


1. Introduction
The demand for electricity production in the last few decades has increased progressively due to the rapid growth of the industries. There is also an increasing demand for better environmental practices in the industrial ecosystem based on IT technology1-3). It is, thus, necessary to review and develop materials for power plants that will operate in the increasingly harsh environments with higher temperatures and pressures.
Table 1 shows that in the progression of super critical (SC), ultra super critical (USC) to advanced ultra super critical (A-USC) operating conditions, the steam temperature is expected to increase from the mid 500Ōäās to over 600Ōäā, and a corresponding increase in power generation efficiency of 5%. Of equal importance, CO2 emission would decrease from 850 g/kWh to 700 g/kWh4). As such, innovative materials and fabrication methods for power plant equipment are continuously being developed and deployed to meet the more demanding operating conditions.
Table┬Ā1
Steam temperature, power generation efficiency, and CO2 generation according to the type of power plant (Adapted from4))
| Type | SC | USC | A-USC |
|---|---|---|---|
| Steam Temp. (┬░C) | 540/565 | 600/620 | 650/670 |
| Power generation efficiency (%) | 43 | 45 | 48 |
| CO2 (g/kWh) | 850 | 750 | 700 |
This work describes the development of welding consumables for the newer steels that can perform more satisfactorily in the increasing operating temperatures, increasing operation efficiencies, and decreasing CO2 emissions.
9Cr-1Mo-X type steel material has excellent creep properties and oxidation resistance, so it has been used as the most suitable material for power generation equipment to date4-6). X represents additional alloying elements such as V, Nb, W and others to enhance high temperature properties of the Cr-Mo grade steels4-9).
As most of the connection parts of the power plant structures are fabricated by welding, the welded connections must match the performance of these advanced power plant materials. Therefore, welding electrodes with improved high-temperature properties are targets of research and development efforts.
Welding electrodes were designed in this study to improve the high-temperature characteristics of Cr-Mo-X steel welds. The performance of the welding materials was confirmed by their good creep characteristics and high-temperature properties as presented later in this work.
2. Experimental Procedure
The main alloy composition of 9Cr-1Mo-V-Nb steel, which is currently a plant material for power generation equipment, is consisted of C (0.08-0.12), Mn (0.30- 0.60), Si (0.20-0.50), Cr (0.00-9.50), Mo (0.85-0.05), V (0.18-0.25), N (0.03-0.07), Ni (max 0.06), Al (max 0.02), Nb (0.06-0.10), and Fe (bal.), all in weight percent9).
Common design practices recommend a matching weld composition, i.e., with a chemical composition that is similar to that of the base metal10). Table 2 illustrates the composition of such a welding electrode. When subjected to welding and post-weld heat treatment, the deposited materials are expected to consist mainly of tempered Martensite with a dispersion of oxide inclusions, Cr-rich M23C6, and (V,Nb)-rich MX precipitates11). The tempered martensite, the carbides and precipitates will develop the strength and creep properties of the welded connections.
Table┬Ā2
Chemical composition (in wt%) of 9Cr-1Mo welding electrode9)
| C | Si | Mn | P | S | Ni | Cr | Mo | Nb |
|---|---|---|---|---|---|---|---|---|
| 0.087 | 0.25 | 0.49 | 0.008 | 0.005 | 0.39 | 8.80 | 0.99 | 0.04 |
Alloy design of the welding consumables was carried out using thermodynamic simulation (ThermoCalc® 2019a, TCFE6 v6.2)12) to identify enhanced compositions within the standard range of commercial weld metals as defined by the AWS A5.5 E9015-B91 specification9).
Thermodynamic modeling allowed for the determination of the major phase, which is BCC/BCT at room temperature, and the minor phases, which are oxide inclusions, carbides and nitrides. The type and amount of inclusions and the predicted phases are shown in Table 3. Z-phase is defined as Cr(Nb,V)N.
Table┬Ā3
Prediction of phases (in vol.%) present in 9Cr- 1Mo (B91) using thermo-calc® Software12). Data expressed in volume fraction
| Inclusions | Matrix | ||||||
|---|---|---|---|---|---|---|---|
| Mn2O2ŌłÖSiO2 | MnOŌłÖAl2O3 | MnCr2O4 | BCC/BCT | ||||
| 0.21 | 0.01 | 0.17 | 97.02 | ||||
| Precipitates | |||||||
| M23C6 | TiN | (V,Nb)N | M2B | Z-Phase | |||
| 1.93 | 0.01 | 0.34 | - | 0.47 | |||
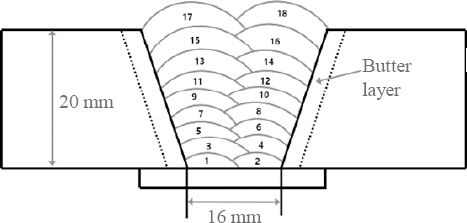
For the welding experiments, 20mm-thick P91 steel plates were used as the base material, with a joint preparation of 20o included angle and a root gap of 16mm. Shielded Metal Arc welding (SMAW) was perfomed with a total of 18 passes in 9 layers per the schematic shown in Fig. 1. The joint surfaces were buttered prior to the deposition of the weld passes. The numbers in the schematic represent the weld deposition sequence.
The welding conditions were:
Weld metals were then analyzed for macro- and micro-chemical composition, microstructure, and mechanical properties. Specimens were obtained for room temperature (RT) and high temperature tensile tests. Furthermore, test specimens were extracted for creep rupture testing.
3. Results and Discussion
3.1 To Design Chemical Composition of Weld Metal
The phase contents were clearly affected by the presence of weld oxygen, nitrogen, carbon, and niobium. Fig. 2 shows the respective expected phase contents as a function of the four elements named above.
Fig.┬Ā2
Expected precipitates phase contents according to the chemical composition (a) Oxygen (b) Nitrogen (c) Carbon and (d) Niobium
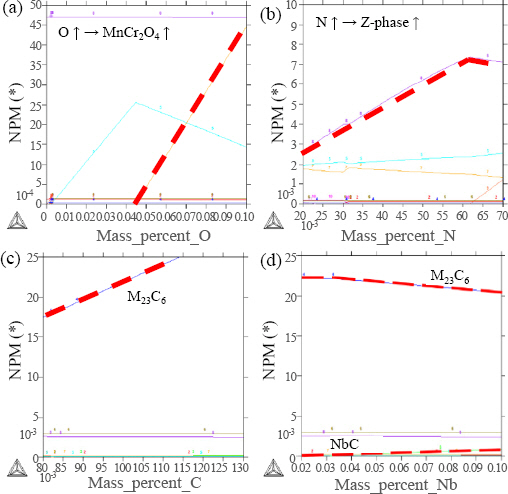
As expected, the MnCr2O4 (MnO.Cr2O3) spinel increased significantly with oxygen content. By adjusting the amounts of deoxidizers in the welding consumable, it is possible to control the amount of the oxide inclusion population. The Z-phase would increase to a maximum followed by a decrease with increasing nitrogen content. Given the degrading properties of Z-phases, nitrogen concentration should be restricted to low values.
Expectedly, increasing carbon content would increase the resulting M23C6 population. The presence of niobium, however, would compete for the carbon to form NbC, which would then decrease the amount of M23C6. Small adjustments of niobium concentration can be very useful in controlling the type and amount of second phase particles. For enhanced high temperature properties, the new ferrite-based welding consumables in this work would be developed based on the following three premises. The weld metal must contain:
By controlling the weld metal oxygen, carbon and nitrogen content, the amounts of oxide inclusions and M23C6 carbides can be increased, and Z-phase in the welds decreased. These changes enhance the mechanical properties at both room and high temperatures13).
Besides the initial set of KISWEL electrode, two more sets of electrodes were developed, namely Design 1 and Design 2, to address the issue of Z-phase, Table 4.
Table┬Ā4
Target main chemical composition (in wt%) of weld metal of original and Design 1 and 210)
| Type | C | Si | Mn | Cr | V | Nb | N | O |
|---|---|---|---|---|---|---|---|---|
| Original | 0.08 | 0.25 | 0.49 | 8.80 | 0.20 | 0.04 | 0.04 | 0.06 |
| Design 1 | 0.10 | 0.27 | 0.75 | 8.80 | 0.25 | 0.08 | 0.02 | 0.05 |
| Design 2 | 0.11 | 0.27 | 0.90 | 8.80 | 0.27 | 0.08 | 0.02 | 0.05 |
To be able to compare with literature information, three additional sets of data were included in this work. They are the Reference 1, Reference 2 and Reference 3 welds. Table 5 shows the second phase particles identified in the six sets of welds.
Table┬Ā5
Comparison of oxide inclusions and precipitates in vol. pct. in the KISWEL designed welds and reference welds10)
When compared with the Reference welds, the welds made using Design 1 and Design 2 electrodes exhibited substantial amounts of M23C6 phase, which is the main strengthener of the microstructure, to improve the tensile strength at room and high temperature.
Welds made using Design 1 and Design 2 electrodes also exhibited the lowest amounts of Z-phase, which is an indicator that the welds resulting from these two electrodes would experience the lowest embrittlment susceptibility.
3.2 Mechanical Properties and Microstructures of the Original 9Cr-1Mo Welding Consumable.
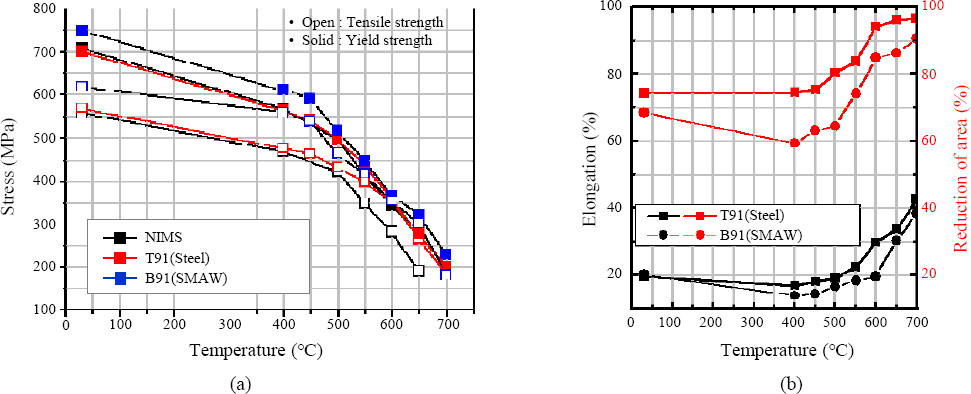
Fig. 3(a) shows the room temperature and high temperature (600Ōäā) tensile test results. The weld metal performance indicated by the blue squares (both solid and open) showed both higher yield and tensile strengths than the base metal, represented by the open and full red squares. In terms of elongation and reduction of area, Fig. 3(b) shows that the weld and the base metal had very similar performance. Finally, in this Fig, the line with solid black squares with the NIMS label represents data reported by the Korean National Insitute for Materials Science.
Fig.┬Ā3
Results of tensile testing of the original 9Cr-1Mo welding consumable and base metal. (a) Tensile and yield strength, (b) Elongation and Reduction of area
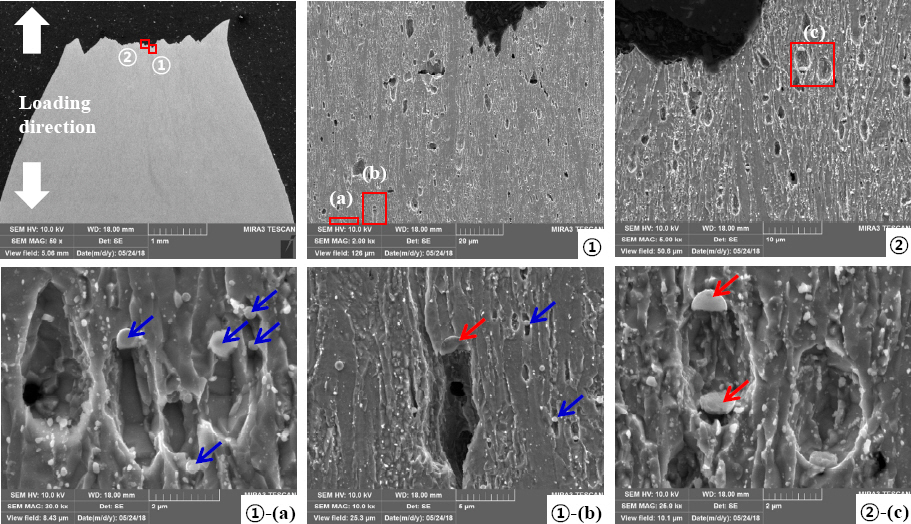
Microstructural observation shows elongated grains along the loading direction, Fig. 4. Oxide inclusions, as shown in Fig. 4 1-(a), 1-(b) and 2-(c), contributed to the formation of microvoids during high-temperature tensile testing.
Fig.┬Ā4
SEM photographs of the cross section of the fracture surface of the original 9Cr-1Mo-X weld metal specimens
EDS analysis of the oxide inclusions determined that they were Mn2O2.SiO2, or 2MnO.SiO2 oxides, Fig. 5. These oxide particles were associated with the voids formed during mechanical testing.

3.3 Mechanical Properties and Microstructures of Weld Metal Design 1 and Design 2
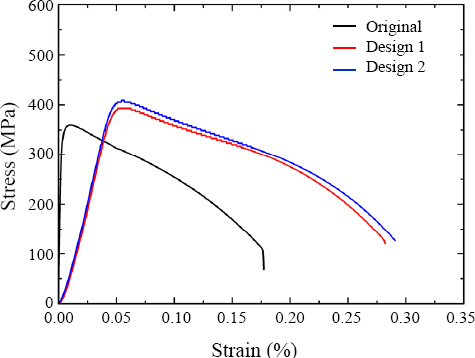
Further characterizing and comparing the high temperature tensile properties between the three electrodes designed in this research, i.e. KISWEL Original, Design 1 and Design 2, it can be seen in Fig. 6 that the Design 1 and Design 2 electrodes showed both higher tensile and yield strengths and elongation than the Original electrode when tested at 600Ōäā. The room temperature properties of the Original and Designed electrodes were all superior to the reference weld. The elongation of 19.8% in the Design electrode 2 weld was comensurate with the 20% elongation of the reference weld. Table 6 clearly shows that the Original KISWEL electrode and the two newly designed electrodes compared very favorably against the Reference electrode, with superior performance.
Table┬Ā6
Results of tensile test at R.T & high temperature. The dark triangles represent increase or decrease when compared with the reference weld data
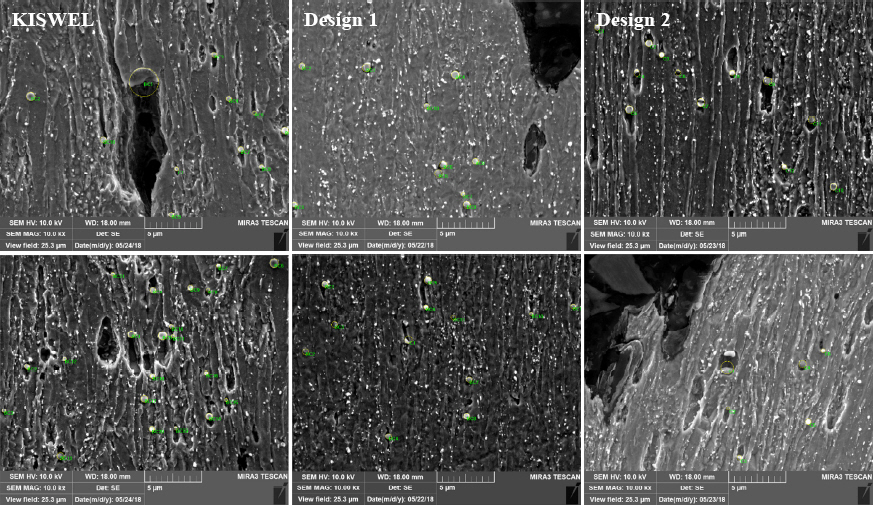
The longitudinal tensile fracture surfaces of the KISWEL Original electrode welds and the newly designed electrodes 1 and 2 welds were examined for the determination of the number and area fraction of their oxide inclusions, as shown in Fig. 7. This Fig also show the presence of microvoids, oxide particles and elongated grains. Table 7 showed that the Design 1 and 2 welds were cleaner (1.60├Ś10-2 and 1.79├Ś10-2/ŌØŹm2) and with smaller number of oxide inclusions than the existing KISWEL products (2.76├Ś10-2/┬Ąm2).
3.4 Creep Properties
For creep performance, the analyses were conducted according to the Larson Miller Parameter approach as shown in Fig. 8. The creep rupture behavior of base steel and weld is summarized as a function of the applied stresses and Larson Miller Parameter (LMP).
LMPŌĆå=ŌĆåTŌĆå[log(t)+ŌĆå25]
Fig.┬Ā8
Larson miller parameter analysis. NIMS stands for korean national institute for materials science

In this equation, T is temperature in degrees Kelvin and t is time in hours. The number 25 can be considered as a material- related constant.
The weld metal data (represented by the star symbols) in Fig. 8 were mostly on or above the base metal performance line which means the weld metal developed in this work performed mostly better than the base metal.
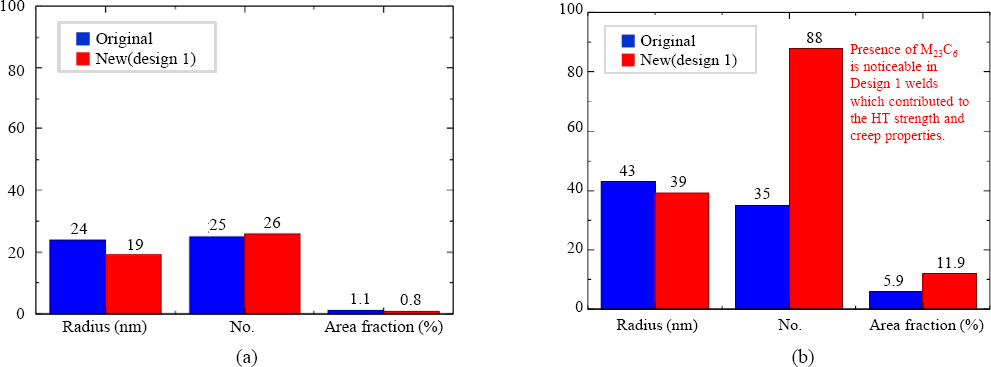
Fig. 9 presents the precipitates data in the weld specimens. The bar charts with the ŌĆ£OriginalŌĆØ designation can be compared with the Designed electrode 1 data. Fig. 9(a) compares the MX population and Fig. 9(b) compares the M23C6 population. The MX phase in the Design 1 electrode weld was observed to slightly reduce to 0.8% area fraction. The number of MX remained almost constant but the radius of the particles decreased from 24 to 19 nm.
Fig. 9(b) clearly illustrates the much larger population of M23C6 in the Design 1 electrode welds. The area fraction of the M23C6 carbide increased from 5.9 (Original) to 11.9% while the number of carbide particles extracted was 88 as compared to 35 (Original). These numbers imply in a more significant contribution of these precipitates to the high temperature strength of the weld, particularly after the post-weld heat treatment cycle. The radius of the carbide particles decreased from 43 to 39 nm.
Post-weld heat treatment affects the kinetics of formation and growth of the Laves phase as evidenced in Fig. 10. As Laves phase negatively impacts the mechanical properties of welds, this research shows that the Designed Electrode 1 had only 0.70% Laves Phase, as compared with 0.99% formed in the Original (Kiswel) Electrode weld. From the Reference welds, Laves Phase as high as 1.05% was found. As such, Design 1 electrode was able to keep the amount of Laves phase to a very low level.
Fig.┬Ā10
Appearance and growth of laves phase precipitates during and after post-weld heat treatment. Both temperature and time are required for the growth of laves phase13)
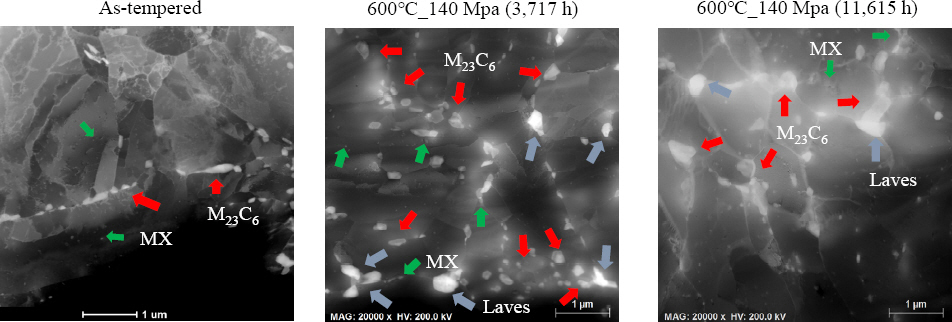
Table 9 summarizes the second phase particles data. Welds from Design 1 electrode exhibited the best inclusions and precipitates population when compared with the Original and Reference electrodes, with 0.47% oxide inclusions, 2.46% M23C6, 0.7% Laves Phase, and 0.56% Z-Phase. While the increase in M23C6 indicates improved high temperature properties, the decreases in Laves Phase and Z-Phase point to greater resistance in embrittlement.
Table┬Ā8
Stress level and temperature of creep test
| Condition of creep test for weld metal (Design 1) | |||
|---|---|---|---|
| Temp (┬░C) | 550 | 600 | 650 |
| Stress (Žā) in MPa | 260 | 180 | 110 |
| 240 | 160 | 100 | |
| 230 | 150 | 90 | |
| 210 | 145 | 80 | |
| 200 | 130 | 70 | |
Table┬Ā9
Prediction of phase present in Design 1 compare to reference 1, 2, 3 using thermo-calc® software
4. Conclusion
Thermodynamic modeling was able to assist in the development of welding electrodes for Cr-Mo-X steels that improved high temperature properties to match those developed for newer materials used in advanced power plant equipment. The conclusions of this research can be summarized below:
1) The Design 1 and 2 electrodes produced welds that exhibited greater tensile and yield properties, and elongation at room temperature and 600Ōäā than welds produced by Reference electrodes.
2) Larson Miller Parameter analysis of HT behavior of the newly designed weld metals showed properties comparable to those required for the advanced power plant materials.
3) The Design 1 electrode produced a smaller amount of oxide inclusions but a larger amount of M23C6 precipitates, which is proper for the development of better high temperature properties.
4) The Design 1 electrode produced reduced amounts of Z-Phase and Laves Phase precipitates which implies in diminished embrittlement susceptibility.
 PDF Links
PDF Links PubReader
PubReader ePub Link
ePub Link Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print



