


1. ņä£ ļĪĀ
ĒĢ┤ņ¢æņłśņé░ļČĆ ĒåĄĻ│äņ×ÉļŻīņŚÉ ļö░ļź┤ļ®┤ 2019ļģä ĻĄŁļé┤ ļō▒ļĪØ ņ¢┤ņäĀ Ļ░ĆņÜ┤ļŹ░ 95%ņØĖ 6ļ¦ī 3ņ▓£ļīĆĻ░Ć FRP(ņä¼ņ£ĀĻ░ĢĒÖöĒöīļØ╝ņŖżĒŗ▒)ņäĀļ░ĢņØ┤ļŗż. ļ¬®ņäĀņØ┤ ļīĆļČĆļČäņØ┤ņŚłļŹś ņŗ£ņĀł, ņŗ╝ Ļ░ĆĻ▓®ņŚÉ Ļ░Ćļ│ŹĻ│Ā Ļ░ĆĻ│Ąņä▒ņØ┤ ņóŗņĢä 1970ļģäļīĆ Ēøäļ░śļČĆĒä░ 1980ļģäļīĆ ņ┤łņŚÉ ņĢ×ļŗżĒēł ļÅäņ×ģļÉ£ FRP ņäĀļ░ĢņØĆ 2020ļģäļīĆ Ēśäņ×¼, ĒĢ┤ņ¢æ ļ»ĖņäĖ ĒöīļØ╝ņŖżĒŗ▒ņØś ņŻ╝ļ▓öņ£╝ļĪ£ Ļ╝ĮĒ׳Ļ│Ā ņ׳ļŗż. FRP ņäĀļ░ĢņØĆ ņÖĖļČĆ ņČ®Ļ▓®ņ£╝ļĪ£ļČĆĒä░ ņĘ©ņĢĮĒĢśĻ│Ā, ņ×¼ĒÖ£ņÜ®ņØ┤ ņ¢┤ļĀżņÜ░ļ®░, Ļ▒┤ņĪ░ļČĆĒä░ ĒÅÉĻĖ░Ļ╣īņ¦Ć ĒÖśĻ▓ĮņśżņŚ╝ņØä ņ£Āļ░£ĒĢśļŖö ļ¼ĖņĀ£Ļ░Ć ņĪ┤ņ×¼ĒĢ£ļŗż. FRP ņäĀļ░ĢņØś Ļ▒┤ņĪ░ Ļ│╝ņĀĢņØś ĻĘĖļØ╝ņØĖļö® ņ×æņŚģ ņŗ£ ļŗżļ¤ēņØś FRP Ļ░ĆļŻ©Ļ░Ć ļ░£ņāØĒĢśļŖöļŹ░, ņ¦æņ¦ä ņŗ£ņäżņØä Ļ░¢ņČś ļ░ĆĒÅÉņŗØ ņŗ£ņäżņŚÉņä£ Ļ▒┤ņĪ░ĒĢśļŖö ņ£Āļ¤ĮĻ│╝ ļŗ¼ļ”¼ ņÜ░ļ”¼ļéśļØ╝ ņĪ░ņäĀņåīņØś ļīĆļČĆļČäņØĆ ĻĘĖļ¤¼ĒĢ£ ņŗ£ņäżņØä Ļ░¢ņČöņ¦Ć ļ¬╗ĒĢśĻ│Ā ņ׳ļŗż. FRP Ļ░ĆļŻ©Ļ░Ć ļ░öļŗżņŚÉ ņ£Āņ×ģļÉĀ Ļ▓ĮņÜ░ ņ¢┤ļźśĻ░Ć ļ©╣Ļ│Ā ļ»ĖņäĖĒöīļØ╝ņŖżĒŗ▒ņ▓śļ¤╝ ļ¬ĖņŚÉ ņČĢņĀüļÉ£ļŗż1).
ļśÉĒĢ£ Ļ░Ćņן ļ¼ĖņĀ£Ļ░Ć ļÉśļŖö ņĀÉņØĆ ļģĖĒøäļÉ£ FRP ņäĀļ░ĢņØś ņ▓śļ”¼ ļ¼ĖņĀ£ņØ┤ļŗż. FRP ņåīņ×¼ ņäĀļ░ĢņØś Ļ▓ĮņÜ░ ĒÅÉņäĀ ņ▓śļ”¼ļ╣äņÜ®ņØ┤ ņłśļ░▒ļ¦ī ņøÉņŚÉņä£ ņłśņ▓£ļ¦ī ņøÉĻ╣īņ¦Ć ņåīņÜöļÉśļ®░, ņ×¼ĒÖ£ņÜ®ņØ┤ ļČłĻ░ĆļŖźĒĢ£ ĒÅÉĻĖ░ļ¼╝ņØ┤ļŗż. ĒĢ┤ņĢłĻ░ĆņŚÉ ļ▓äļĀżņ¦ä FRP ņåīņ×¼ ĒÅÉņäĀņŚÉņä£ Ļ╣©ņ¦ä ĒöīļØ╝ņŖżĒŗ▒ ņĪ░Ļ░üļōżņØ┤ ļ░öļŗżļĪ£ ĒØśļ¤¼ ļōżņ¢┤Ļ░Ć ĒĢ┤ņ¢æņśżņŚ╝ņØä ņØ╝ņ£╝Ēéżļ®░, ņŚ░ņĢłņØ┤ļéś ĒĢŁļ¦īņŚÉ ļ░®ņ╣śļÉ£ ĒÅÉ FRP ņäĀļ░ĢņØä ņ¦Ćļ░®ņ×Éņ╣śļŗ©ņ▓┤Ļ░Ć ņśłņé░ņØä ļōżņŚ¼ ņ▓śļ”¼ĒĢśļŖö ņØ╝ņØ┤ ļ░śļ│ĄļÉśĻ│Ā ņ׳ļŖö Ļ▓āņ£╝ļĪ£ ņĪ░ņé¼ ļÉśņŚłļŗż. ņĢīļŻ©ļ»ĖļŖä ņåīņ×¼ ņäĀļ░ĢņØĆ FRPņÖĆ ļŗ¼ļ”¼ ņ×¼ĒÖ£ņÜ®ņØ┤ Ļ░ĆļŖźĒĢ£ ņ╣£ĒÖśĻ▓Į ņåīņ×¼ņØ┤ņ¦Ćļ¦ī, FRP ņäĀļ░Ģ ļīĆļ╣ä ļåÆņØĆ ņ┤łĻĖ░ Ļ▒┤ņĪ░ ļ╣äņÜ®ņØ┤ ļō£ļŖö Ļ▓āņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż2).
2020ļģäļīĆņŚÉ ņØ┤ļź╝ļ¤¼ HDPE(Ļ│Āļ░ĆļÅä ĒÅ┤ļ”¼ņŚÉĒŗĖļĀī) ņ╣£ĒÖśĻ▓Į ņåīĒśĢ ņäĀļ░Ģ ņŚ░ĻĄ¼ Ļ░£ļ░£ņŚÉ ļīĆĒĢ£ Ļ┤Ćņŗ¼ ĻĖēņ”ØĒĢśĻ│Ā ņ׳ļŗż. HDPE ņåīņ×¼ļŖö ņ×¼ĒÖ£ņÜ®ņØ┤ Ļ░ĆļŖźĒĢ£ ņ╣£ĒÖśĻ▓Į ņåīņ×¼ņØ╝ ļ┐Éļ¦ī ņĢäļŗłļØ╝, ņåīņ×¼ņØś ņāØņé░ Ļ│╝ņĀĢņŚÉņä£ļÅä Ēāäņåīļ░░ņČ£ļ¤ēņØ┤ ņĀüņØĆ ņ╣£ĒÖśĻ▓Į ņåīņ×¼ņØ┤ļ®░, ļśÉĒĢ£ ļé┤ņČ®Ļ▓®ņä▒Ļ│╝ ļé┤ļČĆņŗØņä▒ņØ┤ ņÜ░ņłśĒĢśļ®░ ņĢīļŻ©ļ»ĖļŖä ņäĀļ░Ģ ļīĆļ╣ä ņ×ÉĻ░Ć ņłśļ”¼Ļ░Ć ņÜ®ņØ┤ĒĢśļ®░ 100% ĻĄŁļé┤ Ļ░ĆĻ│Ą ņāØņé░ņ£╝ļĪ£ ņ¢┤ņäĀ Ļ▒┤ņĪ░Ļ░Ć Ļ░ĆļŖźĒĢśļŗżļŖö ņןņĀÉņØ┤ ņĪ┤ņ×¼ĒĢ£ļŗż3). HDPEņØś ņןņĀÉ ļĢīļ¼ĖņŚÉ ĻĄŁļé┤ņŚÉņä£ļÅä HDPE ĒÖ£ņÜ®ĒĢ£ ņ¢┤ņäĀņØś Ļ░£ļ░£┬Ęļ│┤ĻĖēņØ┤ Ļ░ĆļŖźĒåĀļĪØ HDPE ņ¢┤ņäĀ ĻĄ¼ņĪ░ĻĖ░ņżĆņØś Ļ░£ļ░£Ļ│╝ ņŗ£ņĀ£ņäĀ Ļ▒┤ņĪ░ ļō▒ņŚÉ ļīĆĒĢ£ ļŗżņ¢æĒĢ£ ĻĖ░ņ┤ł ņŚ░ĻĄ¼ļōżņØ┤ 2020ļģäļīĆļź╝ ĻĖ░ņĀÉņ£╝ļĪ£ ņłśĒ¢ēļÉśĻ│Ā ņ׳ļŗż. ņĄ£ĻĘ╝ ņŚ░ĻĄ¼Ļ░£ļ░£ ļ¬®ņĀüņ£╝ļĪ£ ņŗ£ņĀ£ņäĀņØ┤ Ļ░£ļ░£ļÉśņ¢┤ ņŗ£ņÜ┤ņĀäĻ╣īņ¦Ć ņä▒Ļ│ĄņĀüņ£╝ļĪ£ ļ¦łņ│É, HDPE ņåīĒśĢ ņ¢┤ņäĀņØś ĒÖ£ņÜ® Ļ░ĆļŖźņä▒ņŚÉ ļīĆĒĢ┤ņä£ Ļ▓Ćņ”ØļÉśņŚłņ£╝ļéś, Ēśäņ×¼Ļ╣īņ¦Ć HDPE ņåīĒśĢ ņ¢┤ņäĀ Ļ░£ļ░£ņŚÉņä£ ļō£ļ¤¼ļé£ ļ¼ĖņĀ£ņĀÉņØĆ HDPE ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ļåÆņØĆ ņŚ┤ļ│ĆĒśĢĻ│╝ ņØ┤ņŚÉ ļīĆĒĢ£ Ļ┤Ćļ”¼ ĻĖ░ņżĆņØś ļČĆņ×¼Ļ░Ć ņ׳ļŗż4).
ņäĀļ░Ģ Ļ▒┤ņĪ░ Ļ│ĄņĀĢņØĆ ņĀłļŗ©, Ļ░ĆĻ│Ą, ņÜ®ņĀæ, ņĪ░ļ”Į ļ░Å ņØśņןĒÆł Ēāæņ×¼, ņŗ£ņÜ┤ņĀä ņä▒ļŖź Ļ▓Ćņ”Ø Ēøä ņäĀņŻ╝ņŚÉĻ▓ī ņØĖļÅäļÉśļŖö Ļ│ĄņĀĢņØ┤ļŗż. ņäĀļ░ĢņØś Ļ▒┤ņĪ░ Ļ│ĄņĀĢ ĒŖ╣ņä▒ ņāü, Ļ░ü ļČĆņ×¼ņØś ņäżĻ│äļÉ£ ņ╣śņłśņÖĆ ņŗżņĀ£ ņĀ£ņ×æ ņ╣śņłś Ļ░äņØś ņ╣śņłś ņśżņ░©ļź╝ Ļ┤Ćļ”¼ĒĢśļŖö Ļ▓āņØĆ ņāØņé░ņŚÉ ņ׳ņ¢┤ņä£ ļ¦żņÜ░ ņżæņÜöĒĢ£ ņØ┤ņŖłņØ┤ļŗż. ņØ┤ļ¤¼ĒĢ£ ņäĀļ░Ģ Ļ│ĄņĀĢ Ļ│╝ņĀĢ ņżæ ņ╣śņłś ņśżņ░©ļź╝ ņØ╝ņ£╝ĒéżļŖö ņøÉņØĖ ņżæņŚÉ ĒĢśļéśļŖö ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ņŚ┤ ļ│ĆĒśĢņØ┤ļŗż. ĻĄŁļČĆņĀüņØĖ ņŚ┤ņøÉņŚÉ ņØśĒĢśņŚ¼ ņÜ®ņĀæ ļČĆņ£ä ņØĖĻĘ╝ņŚÉ ņłśņČĢ ļ│ĆĒśĢņØ┤ ņāØĻĖ░Ļ│Ā, ņØ┤ļ¤¼ĒĢ£ ļ│ĆĒśĢņØ┤ ņĪ░ļ”Į Ļ│╝ņĀĢņŚÉņä£ ļłäņĀüļÉśļ®┤ ļŗżņØī ļČĆņ×¼ ņĪ░ļ”Į Ļ│╝ņĀĢņŚÉņä£ ņĪ░ļ”ĮņØ┤ ļČłĻ░Ć ĒĢśĻ▒░ļéś ļäłļ¼┤ Ēü░ ļŗ©ņ░©ļĪ£ ņØĖĒĢśņŚ¼ ņĀæĒĢ®ņØ┤ ļČłĻ░ĆļŖźĒĢśĻ▓ī ļÉśļŖö ļō▒ņØś ļ¼ĖņĀ£ņĀÉņØ┤ ļ░£ņāØĒĢ£ļŗż. ņŚ┤ ļ│ĆĒśĢņŚÉ ņØśĒĢ┤ ņäĀņ▓┤ ņÖĖĒīÉ ļ░Å ĻĄ¼ņĪ░ ļČĆņ×¼ Ļ░äņØś ĒÄĖņ░©Ļ░Ć ļ░£ņāØĒĢśĻ│Ā ņØ┤ļŖö ĒÅ┤ļ”¼ņŚÉĒŗĖļĀī ņäĀļ░Ģ Ļ▒┤ņĪ░ņØś ņĪ░ļ”Į ņŗ£Ļ░äĻ│╝ ņ×æņŚģļé£ņØ┤ļÅäļź╝ ņ¢┤ļĀĄĻ▓ī ļ¦īļō£ļŖö ņŻ╝ņÜöĒĢ£ ļ¼ĖņĀ£ņØ┤ļŗż. ĻĘĖļ¤¼ļéś ĻĄŁļé┤ HDPE ņ¢┤ņäĀ Ļ▒┤ņĪ░ņŚÉ Ļ┤ĆĒĢ£ ņŚ░ĻĄ¼ļŖö Ēśäņ×¼ ņ┤łĻĖ░ ļŗ©Ļ│äņØ┤ļ»ĆļĪ£, ņ¢┤ņäĀ Ļ▒┤ņĪ░ ĻĖ░ņłĀ Ļ┤ĆņĀÉņŚÉņä£ HDPE ņÜ®ņĀæ ļ│ĆĒśĢ Ļ┤Ćļ”¼ ļ░Å ņĀ£ņ¢┤ņŚÉ ļīĆĒĢ£ ĻĖ░ņ┤ł ņŚ░ĻĄ¼Ļ░Ć Ēśäņ×¼ ņĀäļ¼┤ĒĢ£ ņāüĒÖ®ņØ┤ļŗż.
ļ░śļ®┤, ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĪ░ņäĀņŚÉ ņé¼ņÜ®ļÉśļŖö Ļ░Ģņ×¼ņØś ņÜ®ņĀæ ļ│ĆĒśĢņŚÉ ļīĆĒĢ£ ņŗżĒŚśņĀü, Ļ▓ĮĒŚśņĀü ĻĘĖļ”¼Ļ│Ā ņ╗┤Ēō©Ēä░ ņŗ£ļ«¼ļĀłņØ┤ņģśņØä ĒÖ£ņÜ®ĒĢ£ ņŚ░ĻĄ¼ļŖö 1990ļģäļīĆļČĆĒä░ ĒÖ£ļ░£ĒĢśĻ▓ī ņ¦äĒ¢ēļÉśņ¢┤ņÖöļŗż5,6). ĒīÉņ×¼ ņÜ®ņĀæ ņŗ£, ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļö░ļźĖ ļŗ©ņ£ä ņŗ£ĒÄĖ ņŗżĒŚś ņ¦äĒ¢ēņØä ĒåĄĒĢ┤ ņÜ®ņĀæ ļ│ĆĒśĢ ļ░£ņāØ ĻĖ░ĻĄ¼ņÖĆ ļ│ĆĒśĢ ņĀĢļÅäņŚÉ ļīĆĒĢ£ ņŗżĒŚśņĀü ņŚ░ĻĄ¼ņŚÉņä£ļČĆĒä░ ļīĆĒśĢ ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ ļ│ĆĒśĢ ņśłņĖĪņŚÉ ņĀüĒĢ®ĒĢ£ ļŗżņ¢æĒĢ£ ņłśņ╣śņĀü ņĀæĻĘ╝Ļ╣īņ¦Ć Ļ░£ļ░£ļÉśņ¢┤ ņĪ░ņäĀņŚģ ļō▒ņŚÉņä£ ņāØņé░ ņäżĻ│äņŚÉ ĒÖ£ņÜ®ļÉśĻ│Ā ņ׳ļŗż.
ĻĘĖļ¤¼ļéś, HDPE ĒīÉņ×¼ ņÜ®ņĀæņŚÉņä£ ļ░£ņāØĒĢśļŖö ņÜ®ņĀæ ļ│ĆĒśĢņŚÉ ļīĆĒĢ£ ņŚ░ĻĄ¼ ņé¼ļĪĆĻ░Ć ņŚåļŗż. HDPE ņ¢┤ņäĀ ņäżĻ│ä ļ░Å ņ×¼ļŻī ņŗ£ĒŚś Ļ┤ĆļĀ©ĒĢ£ ņŚ░ĻĄ¼ ņé¼ļĪĆ7-9)ļŖö ņĪ┤ņ×¼ĒĢśļéś, HDPE ĒīÉņ×¼ ņÜ®ņĀæ ņŗ£, ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢņŚÉ ļīĆĒĢ┤ņä£ ņĀĢņä▒ņĀü ļ░Å ņĀĢļ¤ēņĀü ļČäņäØņØä ņłśĒ¢ēĒĢ£ ņé¼ļĪĆĻ░Ć ņĀäļ¼┤ĒĢśļŗż. ļö░ļØ╝ņä£, ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņ¢æļ®┤ ĒĢäļĀø ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņŚÉ ĒĢ£ņĀĢĒĢśņŚ¼, HDPE ņÜ®ņĀæ ņŗ£ĒÄĖņØä ņĀ£ņ×æ ļ░Å ļ░£ņāØĒĢśļŖö ļ®┤ņÖĖ ļ│ĆĒśĢņŚÉ ļīĆĒĢ£ ļČäņäØ ļ░Å ļæÉĻ╗śņŚÉ ļö░ļźĖ ļ│ĆĒśĢ ĒśĢĒā£ ļ░Å ļ│ĆĒśĢ ņĀĢļÅäļź╝ ļ╣äĻĄÉĒĢśņŚ¼ Ļ│Āņ░░ĒĢśņśĆļŗż.
2. ņŗżĒŚś ņ×¼ļŻī ļ░Å ĻĄ¼ņä▒
2.1 ņŗżĒŚś ņ×¼ļŻī
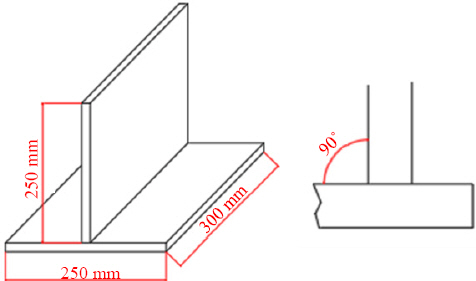
ļ│Ė ņŗżĒŚś ņŚ░ĻĄ¼ņŚÉņä£ ņ¢æļ®┤ ĒĢäļĀø ņÜ®ņĀæ ņŗ£ĒÄĖ ņĀ£ņ×æņØä ņ£äĒĢ┤ ļ¬©ņ×¼ļŖö 250├Ś300 (mm) ņØś HDPE ļ¬©ņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░ ļæÉĻ╗śļŖö 8 mmņÖĆ 12 mmļĪ£ 2Ļ░Ćņ¦Ćļź╝ Ļ│ĀļĀżĒĢśņśĆļŗż (Fig. 1). ņÜ®Ļ░Ćņ×¼ļŖö ņ¦üĻ▓Į 4 mmņØś PE100 Ļ│äņŚ┤ ņÜ®Ļ░Ćņ×¼ļź╝ ņé¼ņÜ®ĒĢśņśĆņ£╝ļ®░ Table 1ņŚÉņä£ļŖö ņé¼ņÜ®ļÉ£ ļ¬©ņ×¼ņØś ņ×¼ļŻī ļ¼╝ņä▒ņ╣śļź╝ ĻĖ░ņłĀĒĢśņśĆļŗż.
2.2 ņŗżĒŚś ĻĄ¼ņä▒
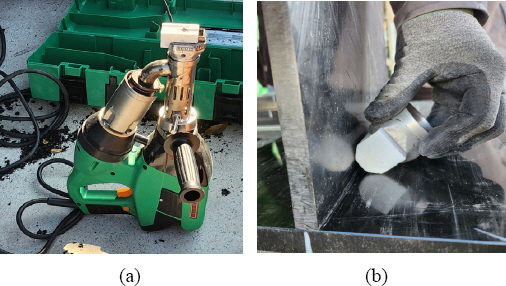
ļ│Ė ņŗżĒŚś ņŚ░ĻĄ¼ņŚÉņä£ļŖö ļÅģņØ╝ Leister┬«ņé¼ņŚÉņä£ Ļ░£ļ░£ļÉ£ ĒöīļØ╝ņŖżĒŗ▒ ņĢĢņČ£ ņÜ®ņĀæĻĖ░ņØĖ WELDPLAST S2ļź╝ ļ│Ė ņÜ®ņĀæņŚÉ ņĀüņÜ®ĒĢśņśĆļŗż. ņĢĢņČ£ ņÜ®ņĀæņØĆ 1960ļģäļīĆņŚÉ Ļ░£ļ░£ļÉ£ ĒöīļØ╝ņŖżĒŗ▒ ņĀæĒĢ® ĻĖ░ļ▓Ģņ£╝ļĪ£, ņŚ┤Ļ░Ćņåīņä▒ ĻĄ¼ņĪ░ļ¼╝ ņĀ£ņ×æņŚÉ ņé¼ņÜ®ļÉśļ®░, ņŻ╝ļĪ£ ĒÅ┤ļ”¼ĒöäļĪ£ĒĢäļĀī(PP) ļČĆņ×¼ņÖĆ Ļ│Āļ░ĆļÅä ĒÅ┤ļ”¼ņŚÉĒŗĖļĀī(HDPE) ļČĆņ×¼ļź╝ ņÜ®ņĀæĒĢśļŖöļŹ░ ņé¼ņÜ®ļÉśĻ│Ā ņ׳ļŗż. ĒÅ┤ļ”¼ņŚÉĒŗĖļĀī ĒīÉņ×¼ ņÜ®ņĀæ ņŗ£ ņĢĢņČ£ ņÜ®ņĀæ ļ░®ņŗØņØś Ļ░Ćņן Ēü░ ĒŖ╣ņ¦Ģ ņżæ ĒĢśļéśļŖö ļŗżņĖĄ ņĀæĒĢ®ņØ┤ ņĀüņÜ®ļÉśņ¢┤ņĢ╝ ĒĢśļŖö Ļ│Āņś© Ļ░ĆņŖż ņÜ®ņĀæĻ│╝ ļŗ¼ļ”¼ ļŗ©ņĖĄ ņĀæĒĢ®ņØ┤ Ļ░ĆļŖźĒĢśļŗżļŖö ņĀÉņØ┤ļŗż10).
ņÜ®ņĀæ Ļ│╝ņĀĢņØĆ ņĀæĒĢ®ļČĆņØś ņśłņŚ┤, Ļ│Āņś©ņ£╝ļĪ£ Ļ░ĆņŚ┤ļÉśņ¢┤ ņÜ®ņ£ĄļÉ£ ņÜ®ņĀæļ┤ēņØ┤ ņĢĢņČ£ĻĖ░ļź╝ ĒåĄĒĢ┤ ņĢĢņČ£ļÉĀ ļĢī ņĢĢņČ£ĻĖ░ņÖĆ ņŚ░Ļ▓░ļÉ£ ņÜ®ņĀæ ņŖł(welding shoe)ļź╝ ĒåĄĒĢ┤ ņĀæĒĢ®ļČĆ ĒśĢņāüņŚÉ ņĀüĒĢ®ĒĢ£ ņÜ®ņĀæ ļŗ©ļ®┤ ĒśĢņä▒ ņł£ņ£╝ļĪ£ ņ¦äĒ¢ēļÉ£ļŗż. ņśłņŚ┤ņØä ņ£äĒĢ£ Ļ│ĄĻĖ░ Ļ░ĆņŚ┤ ņ£ĀļŗøņØĆ ņĢĢņČ£ĻĖ░ņØś ļüØļČĆļČäņŚÉ ĒåĄĒĢ®ļÉśņ¢┤ ņ׳ņ£╝ļ®░, ņÜ®ņĀæ Ļ│╝ņĀĢ ņżæņŚÉ Ļ░ĆņŚ┤ļÉ£ Ļ│ĄĻĖ░ļĪ£ ņĀæĒĢ®ļČĆĻ░Ć ņśłņŚ┤ ļÉ£ļŗż. ņÜ®ņĀæ ņŖłļŖö ņĀæĒĢ®ļČĆņØś ĒśĢņāü, ĒĢäļĀø ņÜ®ņĀæĻ│╝ Ļ░ÖņØĆ Ļ▓ĮņÜ░ ļ¬®Ēæ£ĒĢśļŖö Ļ░üļ¬®(ņ£ĀĒÜ© ļæÉĻ╗ś)ņØś Ēü¼ĻĖ░ ļō▒ņØś ļö░ļØ╝ ĻĘĖ ņóģļźśĻ░Ć ļŗżņ¢æĒĢśļŗż. ļ│Ė ņŗżĒŚśņŚÉļŖö Ļ░üļ¬® 7 mm ņÜ®ņĀæ ļŗ©ļ®┤ļČĆļź╝ ĒśĢņä▒ĒĢśļŖö ĒĢäļĀø ņÜ®ņĀæņÜ® ņÜ®ņĀæ ņŖłļź╝ ņĀüņÜ®ĒĢśņśĆļŗż. Fig. 2ļŖö ļ│Ė ņŗżĒŚśņŚÉ ņé¼ņÜ®ĒĢ£ ņÜ®ņĀæĻĖ░ņÖĆ ĒĢäļĀø ņÜ®ņĀæņŚÉ ņé¼ņÜ®ĒĢ£ ņÜ®ņĀæ ņŖłļź╝ ļéśĒāĆļéĖļŗż.
3. ņŗżĒŚś ļ░®ļ▓Ģ
3.1 ņŗżĒŚś ņĪ░Ļ▒┤
ņĢĢņČ£ ņÜ®ņĀæņŚÉņä£ņØś ņŻ╝ņÜö ņäżĻ│ä ļ│ĆņłśļŖö ņĢĢņČ£ ņåŹļÅä, ņĢĢņČ£ ņś©ļÅä, ņśłņŚ┤ Ļ│ĄĻĖ░ņØś ņś©ļÅä ĻĘĖļ”¼Ļ│Ā ņÜ®ņĀæ ņåŹļÅäņØ┤ļŗż. ņĢĢņČ£ ņåŹļÅäļŖö ņé¼ņÜ®ĒĢśļŖö ņÜ®ņĀæĻĖ░ņØś ņä▒ļŖźņŚÉ ļö░ļØ╝ Ļ░ĆņÜ® ļ▓öņ£äĻ░Ć ļŗżļź┤ļ®░, DVS 2225-1ņŚÉ ļö░ļź┤ļ®┤ ņłśļÅÖ ņÜ®ņĀæ ņŗ£ Ļ│Āļ░ĆļÅä ĒÅ┤ļ”¼ņŚÉĒŗĖļĀīņØä ņ£äĒĢ£ ņØ╝ļ░śņĀüņØĖ ņĢĢņČ£ ņÜ®ņĀæ ņś©ļÅäļŖö ņĢĮ 220~ 250┬░C, ņśłņŚ┤ ņś©ļÅäļŖö 220~260┬░CņØ┤ļ®░ ņÜ®ņĀæ ņåŹļÅäļŖö 0.2~0.5 m/minņ£╝ļĪ£ ņĢīļĀżņĀĖ ņ׳ļŗż. ļ│Ė ņŗżĒŚś ņŚ░ĻĄ¼ņŚÉ ņĀüņÜ®ĒĢ£ WELDPLAST S2 ņÜ®ņĀæĻĖ░ņØś Ļ▓ĮņÜ░ ņ¦üĻ▓Į 4 mm ņÜ®ņĀæļ┤ē ņé¼ņÜ® ņŗ£ Ļ░ĆņÜ®ĒĢ£ ņĢĢņČ£ ņåŹļÅäĻ░Ć 1.0~2.0kg/hņØ┤ļŗż. ņÜ®ņĀæĻĖ░ņŚÉņä£ ņĢĢņČ£ ņåŹļÅäļź╝ 30~100%Ļ╣īņ¦Ć ņĪ░ņĀł Ļ░ĆļŖźĒĢśļ»ĆļĪ£ ņĄ£ļīĆ ņåŹļÅäņØś 70%ņØĖ 1.3kg/hļź╝ ĻĖ░ņżĆņ£╝ļĪ£ ņØ┤ņāüņĀüņØĖ ņÜ®ņĀæ ņåŹļÅäļź╝ ņé░ņČ£ ĒĢśņśĆļŗż. Ļ│äņé░ļÉ£ ņÜ®ņĀæ ņåŹļÅäļŖö Table 2ņÖĆ Ļ░Öņ£╝ļ®░, ļ│Ė ņŗ£ĒÄĖ ņŗżĒŚś ņŗ£ ņĀüņÜ®ĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØĆ Table 3Ļ│╝ Ļ░Öļŗż.
Table┬Ā2
Welding speed estimation
Table┬Ā3
Welding condition
| Properties | Value | Unit |
|---|---|---|
| Hot gas temperature | 260 | ┬░C |
| Extrudate temperature | 230 | ┬░C |
| Estimated extrusion rate | 1.3 | kg/h |
| Estimated welding speed | 0.46 | m/min |
Table 3ņŚÉ ĻĖ░ņłĀļÉ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśņŚ¼ flange ļ░Å web ļČĆņ×¼Ļ░Ć ļ¬©ļæÉ 8 mmņØĖ ņ¢æļ®┤ ĒĢäļĀø ņÜ®ņĀæ ņŗ£ĒÄĖ 3Ļ░£ ņĀ£ņ×æ ļ░Å flange ļ░Å web ļČĆņ×¼Ļ░Ć ļ¬©ļæÉ 12 mmņØĖ ņ¢æļ®┤ ĒĢäļĀø ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ņä£ļÅä 3Ļ░£ļź╝ ņĀ£ņ×æĒĢśņśĆļŗż. ļ░śļ│ĄņĀüņØĖ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢ£ ņØ┤ņ£ĀļŖö, ņłśļÅÖ ņÜ®ņĀæņ£╝ļĪ£ ņØĖĒĢ£ ņÜ®ņĀæ ņåŹļÅäņŚÉ ļīĆĒĢ£ ļČłĒÖĢņŗżņä▒ņØä Ļ│ĀļĀżĒĢśĻĖ░ ņ£äĒĢ©ņØ┤ļŗż. ņŗżņĀ£ ņÜ®ņĀæ ņåŹļÅäļŖö ņÜ®ņĀæņé¼Ļ░Ć ņ¦äĒ¢ēĒĢśļŖö ņŗ£ĒÄĖ ņÜ®ņĀæ Ļ│╝ņĀĢņØä ļÅÖņśüņāüņ£╝ļĪ£ ņ┤¼ņśüĒĢśņŚ¼ ņÜ®ņĀæ ĻĖĖņØ┤ļź╝ ņÜ®ņĀæ ņŗ£Ļ░äņ£╝ļĪ£ ļéśļłĀņä£ Ļ│äņé░ĒĢśļŖö ļ░®ņŗØņØä ņĀüņÜ®ĒĢśņśĆļŗż. ņŗżņĀ£ ņĖĪņĀĢļÉ£ ĒÅēĻĘĀ ņÜ®ņĀæ ņåŹļÅäļŖö Table 4ņÖĆ Ļ░Öļŗż.
3.2 ņĖĪņĀĢ ļ░®ļ▓Ģ
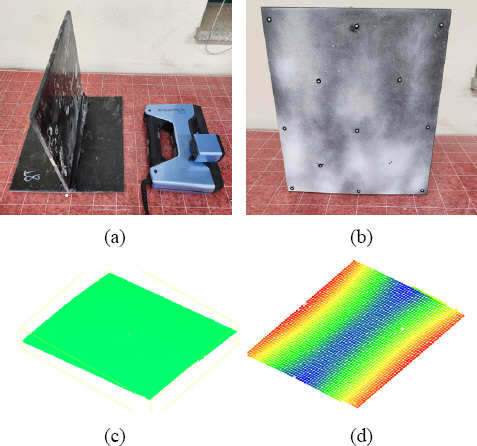
ļ│Ė ņŚ░ĻĄ¼ņØś ņŻ╝ņÜö ļ¬®ņĀüņØĆ Ļ│Āļ░ĆļÅä ĒÅ┤ļ”¼ņŚÉĒŗĖļĀī ĒīÉņ×¼ ņÜ®ņĀæ ļČĆņ×¼ņŚÉņä£ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņל ņĢīļĀżņ¦ä ĒĢäļĀø ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņÜ®ņĀæ ļ│ĆĒśĢņØś ĒśĢĒā£(Ļ░üļ│ĆĒśĢ ļ░Å ņóģĻĄĮĒל)Ļ░Ć ļéśĒāĆļéśļŖöņ¦Ć ĒÖĢņØĖĒĢśĻĖ░ ņ£äĒĢ©ņØ┤ļ»ĆļĪ£, ĻĄŁļČĆņĀüņØĖ ļ│ĆĒśĢ Ļ│äņĖĪņØ┤ ņĢäļŗī ņĀäņŚŁņĀüņØĖ ļ│ĆĒśĢ Ļ│äņĖĪņØ┤ ĒĢäņÜöĒĢśļŗż. ļö░ļØ╝ņä£ ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņĀäņŚŁņĀüņØĖ ļ®┤ņÖĖ ļ│ĆĒśĢ Ļ│äņĖĪņØä ļ¬®Ēæ£ļĪ£ ĒĢĖļō£ĒŚ¼ļō£ HD ņŖżņ║ö ļ¬©ļō£ņŚÉņä£ ┬▒0.045 mmĻ╣īņ¦Ć ņĖĪņĀĢĒĢĀ ņłś ņ׳ļŖö Ļ┤æĒĢÖņŗØ 3D ņŖżņ║Éļäł EinScan┬« Pro 2X 2020ņØä ņé¼ņÜ®ĒĢśņŚ¼ ļ®┤ņÖĖ ļ│ĆĒśĢņØä Ļ│äņĖĪĒĢśņśĆļŗż. Ļ┤æĒĢÖņŗØ ļĀłņØ┤ņĀĆ ņŖżņ║ÉļäłņØś ĒŖ╣ņä▒ņāü ļ╣øņØ┤ ĒØĪņłśļÉśļŖö Ļ▓ĆņØĆ Ēæ£ļ®┤ņŚÉ ļīĆĒĢ┤ņä£ ņØĖņŗØļźĀņØ┤ ļé«ņ£╝ļ»ĆļĪ£, ņŖżņ║ÉļŗØņÜ® ĒŖ╣ņłś 3D ņŖżņ║ö ņŖżĒöäļĀłņØ┤ļź╝ ņĖĪņĀĢ ļīĆņāü Ēæ£ļ®┤ņŚÉ ĻĘĀņØ╝ĒĢśĻ▓ī ļČäņé¼ĒĢśņŚ¼ 3D ņŖżņ║ÉļäłņØś Ēæ£ļ®┤ ņØĖņŗØ ĒÜ©ņ£©ņä▒ņØä ļåÆņśĆļŗż. 3D ņŖżņ║ÉļäłļĪ£ ņÜ®ņĀæ ņŗ£ĒŚś ĒÄĖņØś ļ░öļŗź ļ®┤ņØä ņĖĪņĀĢĒĢśņŚ¼ ĒżņØĖĒŖĖ Ēü┤ļØ╝ņÜ░ļō£ ļŹ░ņØ┤Ēä░ļź╝ ĒÜŹļōØĒĢ£ Ēøä, ļ░öļŗź ļ®┤ņØś ņżæņĀÉņØä ņøÉņĀÉņ£╝ļĪ£ ņäżņĀĢĒĢśĻ│Ā ĒżņØĖĒŖĖ Ēü┤ļØ╝ņÜ░ļō£ ļŹ░ņØ┤Ēä░ļź╝ ņĀĢļĀ¼ĒĢśņŚ¼ ļ®┤ņÖĖ ļ│ĆĒśĢ Ļ░ÆļōżņØä ļČäņäØĒĢśņśĆļŗż. ņĀäņŚŁņĀüņØĖ ļ│ĆĒśĢ ņĖĪņĀĢ ļ░Å ļŹ░ņØ┤Ēä░ Ēøäņ▓śļ”¼ Ļ│╝ņĀĢņØś ļ¬©ņŗØļÅäļŖö Fig. 3ņÖĆ Ļ░Öļŗż.
4. ņŗżĒŚś Ļ▓░Ļ│╝ ļ░Å Ļ│Āņ░░
4.1 ļ│ĆĒśĢ ņĖĪņĀĢ Ļ▓░Ļ│╝
ĒĢäļĀø ņÜ®ņĀæ ņŗ£ĒÄĖļōżņŚÉ ļīĆĒĢ┤ņä£ 3D ņŖżņ║Éļäłļź╝ ņØ┤ņÜ®ĒĢ£ ņĀäņŚŁņĀüņØĖ ļ®┤ņÖĖ ļ│ĆĒśĢ Ļ│äņĖĪ Ļ▓░Ļ│╝ļŖö 8 mm ļæÉĻ╗śņØś ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ņä£ļŖö Fig. 4ņŚÉ ļ¬©ņé¼ĒĢśņśĆļŗż. Ļ│äņĖĪļÉ£ ņĀäņŚŁņĀüņØĖ ļ│ĆĒśĢņØś Ēī©Ēä┤Ļ│╝ ņ¢æņĀüņØĖ Ļ░ÆņØĆ ļ░śļ│Ą ņŗżĒŚśņØä ņłśĒ¢ēĒĢ£ ļÅÖņØ╝ĒĢ£ ļæÉĻ╗śļōżņŚÉ ļīĆĒĢ┤ņä£ļŖö ņ£Āņé¼ĒĢ£ Ļ▓░Ļ│╝ļź╝ ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż.
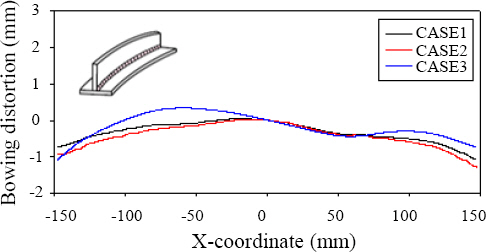
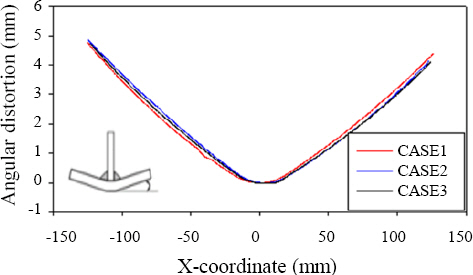
Fig. 4ņØś 8 mm ļæÉĻ╗śņØś ņ¢æļ®┤ ĒĢäļĀø ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉņä£ ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŖö ļ®┤ņÖĖ ļ│ĆĒśĢņØĆ, ņÜ®ņĀæņäĀņØä ņżæņŗ¼ņ£╝ļĪ£ ņÜ®ņĀæņäĀĻ│╝ ņłśņ¦ü ļ░®Ē¢źņ£╝ļĪ£ ņāüņŖ╣ĒĢśļŖö Ēī©Ēä┤ņØä ļ│┤ņØ┤ļŖö Ļ▓āņØä ĒÖĢņØĖĒĢĀ ņłś ņ׳ļŗż. ņØ┤ Ēī©Ēä┤ņØĆ ņÜ®ņĀæ ļ│ĆĒśĢņØś ņØ╝ļ░śņĀüņØĖ ĒśĢĒā£ņØĖ Ļ░ü ļ│ĆĒśĢ(angular distortion)ņŚÉ ĒĢ┤ļŗ╣ļÉ£ļŗż. ļśÉĒĢ£ ņÜ®ņĀæņäĀņŚÉ ņØĖņĀæĒĢ£ ļČĆļČäņØĆ ņÜ®ņĀæ ĻĖĖņØ┤ ļ░®Ē¢źņ£╝ļĪ£ ļö░ļØ╝Ļ░Ćļ®┤ņä£ ņŗ£ņ×æņĀÉĻ│╝ ļüØņĀÉņØ┤ ļ░öļŗźļ®┤ņØś ņżæņŗ¼ņŚÉ ļ╣äĒĢ┤ ņĢäļלļĪ£ ņ▓śņ¦ĆļŖö ņ¢æņāüņØä ļ│┤ņØĖļŗż. ņØ┤ļŖö ĒĢäļĀø ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ ĒØöĒ׳ ļ░£ņāØĒĢśļŖö ņóģļ░®Ē¢ź ĻĄĮĒל ļ│ĆĒśĢ(Bowing distortion)ņŚÉ ĒĢ┤ļŗ╣ļÉ£ļŗż. 8 mm ļæÉĻ╗śņØś ņÜ®ņĀæ ņŗ£ĒÄĖņØś ņÜ®ņĀæņäĀ ņżæņĀÉņŚÉņä£ ņłśņ¦üĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ļ░£ņāØĒĢ£ Ļ░üļ│ĆĒśĢņØĆ Fig. 5ņÖĆ Ļ░Öņ£╝ļ®░ ĒĢ┤ļŗ╣ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉņä£ļŖö ĒÅēĻĘĀ 5.4 mmņØś Ļ░üļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ļśÉĒĢ£ ņÜ®ņĀæņäĀ ļ░®Ē¢źņŚÉ ļīĆĒĢ┤ņä£ ļ░£ņāØĒĢ£ ņóģĻĄĮĒל ļ│ĆĒśĢņØĆ Fig. 6ņŚÉ ļéśĒāĆļé┤ņŚłļŗż.
Fig.┬Ā4
Out-of-plane global distortion of 8mm thickness fillet-welding specimens (a) Case 1, (b) Case 2, (c) Case 3

Fig.┬Ā5
Average angular distortion of 8mm thickness fillet-welding specimens (a) Case 1, (b) Case 2, (c) Case 3
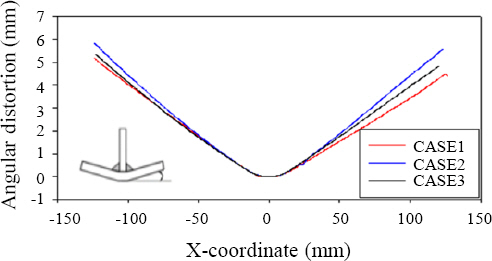
Fig.┬Ā6
Bowing distortion of 8mm thickness fillet-welding specimens (a) Case 1, (b) Case 2, (c) Case 3
ļÅÖņØ╝ĒĢ£ Ļ│äņĖĪ Ļ│╝ņĀĢņØä ņ¦äĒ¢ēĒĢ£ 12 mm ļæÉĻ╗śņØś ņÜ®ņĀæ ņŗ£ĒÄĖļōżņŚÉ ļīĆĒĢ£ ļ®┤ņÖĖ ļ│ĆĒśĢ Ļ│äņĖĪ Ļ▓░Ļ│╝ļŖö Fig. 7ņŚÉ ļ¬©ņé¼ĒĢśņśĆļŗż. ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ļ░śļ│Ą ņŗżĒŚśņØä ņłśĒ¢ēĒĢ£ ļÅÖņØ╝ ļæÉĻ╗śņŚÉ ļīĆĒĢ┤ņä£ļŖö Ļ│äņĖĪļÉ£ ņĀäņŚŁņĀüņØĖ ļ│ĆĒśĢņØś Ēī©Ēä┤Ļ│╝ ņ¢æņĀüņØĖ Ļ░ÆņØĆ ņ£Āņé¼ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. 12 mm ļæÉĻ╗śņØś ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉņä£ ļ░£ņāØĒĢ£ Ļ░üļ│ĆĒśĢņØĆ Fig. 8ņÖĆ Ļ░Öņ£╝ļ®░ ĒĢ┤ļŗ╣ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉņä£ļŖö ĒÅēĻĘĀ 4.5 mmņØś Ļ░üļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢśņśĆļŗż. ļ░£ņāØĒĢ£ Ļ░üļ│ĆĒśĢņØś ņĀĢļ¤ēņĀüņØĖ Ļ░ÆņØ┤ 8 mm ļæÉĻ╗ś ņŗ£ĒÄĖ ļīĆļ╣ä 15% ņĀĢļÅä ņ×æņØĆ Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. Ļ░ü ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ņä£ Ļ│äņĖĪļÉ£ ĒÅēĻĘĀ Ļ░üļ│ĆĒśĢ Ļ░ÆņØĆ Table 5ņÖĆ Ļ░Öļŗż.
Fig.┬Ā7
Out-of-plane global distortion of 12mm thickness fillet-welding specimens (a) Case 1, (b) Case 2, (c) Case 3
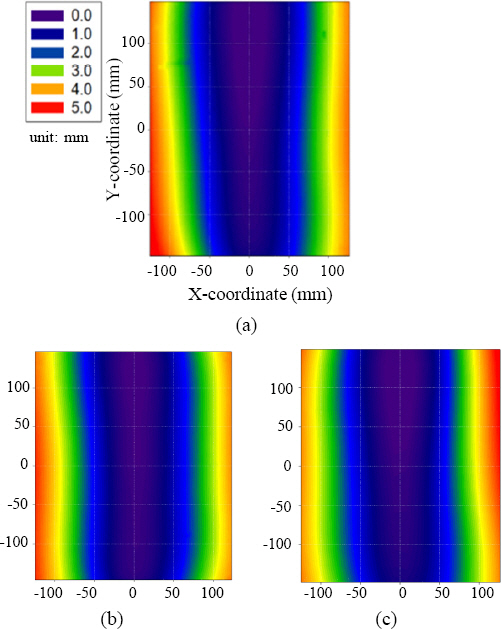
Fig.┬Ā8
Average angular distortion of 12mm thickness fillet-welding specimens (a) Case 1, (b) Case 2, (c) Case 3
Table┬Ā5
Average angular distortion values of welding specimens
| Item | Fillet welding specimen (8 mm) | Fillet welding specimen (12 mm) |
|---|---|---|
| Case 1 (mm) | 5.1 | 4.6 |
| Case 2 (mm) | 5.8 | 4.5 |
| Case 3 (mm) | 5.4 | 4.4 |
| Average value (mm) | 5.4 | 4.5 |
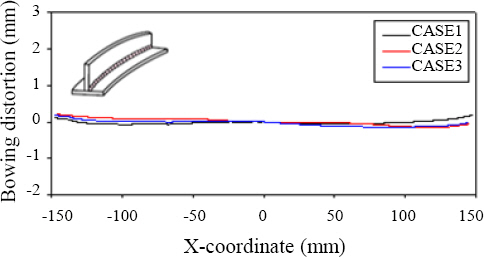
ļśÉĒĢ£ ņÜ®ņĀæņäĀ ļ░®Ē¢źņŚÉ ļīĆĒĢ┤ņä£ ļ░£ņāØĒĢ£ ņóģĻĄĮĒל ļ│ĆĒśĢ(Fig. 9)ņØĆ 8 mm ļæÉĻ╗ś ņŗ£ĒÄĖņØĆ ņĄ£ļīĆ ņ▓śņ¦Éļ¤ēņØ┤ 1 mm ļé┤ņÖĖļź╝ ļ│┤ņØĖ ļ░śļ®┤, 12 mm ļæÉĻ╗ś ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ņä£ļŖö ņóģĻĄĮĒל ļ│ĆĒśĢņØ┤ ņāüļīĆņĀüņ£╝ļĪ£ Ļ▒░ņØś ļ░£ņāØĒĢśņ¦Ć ņĢŖņØĆ Ļ▓āņØ┤ ĒÖĢņØĖļÉśņŚłļŗż.
4.2 ļ│ĆĒśĢ ņĖĪņĀĢ Ļ▓░Ļ│╝ņŚÉ ļīĆĒĢ£ Ļ│Āņ░░
ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ņóģĒĢ®ĒĢ┤ļ│┤ļ®┤, HDPE ĒĢäļĀø ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉņä£ ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢņØś ĒśĢĒā£ļŖö ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢīļĀżņ¦ä ĒĢäļĀø ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņÜ®ņĀæ ļ│ĆĒśĢņØś ĒśĢĒā£ņÖĆ ņ£Āņé¼ĒĢ©ņØä ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ĒÖĢņØĖļÉśņŚłļŗż. ņŻ╝ņÜöĒĢśĻ▓ī Ļ░üļ│ĆĒśĢ ĒśĢĒā£ņÖĆ ņóģĻĄĮĒל ĒśĢĒā£Ļ░Ć ļ░£ņāØĒĢśļŖö Ļ▓āņØ┤ ĒÖĢņØĖ ļÉśņŚłļŗż. ņØ┤ļŖö HDPE ņÜ®ņĀæ ņŗ£ ņÜ®ņĀæļ┤ēņØ┤ Ļ│Āņś©ņ£╝ļĪ£ ļģ╣ņĢä ņāüņś©ņ£╝ļĪ£ ņŗØļŖö Ļ│╝ņĀĢņŚÉņä£ ņłśņČĢļĀźņØ┤ ņ×æņÜ®ĒĢśņŚ¼ ļ│ĆĒśĢņØä ņØ╝ņ£╝ĒéżļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢīļĀżņ¦ä Ļ░Ģ(steel) ņ×¼ļŻīņØś ņÜ®ņĀæ ļ│ĆĒśĢ ļ░£ņāØ ļ®öņ╗żļŗłņ”śņØĆ ņÜ®ņĀæ Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢśļŖö ļČłĻĘĀņØ╝ĒĢ£ ņś©ļÅä ļČäĒżņŚÉ ĻĖ░ņØĖĒĢ£ļŗż. ņÜ®ņĀæ ņ×ģņŚ┤ņŚÉ ņØśĒĢ£ ņÜ®ņ£Ą ļ░Å ņØæĻ│Ā Ļ│╝ņĀĢņŚÉņä£ ĻĄŁļČĆņĀüņ£╝ļĪ£ Ļ░ĆņŚ┤ļÉ£ ļČĆļČäĻ│╝ ĻĘĖļĀćņ¦Ć ņĢŖņØĆ ļČĆļČäņŚÉ ļČłĻĘĀņØ╝ĒĢ£ ņś©ļÅä ļČäĒżļĪ£ ņØĖĒĢ£ ļČłĻĘĀņØ╝ĒĢ£ ĒīĮņ░ĮĻ│╝ ņłśņČĢņ£╝ļĪ£ ņŚ┤Ēāäņåīņä▒ ļ│ĆĒśĢ ļ░Å ņ×öļźśņØæļĀźņØ┤ ļ░£ņāØĒĢśļ®░, ņĄ£ņóģņĀüņ£╝ļĪ£ ņŚ┤ņśüĒ¢źļČĆņŚÉņä£ ņłśņČĢ ĒśĢĒā£ņØś ņśüĻĄ¼ ļ│ĆĒśĢņØ┤ ļ░£ņāØĒĢ£ļŗż. HDPE ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉņä£ Ļ┤Ćņ░░ļÉ£ ļ®┤ņÖĖ ņÜ®ņĀæ ļ│ĆĒśĢ ļśÉĒĢ£ ņØ┤ļ¤¼ĒĢ£ ņłśņČĢ ĒśĢĒā£ņØś ļ│ĆĒśĢņØ┤ļ»ĆļĪ£ ļ│ĆĒśĢ ļ░£ņāØ ņøÉņØĖņØĆ ņ£Āņé¼ĒĢśļŗżĻ│Ā ļ│╝ ņłś ņ׳Ļ▓Āņ£╝ļéś, ĻĖ░ņĪ┤ ņÜ®ņĀæ ļ│ĆĒśĢ ļ░£ņāØ ļ®öņ╗żļŗłņ”śĻ│╝ ņ£Āņé¼ ņŚ¼ļČĆļź╝ ĒīÉļŗ©ĒĢśĻĖ░ ņ£äĒĢ┤ņä£ļŖö ņŚ┤ņśüĒ¢źļČĆņØś Ēü¼ĻĖ░, ņĀäņ▓┤ ĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ ņŚ┤ņśüĒ¢źļČĆņØś ņ£äņ╣śņÖĆ ņśüņŚŁ, ņŚ┤ņśüĒ¢źļČĆņØś ņśüĻĄ¼ ļ│ĆĒśĢļ¤ē ļ░£ņāØ ĒÖĢņØĖ ļō▒ņØ┤ ņóģĒĢ®ļÉśņ¢┤ ĒīÉļŗ©ļÉśņ¢┤ņĢ╝ ĒĢĀ Ļ▓āņ£╝ļĪ£ ņśłņāüļÉ£ļŗż.
ņÜ®ņĀæ ĻĖĖņØ┤ ļ░®Ē¢źņ£╝ļĪ£ ņ×æņÜ®ĒĢśļŖö ņłśņČĢļĀźņØĆ ĒĢäļĀø ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś ļŗ©ļ®┤ņŚÉņä£ ņżæļ”ĮņČĢļ│┤ļŗż ļé«ņØĆ ņ£äņ╣śņŚÉ ņ×æņÜ® ņŗ£, ļ¬©ņ×¼ņØś ņ¢æ ļüØļŗ©ņØä ņłśņ¦ü ņĢäļלļĪ£ ņ▓śņ¦ĆĻ▓ī ļ¦īļō£ļŖö ĻĄĮĒל ļ¬©ļ®śĒŖĖļź╝ ļ░£ņāØņŗ£Ēéżļ®░, ņØ┤ļŖö ņóģĻĄĮĒל ļ│ĆĒśĢņØä ļ░£ņāØņŗ£Ēé©ļŗż. ļ¦łņ░¼Ļ░Ćņ¦ĆļĪ£ ņÜ®ņĀæ ĻĖĖņØ┤ņŚÉ ņłśņ¦üĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ņ×æņÜ®ĒĢśļŖö ņłśņČĢļĀźņØĆ ņÜ®ņĀæ ĻĖĖņØ┤ņØś ņłśņ¦üĒĢ£ ļ░®Ē¢źņ£╝ļĪ£ ņÜ®ņĀæ ļ╣äļō£ļź╝ ņłśņČĢņŗ£ņ╝£, ļ¬©ņ×¼ļź╝ ņłśņ¦ü ņ£äļĪ£ ļ│ĆĒśĢņŗ£ĒéżļŖö Ļ░üļ│ĆĒśĢņØä ļ░£ņāØņŗ£Ēé©ļŗż.
ļæÉĻ╗śņŚÉ ļö░ļźĖ ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ļČäņäØĒĢ┤ļ│┤ļ®┤, 12 mm ļæÉĻ╗śņØś ņŗ£ĒÄĖņŚÉņä£ļŖö Ļ░üļ│ĆĒśĢĻ│╝ ņóģĻĄĮĒל ļ│ĆĒśĢņØ┤ 8 mm ņŗ£ĒÄĖ ļīĆļ╣äļĪ£ ņ×æĻ▓ī ļéśĒāĆļé¼ļŗż. ņØ┤ļŖö ļæÉĻ╗śņØś ņśüĒ¢źņ£╝ļĪ£ ņäżļ¬ģļÉĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. Ļ▒░ņØś ņ£Āņé¼ĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØä ņĀüņÜ®ĒĢśņŚ¼ ņóģļ░®Ē¢ź(ņÜ®ņĀæ ĻĖĖņØ┤ ļ░®Ē¢ź) ļ░Å ĒÜĪļ░®Ē¢ź(ņÜ®ņĀæ ĻĖĖņØ┤ņŚÉ ņłśņ¦üĒĢ£ ļ░®Ē¢ź)ņ£╝ļĪ£ ņ£Āņé¼ĒĢ£ ņłśņČĢļĀźņØ┤ ņ×æņÜ®ĒĢśņŚ¼ļÅä 8 mmņŚÉņä£ 12 mmļĪ£ ļæÉĻ╗śĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņóģļ░®Ē¢ź ļ░Å ĒÜĪļ░®Ē¢ź ĻĄĮĒל Ļ░Ģņä▒ņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢļ¤ēļÅä ņ×æņĢäņ¦ĆļŖö Ļ▓ĮĒ¢źņØä ļ│┤ņØ┤ļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
5. Ļ▓░ļĪĀ ļ░Å ņČöĒøä ņŚ░ĻĄ¼
ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö HDPE ĒĢäļĀø ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉņä£ ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢņŚÉ ļīĆĒĢ£ ņŗżĒŚśņĀü ņŚ░ĻĄ¼ļź╝ ņ¦äĒ¢ēĒĢśņśĆļŗż. ņŗżĒŚś Ļ▓░Ļ│╝ļź╝ ņóģĒĢ®ĒĢ┤ļ│Ė Ļ▓░Ļ│╝, HDPE ņÜ®ņĀæ ņŗ£ĒÄĖņŚÉņä£ ļ░£ņāØĒĢśļŖö ļ│ĆĒśĢņØĆ ņØ╝ļ░śņĀüņ£╝ļĪ£ ņĢīļĀżņ¦ä ĒĢäļĀø ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņŚÉņä£ ļ░£ņāØĒĢśļŖö ņÜ®ņĀæ ļ│ĆĒśĢĻ│╝ ņ£Āņé¼ĒĢ£ ĒśĢĒā£ļź╝ ļ│┤ņśĆņ£╝ļ®░ ņŻ╝ļĪ£ Ļ░üļ│ĆĒśĢĻ│╝ ņóģĻĄĮĒל ļ│ĆĒśĢņØ┤ Ļ┤Ćņ░░ļÉśņŚłļŗż. ņØ┤ļŖö HDPE ņÜ®ņĀæ ņŗ£ ņÜ®ņĀæļ┤ēņØś Ļ│Āņś©ņŚÉņä£ ļģ╣ņĢä ņāüņś©ņ£╝ļĪ£ ņŗØļŖö Ļ│╝ņĀĢņŚÉņä£ ļ░£ņāØĒĢśļŖö ņłśņČĢļĀźņŚÉ ņØśĒĢ┤ ņØ╝ņ¢┤ļéśļŖö Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ļśÉĒĢ£ ņŗżĒŚśņØä ĒåĄĒĢ┤ ļæÉĻ╗śņŚÉ ļö░ļźĖ ļ│ĆĒśĢņØś ņ░©ņØ┤ļź╝ ļČäņäØĒĢśņśĆņØä ļĢī, 12 mm ļæÉĻ╗śņØś ņŗ£ĒÄĖņŚÉņä£ļŖö Ļ░üļ│ĆĒśĢĻ│╝ ņóģĻĄĮĒל ļ│ĆĒśĢņØ┤ 8 mm ņŗ£ĒÄĖņŚÉ ļ╣äĒĢ┤ ņ×æĻ▓ī ļéśĒāĆļé¼ņ£╝ļ®░, ņØ┤ļŖö ļæÉĻ╗śņØś ņśüĒ¢źņ£╝ļĪ£ ņäżļ¬ģļÉĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļæÉĻ╗śĻ░Ć ņ”ØĻ░ĆĒĢ©ņŚÉ ļö░ļØ╝ ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś Ļ░Ģņä▒ņØ┤ ņ”ØĻ░ĆĒĢśņŚ¼ ļ│ĆĒśĢņØä ņĀ£ĒĢ£ĒĢśļŖö ņŚŁĒĢĀņØä ĒĢ£ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņČöĒøä ņŚ░ĻĄ¼ņŚÉņä£ļŖö ņŗĀļó░ļÅäļź╝ ļåÆņØ┤ĻĖ░ ņ£äĒĢ£ Ēæ£ļ│Ė Ļ░£ņłśņØś ĒÖĢļīĆņÖĆ ņÜ®ņĀæ ņĪ░Ļ▒┤ņØś ļŗżĻ░üĒÖöļź╝ Ļ│ĀļĀżĒĢ┤ņĢ╝ ļÉĀ Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļ│Ė ņŚ░ĻĄ¼ņŚÉņä£ļŖö 8 mmņÖĆ 12 mm ļæÉĻ╗śņØś ņŗ£ĒÄĖņŚÉ ļīĆĒĢ┤ņä£ ņŗżĒŚśņØä ņ¦äĒ¢ēĒĢśņśĆņ¦Ćļ¦ī, ņłśļÅÖ ņÜ®ņĀæ Ļ│ĄņĀĢņØś ļČłĒÖĢņŗżņä▒ņØä Ļ│ĀļĀżĒĢĀ ļĢī, ļÅÖņØ╝ĒĢ£ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ļ░śļ│ĄņĀü ņŗżĒŚś Ēܤņłśļź╝ ļŹö ļŖśļ”┤ ĒĢäņÜöĻ░Ć ņ׳ņ£╝ļ®░ ļŹö ļŗżņ¢æĒĢ£ ļæÉĻ╗śņÖĆ ņÜ®ņĀæ ņĪ░Ļ▒┤ņŚÉ ļīĆĒĢ£ ņŗżĒŚśņØä ņłśĒ¢ēĒĢśņŚ¼ ļ│ĆĒśĢņØś Ļ▓ĮĒ¢źņä▒ņØä ļŹö ļ¬ģĒÖĢĒ׳ ĒīīņĢģĒĢĀ ĒĢäņÜöĻ░Ć ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļŗżņ¢æĒĢ£ ņÜ®ņĀæ ĒśĢĒā£ņŚÉ ļö░ļźĖ ļ│ĆĒśĢņØś ņ░©ņØ┤ļź╝ ņŚ░ĻĄ¼ĒĢ©ņ£╝ļĪ£ņŹ© ņÜ®ņĀæ Ļ│ĄņĀĢņØś ņĄ£ņĀüĒÖö ļ░®ņĢłņØä ļ¬©ņāēĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż. ļśÉĒĢ£ ņÜ®ņĀæ ĻĖ░ļ▓ĢņŚÉ ļīĆĒĢ£ ņŚ┤ņøÉ ļ¬©ļŹĖ ĻĄ¼ņä▒, ļ│ĆĒśĢ ļ░£ņāØ ļ░Å ņ×öļźśņØæļĀź ļ░£ņāØ ĻĖ░ĻĄ¼ņŚÉ ļīĆĒĢ£ ĒĢ┤ņäØņĀü Ļ▓ĆĒåĀ ļō▒ņØ┤ ņČöĻ░Ć ļÉ£ļŗżļ®┤ HDPE ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś ņÜ®ņĀæ ļ│ĆĒśĢņŚÉ ļīĆĒĢ£ ĻĘ╝ņøÉņĀüņØĖ ņØ┤ĒĢ┤ļź╝ ļåÆņØ┤ļŖöļŹ░ ĻĖ░ņŚ¼ĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĒīÉļŗ©ļÉ£ļŗż.
ņØ┤ļ¤¼ĒĢ£ ņŚ░ĻĄ¼ ļ░®Ē¢źļōżņØä ņČöĒøä ņŚ░ĻĄ¼ņŚÉ ņĀüņÜ®ĒĢśņŚ¼ HDPE ņÜ®ņĀæ ĻĄ¼ņĪ░ļ¼╝ņØś ļ│ĆĒśĢņŚÉ ļīĆĒĢ£ ņØ┤ĒĢ┤ļź╝ ļŹöņÜ▒ ĒÖĢļīĆĒĢśĻ│Ā, ņÜ®ņĀæ Ļ│ĄņĀĢņØś ĒÜ©ņ£©ņä▒Ļ│╝ ĻĄ¼ņĪ░ļ¼╝ņØś ņä▒ļŖźņØä Ē¢źņāüņŗ£Ēé¼ ņłś ņ׳ļŖö ĻĖ░ļ░śņØä ļ¦łļĀ©ĒĢĀ ņłś ņ׳ņØä Ļ▓āņ£╝ļĪ£ ĻĖ░ļīĆļÉ£ļŗż.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



