŗ©Ļ│äļź╝ Ļ▓¬ņ£╝ļ®░ ņśżņŖżĒģīļéśņØ┤ĒŖĖ(Austenite)ļĪ£ ļ│ĆĒā£ĒĢ£ļŗż. ņØ┤ļĢī ņśżņŖżĒģīļéśņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢśĻĖ░ ņŗ£ņ×æĒĢśļŖö ņś©ļÅä(Ac1)ļŖö ņĢäļל ņŗØ(4)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ ņśżņŖżĒģīļéśņØ┤ĒŖĖļŖö ņłśļāēņŚÉ ņØśĒĢ£ ļāēĻ░üļŗ©Ļ│äļź╝ Ļ▓¬ņ£╝ļ®░ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ(Martensite)ļĪ£ ļ│ĆĒā£ĒĢśĻ▓ī ļÉśļŖöļŹ░, ņØ┤ļĢī ņāüļ│ĆĒā£ ņŗ£ņ×æ ņś©ļÅä(Ms)ļŖö ņŗØ(5)ļź╝ ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż6,7). Ac1ļŖö ĒīÉņØś ļ│ĆĒśĢļ¤ēņŚÉ ņ¦üņĀæņĀüņ£╝ļĪ£ ņśüĒ¢źņØä ļ»Ėņ╣śļ®░, ĒĢ┤ļŗ╣ ņś©ļÅäļź╝ ņŚ┤ņśüĒ¢źļČĆņØś Ļ▓ĮĻ│äļź╝ ņĀĢņØśĒĢśļŖö ņ×äĻ│äņś©ļÅä(Tc)ļĪ£ ņé¼ņÜ®ĒĢśņśĆļŗż3).
Ļ░ü ņāüļ│ĆĒā£ ņŗ£ņ×æ ņś©ļÅäļź╝ ņØ┤ņÜ®ĒĢśļ®┤ ļāēĻ░üĻ│╝ņĀĢņŚÉņä£ ņś©ļÅäņŚÉ ļö░ļźĖ ņśżņŖżĒģīļéśņØ┤ĒŖĖ(ŽÆ)ņÖĆ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ(M)Ļ░ü ņāüļ│ĆĒā£ ņŗ£ņ×æ ņś©ļÅäļź╝ ņØ┤ņÜ®ĒĢśļ®┤ ļāēĻ░üĻ│╝ņĀĢņŚÉņä£ ņś©ļÅä
ņŚÉ ļö░ļźĖ ņśżņŖżĒģīļéśņØ┤ĒŖĖ)ņØś ļČäņ£©ņØä Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. ļŗ©, ņ×äĻ│äņś©ļÅä ņØ┤ņāüņØś ņśüņŚŁņØĆ Ļ░ĆņŚ┤ļŗ©Ļ│äņŚÉņä£ ļ¬©ļæÉ ņśżņŖżĒģīļéśņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆņ£╝ļ®░, ņśżņŖżĒģīļéśņØ┤ĒŖĖ ņŚŁņŗ£ ļāēĻ░üĻ│╝ņĀĢņŚÉņä£ ļ¬©ļæÉ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆļŗż8). ļāēĻ░üĻ│╝ņĀĢņŚÉņä£ Ļ░ü ņś©ļÅäņŚÉ ļö░ļźĖ ņśżņŖżĒģīļéśņØ┤ĒŖĖ, ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖ ļČäņ£©ņØĆ ņĢäļל ņŗØ(6)8,9)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż.
ņØ┤ļĢīkļŖö ņāüļ│ĆĒā£ ņåŹļÅäņØ┤ļ®░ Ēāäņåī ĒĢ©ļ¤ēņØ┤ 0.2Wt% ņØ┤ĒĢśņØĖ ņĀĆĒāäņåīĻ░ĢņŚÉņä£ļŖö -0.026ņ£╝ļĪ£ Ļ░ĆņĀĢĒĢĀ ņłś ņ׳ļŗż. ĒŖ╣Ē׳ ņāüļ│ĆĒā£ņŚÉ ņØśĒĢ£ ļČĆĒö╝ ĒīĮņ░ĮņØĆ ļāēĻ░üĻ│╝ņĀĢņŚÉņä£ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ░Ć ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢśļ®░ ļČĆĒö╝ ĒīĮņ░ĮļźĀņØĆ ņĢäļל ņŗØ(7)10)ņØä ņØ┤ņÜ®ĒĢśņŚ¼ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż.
ņŚ¼ĻĖ░ņä£ XF-P ļŖö ĒÄśļØ╝ņØ┤ĒŖĖ(Ferrite)ņÖĆ ĒÄäļØ╝ņØ┤ĒŖĖ(Pearlite)ņØś ļČäņ£©ņØ┤ļŗż. ļ│Ė ļģ╝ļ¼ĖņŚÉņä£ļŖö ņŚ┤ņśüĒ¢źļČĆņŚÉ ņśżņŖżĒģīļéśņØ┤ĒŖĖ ļśÉļŖö ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļ¦ī ņĪ┤ņ×¼ĒĢ£ļŗżĻ│Ā Ļ░ĆņĀĢĒĢśņśĆņ£╝ļ»ĆļĪ£ XF-Pļź╝ 0ņ£╝ļĪ£ Ļ░ĆņĀĢĒĢ£ļŗż.
3.1.2 ņŚ┤ņśüĒ¢źļČĆ ĒśĢņāüņŚÉ ļö░ļźĖ Ļ░Ćņāüņś©ļÅä
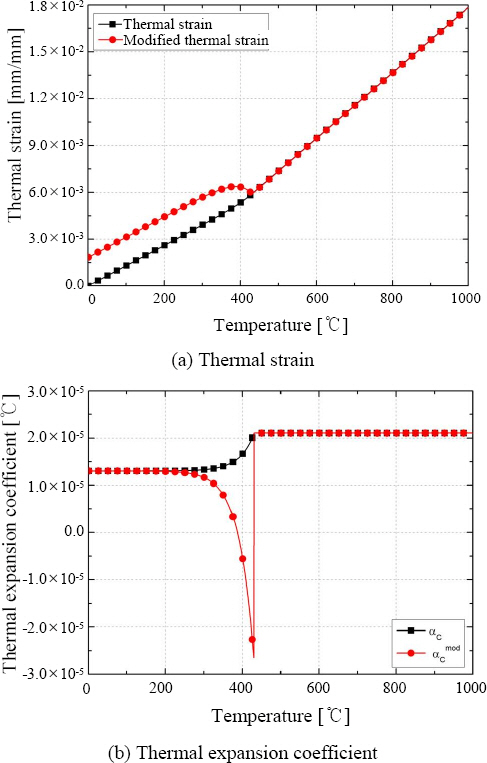
ļāēĻ░üĻ│╝ņĀĢņŚÉņä£ ņāüļ│ĆĒā£ ļ│ĆĒśĢļźĀņØĆ ņāüļ│ĆĒā£ņŚÉ ņØśĒĢ£ ļČĆĒö╝ ĒīĮņ░Įņ£╝ļĪ£ ņØĖĒĢ┤ ļ░£ņāØĒĢ£ļŗż. ļĢīļ¼ĖņŚÉ Ļ░ü ņś©ļÅäņŚÉ ļö░ļźĖ ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖņØś ļČäņ£©Ļ│╝ ņśżņŖżĒģīļéśņØ┤ĒŖĖĻ░Ć ļ¦łļź┤ĒģÉņé¼ņØ┤ĒŖĖļĪ£ ļ│ĆĒā£ĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ ļČĆĒö╝ ĒīĮņ░ĮļźĀņØś Ļ│▒ņ£╝ļĪ£ ļéśĒāĆļé╝ ņłś ņ׳ļŗż. ņØ┤ Ļ░ÆņŚÉ ņŚ┤ĒīĮņ░ĮĻ│äņłśļź╝ ņĀüļČäĒĢ£ ņŚ┤ļ│ĆĒśĢļźĀņØä ļŹöĒĢ┤ņŻ╝ļ®┤ ņŗØ(8)Ļ│╝ Ļ░ÖņØ┤ ņłśņĀĢļÉ£ ņŚ┤ļ│ĆĒśĢļźĀņØä Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. ļśÉĒĢ£ Ļ│äņé░ļÉ£ ņŚ┤ļ│ĆĒśĢļźĀņØä ļ»ĖļČäĒĢśļ®┤ ņś©ļÅäņŚÉ ļö░ļźĖ ņŚ┤ĒīĮņ░Į Ļ│äņłśļź╝ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. ņØ┤ļź╝ Fig. 2ņŚÉ ļéśĒāĆļāłļŗż.
3.2 ņŚ┤ņśüĒ¢źļČĆ ĒśĢņāüņŚÉ ļö░ļźĖ Ļ░Ćņāü ņś©ļÅä
ņŚ┤ņśüĒ¢źļČĆļŖö ņ×äĻ│äņś©ļÅä(TC)ņØ┤ņāüņØś ņśüņŚŁņØä ļéśĒāĆļé┤ļ®░ ņØ╝ļ░śņĀüņ£╝ļĪ£ ļ░ś ĒāĆņøÉĒśĢņāüņ£╝ļĪ£ ņĀĢņØśĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī ĒīÉņØä ņ▓£ņ▓£Ē׳ Ļ╣ŖĻ▓ī Ļ░ĆņŚ┤ĒĢĀņłśļĪØ ņŚŁņé╝Ļ░üĒśĢ Ļ╝┤ļĪ£ ļéśĒāĆļéśļŖö Ļ▓ĮĒ¢źņØ┤ ņ׳ņ¢┤ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŚ┤ņśüĒ¢źļČĆļź╝ ņé¼ļŗżļ”¼Ļ╝┤ ĒśĢņāüņ£╝ļĪ£ ņĀĢņØśĒĢśņśĆļŗż. ņØ┤ļź╝ Fig. 3ņŚÉ ļéśĒāĆļé┤ņŚłļŗż. ĒīÉņØś Ļ╣ŖņØ┤ņŚÉ ļö░ļźĖ ņŚ┤ņśüĒ¢źļČĆ ĒÅŁņØś Ļ░ÆņØś ņŗØ(9)ņÖĆ Ļ░Öļŗż
ņŗØ(3)Ļ│╝ ņŗØ(9)ļź╝ ņØ┤ņÜ®ĒĢśļ®┤ Ļ░ĆņŚ┤ņŚÉ ņØśĒĢ£ ņ×öļźśļ│ĆĒśĢņØä ļ¬©ņé¼ĒĢĀ ņłś ņ׳ļŖö ļō▒Ļ░ĆņØś Ļ░Ćņāüņś©ļÅäļź╝ Ļ│äņé░ĒĢĀ ņłś ņ׳ļŗż. Fig. 4ņÖĆ Ļ░ÖņØ┤ ņēś ņÜöņåīņØś Ēü¼ĻĖ░ļŖö ņŚ┤ņśüĒ¢źļČĆ ņĄ£ļīĆ ĒÅŁĻ│╝ ļÅÖņØ╝ĒĢśļ®░, Ļ░ĆņŚ┤ņäĀņØ┤ ĒĢśļéśņØĖ Ļ▓ĮņÜ░ Ļ░ĆņŚ┤ņäĀņØ┤ ņ¦ĆļéśĻ░ĆļŖö ņĀłņĀÉņŚÉļ¦ī Ļ│äņé░ĒĢ£ ņāüļČĆ/ĒĢśļČĆ ņś©ļÅäļź╝ ņ×ģļĀźĒĢśĻ│Ā ņØ┤ņÖĖņØś ņĀłņĀÉņŚÉļŖö ņśüņØä ņ×ģļĀźĒĢ┤ņĢ╝ĒĢ£ļŗż. ĒĢśņ¦Ćļ¦ī Ļ░ĆņŚ┤ņäĀņØś Ļ░£ņłśĻ░Ć ņ”ØĻ░ĆĒĢśĻ│Ā, ņä£ļĪ£ Ļ▓╣ņ╣śĻ▓ī ļÉśļ®┤ ĻĘĀņØ╝ĒĢ£ ĒÅŁņØä Ļ░¢ļŖö ņÜöņåīļź╝ ņāØņä▒ĒĢśĻĖ░ ļČłĻ░ĆļŖźĒĢśļŗż. ņØ┤ļ¤¼ĒĢ£ ņØ┤ņ£Ā ļĢīļ¼ĖņŚÉ ļČłĻĘ£ņ╣ÖĒĢśĻ▓ī ļ¦īļōżņ¢┤ņ¦ä ņÜöņåīņØś ņĀłņĀÉņŚÉ ļīĆĒĢ┤ ņČöĻ░ĆņĀüņØĖ Ļ░Ćņāüņś©ļÅä Ļ│äņé░ņØ┤ ĒĢäņÜöĒĢśļŗż. ņØ┤ļŖö ļŗ©ņØ╝ Ļ░ĆņŚ┤ņäĀņŚÉ ņØśĒĢ£ ļ│ĆĒśĢņØä ļ╣äĻĄÉĒĢśņŚ¼ ņēś ņÜöņåīņØś Ēü¼ĻĖ░Ļ░Ć Ļ░Öņ¦Ć ņĢŖņĢäļÅä ņś©ļÅäņןļ¦ī ļÅÖņØ╝ĒĢśĻ▓ī ņĀüņÜ®ĒĢ£ļŗżļ®┤ ļ│ĆĒśĢ Ļ▓░Ļ│╝Ļ░Ć Ļ░ÖļŗżļŖö ņé¼ņŗżņØä ņØ┤ņÜ®ĒĢśņśĆļŗż. ļ©╝ņĀĆ Ļ░ĆņŚ┤ņäĀņØ┤ ņ¦ĆļéśĻ░ĆļŖö ņ×Éļ”¼ņŚÉ ņĀłņĀÉņØ┤ ņ£äņ╣śĒĢśĻ▓ī ĒĢ£ ļÆż, ņØ┤ņÖĖņØś ņÜöņåīļŖö ņ£ĀĒĢ£ņÜöņåī ĒöäļĪ£ĻĘĖļש ļé┤ ņ×ÉļÅÖ ņÜöņåī ĻĖ░ļŖźņØä ņé¼ņÜ®ĒĢśņśĆļŗż. ņØ┤ļĀćĻ▓ī ņāØņä▒ļÉ£ ņĀłņĀÉ ņżæ Ļ░ĆņŚ┤ņäĀņ£╝ļĪ£ļČĆĒä░ Ļ▒░ļ”¼Ļ░Ć ņŚ┤ņśüĒ¢źļČĆ ĒÅŁ ļ│┤ļŗż ņ×æņØĆ ņĀłņĀÉļ¦ī Ļ░ĆļĀżļé┤ņ¢┤ Ļ░ü ņĀłņĀÉņŚÉ ĒĢ┤ļŗ╣ĒĢśļŖö ņś©ļÅäļź╝ Ļ│äņé░ĒĢ£ Ēøä ņĀüņÜ®ĒĢśņśĆļŗż. ņØ┤ Ļ│äņé░Ļ│╝ņĀĢņØĆ Fig. 5ņŚÉ ļéśĒāĆļéśņ׳ņ£╝ļ®░ ņŗØ(10)ņØĆ ņ×äņØśņØś ņĀłņĀÉ(k)ņŚÉ ņĀüņÜ®ĒĢĀ Ļ░Ćņāü ņś©ļÅäļź╝ Ļ│äņé░ĒĢśļŖö ņŗØņØ┤ļŗż.
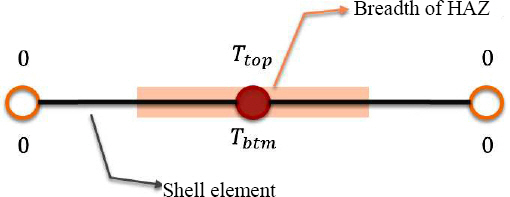
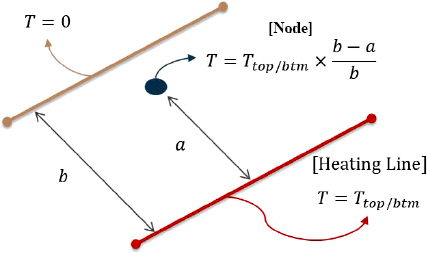
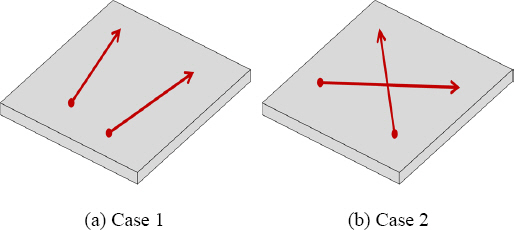
Ļ░ĆņŚ┤ņäĀ ņŻ╝ņ£äņŚÉ ņĀüņÜ®ļÉśļŖö Ļ░Ćņāüņś©ļÅäņןņØ┤ ņäĀĒśĢņĀüņ×äņØä ņØ┤ņÜ®ĒĢśņśĆņ£╝ļ®░bļŖö ņŚ┤ņśüĒ¢źļČĆņØś ĒÅŁ,aļŖö Ļ░ĆņŚ┤ņäĀņ£╝ļĪ£ļČĆĒä░ ņ¦üņäĀĻ▒░ļ”¼ļź╝ ļ£╗ĒĢ£ļŗż. ļśÉĒĢ£ Ļ░ĆņŚ┤ņäĀņØ┤ ĻĄÉņ░©ĒĢśļŖö ņ¦ĆņĀÉņŚÉ ņĪ┤ņ×¼ĒĢśļŖö ņĀłņĀÉņØĆ Ļ░ü Ļ░ĆņŚ┤ņäĀņŚÉ ļīĆĒĢ┤ Ļ│äņé░ĒĢ£ Ļ░Ćņāü ņś©ļÅäļź╝ ņäĀĒśĢņĀüņ£╝ļĪ£ ĒĢ®ĒĢśņŚ¼ ņé¼ņÜ®ĒĢśņśĆļŗż. ĻĘĖļ¤¼ļ»ĆļĪ£ Ļ░ĆņŚ┤ņäĀņØ┤ ļæÉ ļ▓ł ņ¦ĆļéśĻ░ĆļŖö Ļ││ņŚÉ ņ£äņ╣śĒĢ£ ņĀłņĀÉņØĆ ņĄ£ņóģņĀüņ£╝ļĪ£ Ļ░üĻ░ü ņāüļČĆ, ĒĢśļČĆ ņś©ļÅäļĪ£ņŹ© ņŗØ(3) Ļ│äņé░ Ļ▓░Ļ│╝ņØś 2ļ░░ Ļ░ÆņØĖ 2Ttop, 2TbtmņØä ņĀüņÜ®ĒĢśņśĆļŗż.
4. ļ│ĆĒśĢ ņśłņĖĪ Ļ▓░Ļ│╝ ļ░Å ļ╣äĻĄÉ
4.1 ĒĢ┤ņäØ ļ¬©ļŹĖ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļæÉ Ļ░Ćņ¦Ć Ļ▓ĮņÜ░ņŚÉ ļīĆĒĢ£ ņŚ┤ ļ│ĆĒśĢ ņśłņĖĪņØä ņłśĒ¢ēĒ¢łļŗż. Ļ░ĆņŚ┤ņäĀ Ļ▓ĮļĪ£ļź╝ Fig. 6ņŚÉ ļéśĒāĆļé┤ņŚłņ£╝ļ®░, ĒīÉņØś Ēü¼ĻĖ░ļŖö ļæÉ Ļ░Ćņ¦Ć Ļ▓ĮņÜ░ ļ¬©ļæÉ ļÅÖņØ╝ĒĢśĻ▓ī650├Ś600├Ś20 mmņØ┤ļ®░, ņŚ┤ņøÉ ļ¬©ļŹĖņØĆ Ļ░ĆņÜ░ņŗ£ņĢł(Gaussian) ņŚ┤ņ£ĀņåŹ(heat flux) ļČäĒżļĪ£ Ļ░ĆņĀĢĒĢśņśĆļŗż. ņĄ£ļīĆ ņŚ┤ņ£ĀņåŹņØĆ 2.5W/mm2, ņŚ┤ņøÉ ļ░śĻ▓ĮņØĆ 30mmņ£╝ļĪ£ Ļ░ĆņĀĢĒĢśņśĆļŗż. ĻĘĖļ”¼Ļ│Ā ņŚ┤ņøÉņØś ņØ┤ļÅÖ ņåŹļÅäļŖö 1.5mm/secļĪ£ Ļ░ĆņĀĢĒĢśņśĆļŗż.
4.2 ņłśņ¦ü ļ│ĆĒśĢļ¤ē ļ╣äĻĄÉ
ņåöļ”¼ļō£ ņÜöņåīļź╝ ņØ┤ņÜ®ĒĢ£ ņŚ┤Ēāäņåīņä▒ ĒĢ┤ņäØ Ļ▓░Ļ│╝ņÖĆ ņēś ņÜöņåīļź╝ ņØ┤ņÜ®ĒĢ£ ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓ĢņØś ņśłņĖĪ Ļ▓░Ļ│╝ļź╝ 3ņ░©ņøÉ ĒśĢņāüļĪ£ Fig. 7ņŚÉ ļéśĒāĆļāłļŗż. ļśÉĒĢ£ ņśłņĖĪ Ļ▓░Ļ│╝ņØś ņĄ£ļīĆ ļ│ĆĒśĢļ¤ē ņłśņ╣śņÖĆ ĒĢ┤ņäØ ņŗ£Ļ░äņØś ņ░©ņØ┤ļź╝ Table 2ņŚÉ ņĀĢļ”¼ĒĢśņśĆļŗż. ĒĢ┤ņäØņØä ņłśĒ¢ēĒĢ£ ļæÉ Ļ░Ćņ¦Ć Ļ▓ĮņÜ░ ļ¬©ļæÉ 5% ļé┤ņÖĖņØś ņśżņ░©ļź╝ ļ│┤ņśĆļŗż. ĒĢ┤ņäØņŗ£Ļ░äņØĆ ņĢĮ 3,000ļ░░ ļŗ©ņČĢļÉ£ Ļ▓░Ļ│╝ļź╝ ņ¢╗ņØä ņłś ņ׳ņŚłļŗż.

5. Ļ▓░ ļĪĀ
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŚ┤ļ│ĆĒśĢļźĀ ĻĖ░ļ░śņØś ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓ĢņØä ņØ┤ņÜ®ĒĢśņŚ¼ ņäĀņāüĻ░ĆņŚ┤ņŚÉ ņØśĒĢ£ ĒøäĒīÉņØś ļ│ĆĒśĢņØä ņśłņĖĪĒĢśņśĆļŗż. ņ£ĀĒĢ£ņÜöņåī ĒĢ┤ņäØņØä ļŗ©ņł£ĒÖöĒĢśļŖö Ļ│╝ņĀĢņŚÉņä£ ņśłņĖĪ ņĀĢĒÖĢļÅäļź╝ ļåÆņØ┤ĻĖ░ ņ£äĒĢ┤ ņāüļ│ĆĒā£ļź╝ ĒżĒĢ©ĒĢśļŖö ņŚ┤ļ│ĆĒśĢļźĀņØä ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░, ņ×¼ļŻī ņä▒ļČäņØś ļö░ļźĖ ņ░©ņØ┤ļź╝ ļ│ĆĒśĢ ņśłņĖĪņŚÉ ļ░śņśüĒĢśņśĆļŗż. Ļ░ĆņŚ┤ņäĀņØä ņżæņŗ¼ņ£╝ļĪ£ ļ╣äĻĘĀņØ╝ ņÜöņåīņŚÉ Ļ░Ćņāü ņś©ļÅäņןņØä ļČĆņŚ¼ĒĢśņŚ¼ ļō▒Ļ░Ć ņŚ┤ĒĢśņżæņØä ļ░śņśüĒĢśņśĆļŗż. 3ņ░©ņøÉ ņŚ┤Ēāäņåīņä▒ ļ│ĆĒśĢ ĒĢ┤ņäØĻ│╝ ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓ĢņØä ņØ┤ņÜ®ĒĢ£ ļ│ĆĒśĢ ņśłņĖĪ Ļ▓░Ļ│╝ņŚÉņä£ ņĄ£ļīĆ ļ│ĆĒśĢļ¤ēĻ│╝ ĒĢ┤ņäØņŗ£Ļ░äņØä ļ╣äĻĄÉĒĢ©ņ£╝ļĪ£ņŹ© ņŚ┤ļ│ĆĒśĢļźĀ ĻĖ░ļ░śņØś ļ│ĆĒśĢļźĀ Ļ▓ĮĻ│äļ▓ĢņØ┤ 3ņ░©ņøÉ ņŚ┤Ēāäņåīņä▒ ĒĢ┤ņäØņŚÉ ĻĘ╝ņĀæĒĢśļŖö ņĀĢĒÖĢĒĢ£ ņśłņĖĪņØ┤ Ļ░ĆļŖźĒĢśļ®░, ņśłņĖĪ ņŗ£Ļ░äņØ┤ ņŗĀņåŹĒĢ©ņØä Ļ▓Ćņ”ØĒĢśņśĆļŗż. ņČöĒøäņŚÉ ņŗżņĀ£ ņŗżĒŚśņØä ĒåĄĒĢ┤ ņśłņĖĪ ļ░®ļ▓ĢņØä ņĀüņÜ®ĒĢśĻ│Ā ļ╣äĻĄÉĒĢśļŖö ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢĀ ņśłņĀĢņØ┤ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



